TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025067040
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023176692
出願日
2023-10-12
発明の名称
射出成形機およびそれを含む射出成形機システム、ならびに、射出成形機の制御装置および制御方法
出願人
株式会社日本製鋼所
代理人
弁理士法人深見特許事務所
主分類
B29C
45/76 20060101AFI20250417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出成形機および当該射出成形機を管理するためのサーバを有する射出成形機システムにおいて、サーバへの情報送信による成形制御への影響を抑制する。
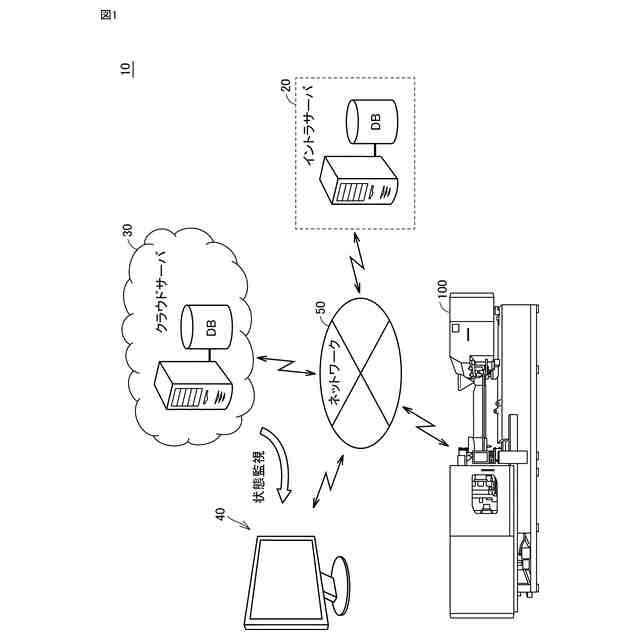
【解決手段】射出成形機システム10は、射出成形機100と、クラウドサーバ30と、端末装置40とを備える。クラウドサーバ30は、射出成形機100と通信可能に構成され、射出成形機100の動作状態を示すデータを記憶する。端末装置40は、クラウドサーバ30と通信可能に構成され、クラウドサーバ30からの情報を表示する。射出成形機100は、予め定められたタイミングであって、かつ、射出成形機100が成形動作中でない場合に上記データをクラウドサーバ30に送信する。
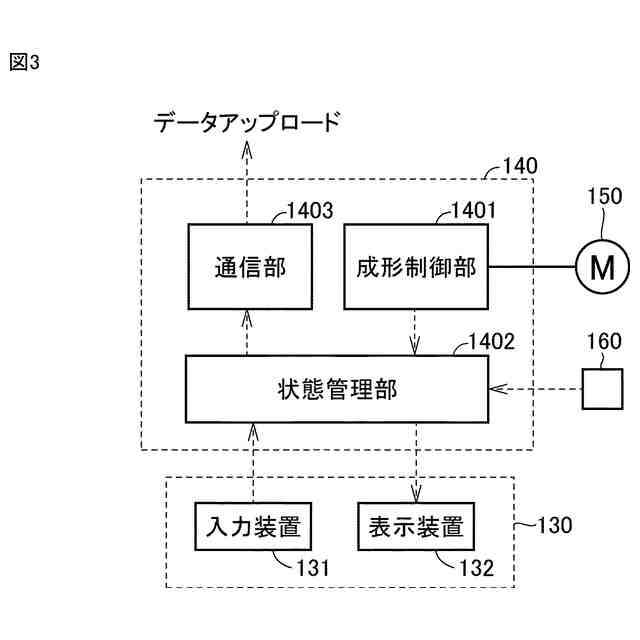
【選択図】図3
特許請求の範囲
【請求項1】
射出成形機と、
前記射出成形機と通信可能に構成され、前記射出成形機の動作状態を示すデータを記憶するサーバと、
前記サーバと通信可能に構成され、前記サーバからの情報を表示する端末装置とを備え、
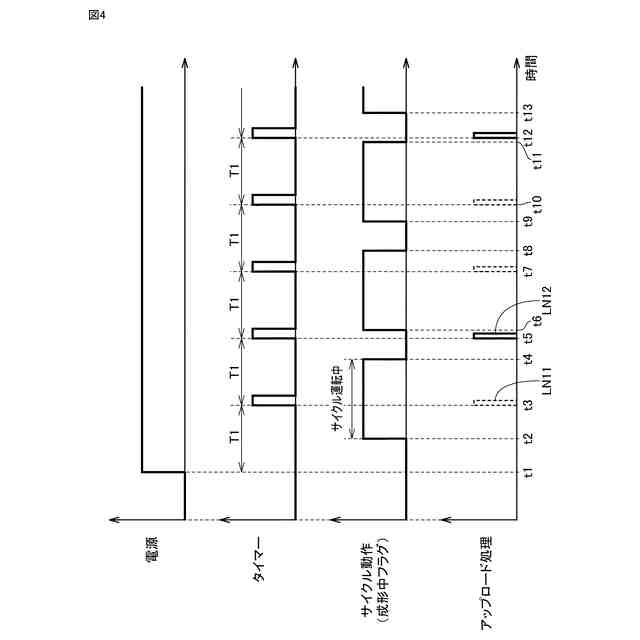
前記射出成形機は、予め定められたタイミングであって、かつ、前記射出成形機が成形動作中でない場合に前記データを前記サーバに送信する、射出成形機システム。
続きを表示(約 1,000 文字)
【請求項2】
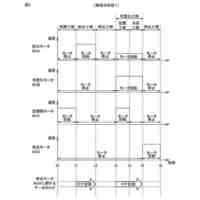
前記射出成形機は、前記データを前記サーバに送信中に、成形動作の開始条件が成立した場合には、前記データの送信を中断して成形動作を開始する、請求項1に記載の射出成形機システム。
【請求項3】
前記射出成形機は、前記データの送信を中断した場合、当該成形動作の完了後に前記データの送信を再開する、請求項2に記載の射出成形機システム。
【請求項4】
前記射出成形機は、前記データを前記サーバに送信中に、成形動作の開始条件が成立した場合には、前記データの送信が完了した後に成形動作を開始する、請求項1に記載の射出成形機システム。
【請求項5】
前記予め定められたタイミングは、前記端末装置および/または前記サーバから設定可能である、請求項1~請求項4のいずれか1項に記載の射出成形機システム。
【請求項6】
前記予め定められたタイミングは、前記射出成形機において設定可能である、請求項1~請求項4のいずれか1に記載の射出成形機システム。
【請求項7】
前記サーバは、前記射出成形機に異常が生じた場合に、前記端末装置にアラーム情報を送信する、請求項1~請求項4のいずれか1に記載の射出成形機システム。
【請求項8】
外部サーバと通信可能に構成された射出成形機に用いられる制御装置であって、
プロセッサと、
前記プロセッサによって実行されるプログラムが記憶された記憶装置とを備え、
前記プロセッサは、前記プログラムを実行することによって、
前記射出成形機に成形動作を実行させ、
予め定められたタイミングであって、かつ、前記射出成形機が成形動作中でない場合に、前記射出成形機の動作状態を示すデータを前記外部サーバに送信する、制御装置。
【請求項9】
外部サーバと通信可能に構成された射出成形機に用いられる制御装置であって、
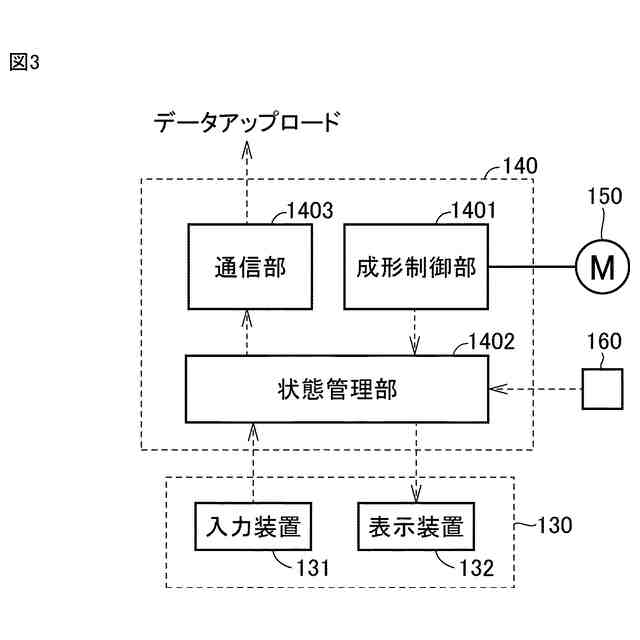
前記射出成形機の成形動作を制御するための成形制御部と、
前記射出成形機の動作状態を管理する状態管理部と、
前記動作状態を示すデータを前記外部サーバに送信する通信部とを備え、
前記状態管理部は、予め定められたタイミングであって、かつ、前記射出成形機が成形動作中でない場合に、前記通信部を介して前記データを前記外部サーバに送信する、制御装置。
【請求項10】
請求項8または請求項9に記載の制御装置を備えた、射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形機およびそれを含む射出成形機システムに関し、より特定的には、射出成形機の動作を監視するための技術に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特開2020-66152号公報(特許文献1)には、複数の射出成形機と通信可能に接続された管理装置が開示されている。当該管理装置は、各射出成形機から稼働状況情報を収集し、射出成形機の稼働状況あるいは成形される成形品の品質状態などを管理する。
【先行技術文献】
【特許文献】
【0003】
特開2020-66152号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような管理装置を有するシステムにおいては、各射出成形機は、定期的に稼働状況情報を管理装置に送信する。管理装置においてできるだけリアルタイムに射出成形機の状態をモニターするためには、比較的短いインターバルで、各射出成形機から管理装置に情報を送信することが必要となる。
【0005】
射出成形機においては、製品の成形制御とともに管理装置への送信制御が実行されるが、管理装置へのデータ送信が頻繁に行なわれると、送信制御によるメモリ占有時間が多くなり、成形制御の実行に影響がおよぶ可能性がある。
【0006】
本開示は、このような課題を解決するためになされたものであって、その目的は、射出成形機および当該射出成形機を管理するためのサーバを有する射出成形機システムにおいて、サーバへの情報送信による成形制御への影響を抑制することである。
【課題を解決するための手段】
【0007】
本開示第1の局面に係る射出成形機システムは、射出成形機と、サーバと、端末装置とを備える。サーバは、射出成形機と通信可能に構成され、射出成形機の動作状態を示すデータを記憶する。端末装置は、サーバと通信可能に構成され、サーバからの情報を表示する。射出成形機は、予め定められたタイミングであって、かつ、射出成形機が成形動作中でない場合にデータをサーバに送信する。
【0008】
本開示の第2の局面に係る制御装置は、外部サーバと通信可能に構成された射出成形機に用いられる。制御装置は、プロセッサと、プロセッサによって実行されるプログラムが記憶された記憶装置とを備える。プロセッサは、プログラムを実行することによって、i)射出成形機に成形動作を実行させ、ii)予め定められたタイミングであって、かつ、射出成形機が成形動作中でない場合に、射出成形機の動作状態を示すデータを外部サーバに送信する。
【0009】
本開示の第3の局面に係る制御装置は、外部サーバと通信可能に構成された射出成形機に用いられる。制御装置は、成形制御部と、状態管理部と、通信部とを備える。成形制御部は、射出成形機の成形動作を制御する。状態管理部とは、射出成形機の動作状態を管理する。通信部は、射出成形機の動作状態を示すデータを外部サーバに送信する。状態管理部は、予め定められたタイミングであって、かつ、射出成形機が成形動作中でない場合に、通信部を介して上記データを外部サーバに送信する。
【0010】
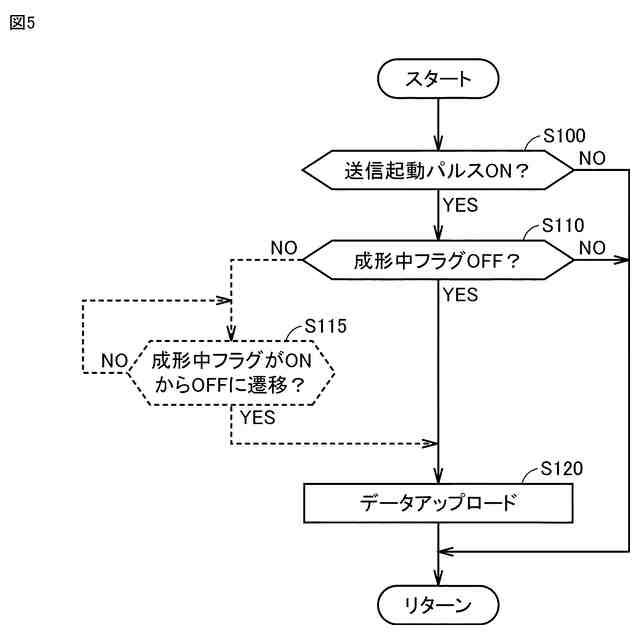
本開示の第4の局面に係る制御方法は、外部サーバと通信可能に構成された射出成形機の制御方法に関する。制御方法は、(a)射出成形機に成形動作を実行させるステップと、(b)予め定められたタイミングに到達したか否かを判定するステップと、(c)射出成形機が成形動作中であるか否かを判定するステップと、(d)予め定められたタイミングであって、かつ、射出成形機が成形動作中でない場合に、射出成形機の動作状態を示すデータを外部サーバに送信するステップとを含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
射出成形機、制御方法、および制御プログラム
2日前
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
4か月前
CKD株式会社
型用台車
4か月前
個人
射出ミキシングノズル
7か月前
株式会社日本製鋼所
押出機
7か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
5か月前
個人
樹脂可塑化方法及び装置
4か月前
日機装株式会社
加圧システム
24日前
株式会社FTS
ロッド
3か月前
株式会社FTS
成形装置
4か月前
東レ株式会社
一体化成形品の製造方法
9か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社リコー
シート剥離装置
9か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
三菱自動車工業株式会社
予熱装置
7か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社リコー
画像形成システム
5か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社FTS
セパレータ
3か月前
株式会社不二越
射出成形機
1か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
日東工業株式会社
インサート成形機
5か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
株式会社リコー
シート処理システム
8か月前
株式会社リコー
シート処理システム
9か月前
トヨタ自動車株式会社
真空成形装置
16日前
個人
ノズルおよび熱風溶接機
4か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ