TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025066923
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023176505
出願日
2023-10-12
発明の名称
樹脂ギア部品の製造方法および樹脂ギア部品の製造装置
出願人
株式会社 セントラルファインツール
,
株式会社アイシン
代理人
個人
主分類
B29C
45/14 20060101AFI20250417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金型内のキャビティに射出された樹脂が異方向から流れてきて合流することを防止してマイクロボイドの発生を抑制できると共に、切削加工によることなく短時間で容易かつ低廉に精度の高い樹脂ギア部品を作製することができる樹脂ギア部品の製造方法および樹脂ギア部品の製造装置を提供することにある。
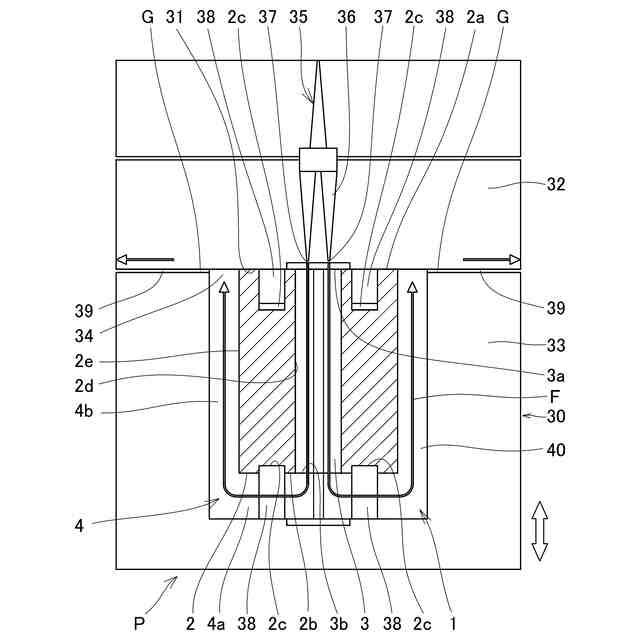
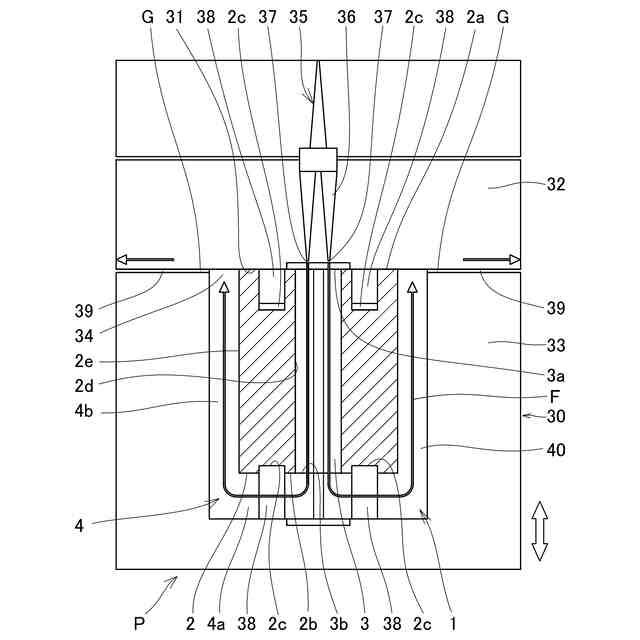
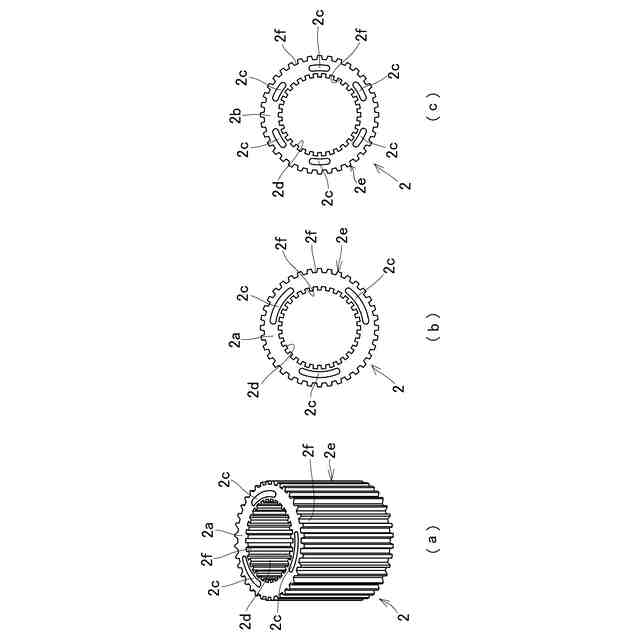
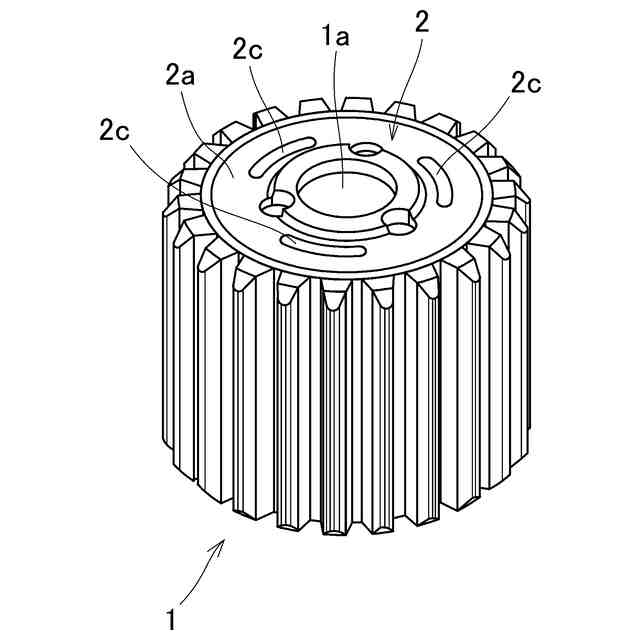
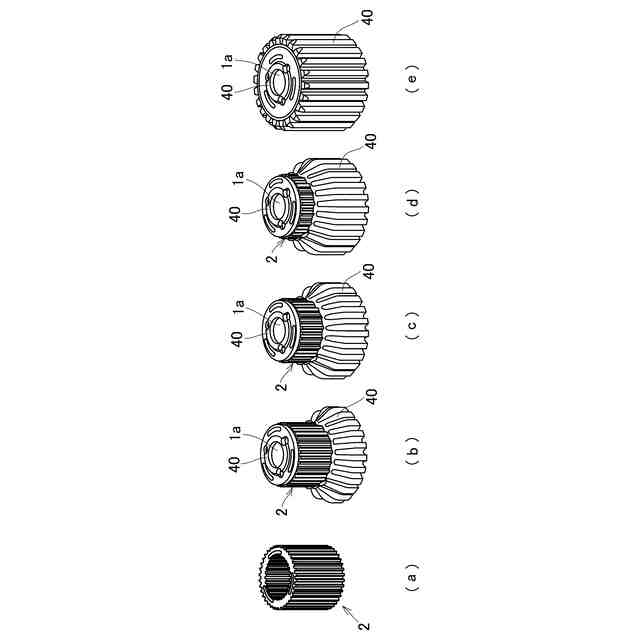
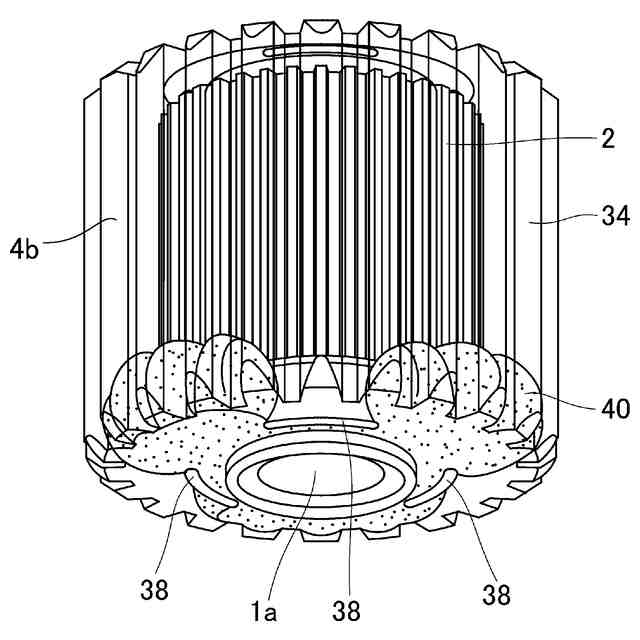
【解決手段】本発明の樹脂ギア部品1の製造方法は、金型30内のコア面31に筒状インサート品2の軸方向の先端面2aを密着するように筒状インサート品2を金型30のキャビティ34に装着してコア面31に沿った樹脂40の流れを阻止する工程と、筒状インサート品2の中空部3の先端側3aから樹脂40を注入する工程と、中空部3の後端側3bから流出した樹脂40が筒状インサート品2の外側4(4a,4b)に流れて成形される工程とを有している。
【選択図】図1
特許請求の範囲
【請求項1】
射出成形により成形する樹脂ギア部品の製造方法であって、金型内のコア面に筒状インサート品の軸方向の先端面が密着するように前記筒状インサート品を前記金型内のキャビティに装着して前記コア面に沿った樹脂の流れを阻止する工程と、前記筒状インサート品の中空部の先端側から樹脂を注入する工程と、前記中空部の後端側から流出した前記樹脂が前記筒状インサート品の側部外側に流れて成形される工程とを有していることを特徴とする樹脂ギア部品の製造方法。
続きを表示(約 850 文字)
【請求項2】
前記金型内の前記キャビティに射出された前記樹脂の最終到達部にガスベントが設けられている請求項1に記載の樹脂ギア部品の製造方法。
【請求項3】
前記筒状インサート品は樹脂製部品、金属製部品またはセラミックス製部品である請求項1または2に記載の樹脂ギア部品の製造方法。
【請求項4】
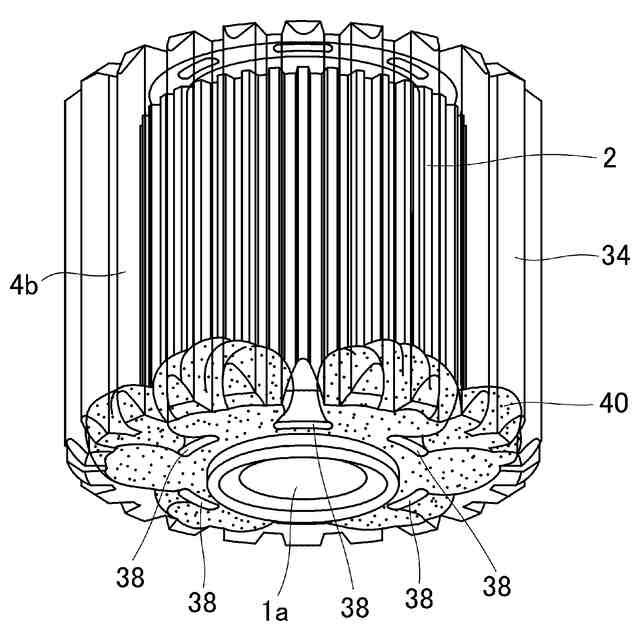
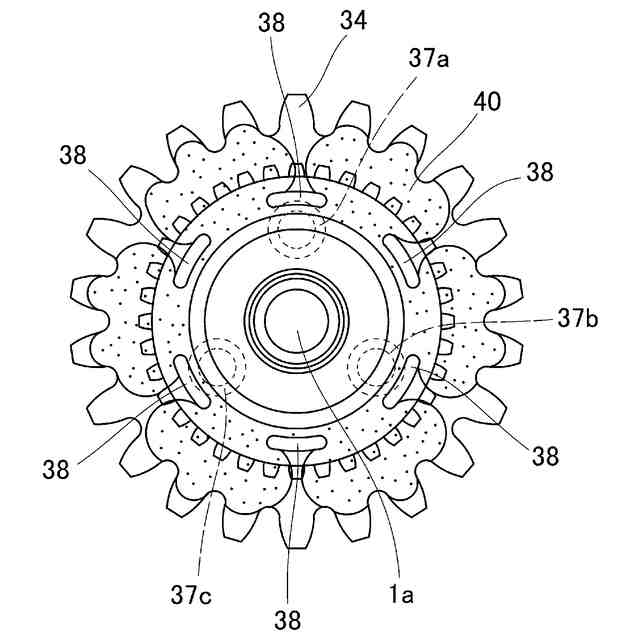
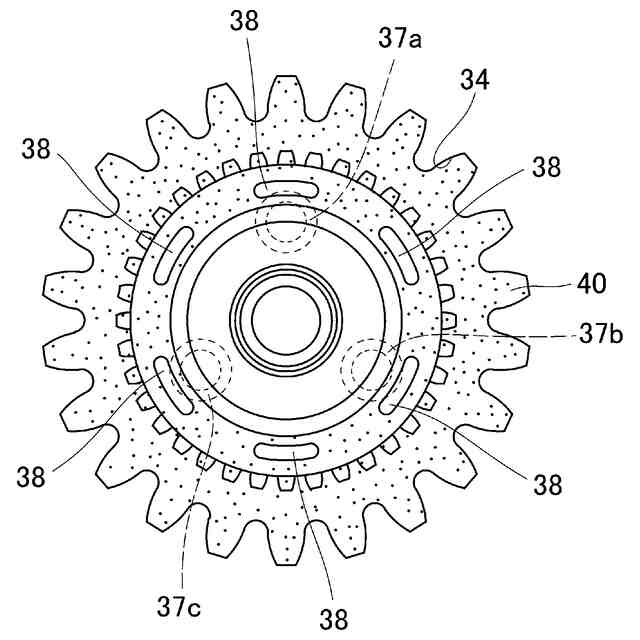
前記筒状インサート品の後端側を前記金型内の前記キャビティに固定するためのインサート固定リブは、複数部位から前記樹脂が流出するように構成されている請求項1に記載の樹脂ギア部品の製造方法。
【請求項5】
前記筒状インサート品の後端側を前記金型内の前記キャビティに固定するためのインサート固定リブは、複数分散して設けられている請求項4に記載の樹脂ギア部品の製造方法。
【請求項6】
前記筒状インサート品の後端側を前記金型内の前記キャビティに固定するためのインサート固定リブは、等角度離隔して設けられている請求項5に記載の樹脂ギア部品の製造方法。
【請求項7】
前記筒状インサート品の後端側を前記金型内の前記キャビティに固定するためのインサート固定リブは、前記筒状インサート品の側部外側に流れる前記樹脂が波打つことなく進行方向に向かって均等に流れるように構成されている請求項4に記載の樹脂ギア部品の製造方法。
【請求項8】
射出成形により成形する樹脂ギア部品の製造装置であって、金型内のコア面に筒状インサート品の軸方向の先端面が密着するように前記筒状インサート品を前記金型内のキャビティに装着するインサート固定リブと、前記筒状インサート品の中空部の先端側から樹脂を注入する樹脂充填手段とを有し、前記キャビティ内において前記筒状インサート品の前記中空部の後端側から流出した前記樹脂が前記筒状インサート品の側部外側を一方向に流れて前記樹脂ギア部品が成形されるように構成されていることを特徴とする樹脂ギア部品の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形により作製される樹脂ギア部品の製造方法および樹脂ギア部品の製造装置に関するものである。より詳しくは、精度が高い樹脂ギア部品を短時間で容易かつ低廉に作製可能な樹脂ギア部品の製造方法および樹脂ギア部品の製造装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
従来より、樹脂により作製された樹脂ギア部品が多用されている。例えばそのようなものとして、図13に示した樹脂ギア部品50や特開2014-162396号公報の製造方法により作製された樹脂ギア部品等が提案されており、これらの樹脂ギア部品はギア歯の精度を高めるために樹脂ブロックを切削加工して作製されていた。
【0003】
また、図14に示すように、射出成形により成形され内部にリムやウェブを設けた樹脂ギア部品も作製されている。さらに、図21に示すように、筒状インサート品の先端面の外方に樹脂が流れて作製された樹脂ギア部品もある。
【0004】
しかし、樹脂ブロックを切削加工して作製された樹脂ギア部品は、切削加工に時間と手間を要し作製費用が高額になるという問題があった。また、内部にリムやウェブを設けた樹脂ギア部品は、平面視多角形に変形したりウエルドが発生して十分なギア歯の精度が得られないという問題があった。さらに、図21に示した筒状インサート品の先端面の外方に樹脂が流れて作製された樹脂ギア部品は、金型30内のキャビティ34に射出された樹脂40が異方向(矢印E,矢印F)から流れてきて合流する部位(J)が発生し、その合流部位(J)付近でマイクロボイド(気泡)が多数形成されて十分なギア歯の精度が得られないという問題があった。
【先行技術文献】
【特許文献】
【0005】
特開2014-162396号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明者らは上記問題を一挙に解決するものとして本発明を想起したものであり、すなわち、本発明の課題は、金型内のキャビティに射出された樹脂が異方向から流れてきて合流することを防止してマイクロボイドの発生を抑制することができると共に、切削加工によることなく短時間で容易かつ低廉に精度の高い樹脂ギア部品を作製することができる樹脂ギア部品の製造方法および樹脂ギア部品の製造装置を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するものは、射出成形により成形する樹脂ギア部品の製造方法であって、金型内のコア面に筒状インサート品の軸方向の先端面が密着するように前記筒状インサート品を前記金型内のキャビティに装着して前記コア面に沿った樹脂の流れを阻止する工程と、前記筒状インサート品の中空部の先端側から樹脂を注入する工程と、前記中空部の後端側から流出した前記樹脂が前記筒状インサート品の側部外側に流れて成形される工程とを有していることを特徴とする樹脂ギア部品の製造方法である(請求項1)。
【0008】
前記金型内の前記キャビティに射出された前記樹脂の最終到達部にガスベントが設けられていることが好ましい(請求項2)。前記筒状インサート品は樹脂製部品、金属製部品またはセラミックス製部品のいずれであってもよい(請求項3)。前記筒状インサート品の後端側を前記金型内の前記キャビティに固定するためのインサート固定リブは、複数部位から前記樹脂が流出するように構成されていることが好ましい(請求項4)。前記筒状インサート品の後端側を前記金型内の前記キャビティに固定するためのインサート固定リブは、複数分散して設けられていてもよい(請求項5)。前記筒状インサート品の後端側を前記金型内の前記キャビティに固定するためのインサート固定リブは、等角度離隔して設けられていてもよい(請求項6)。前記筒状インサート品の後端側を前記金型内の前記キャビティに固定するためのインサート固定リブは、前記筒状インサート品の側部外側に流れる前記樹脂が波打つことなく進行方向に向かって均等に流れるように構成されていることが好ましい(請求項7)。
【0009】
また、上記課題を解決するものは、射出成形により成形する樹脂ギア部品の製造装置であって、金型内のコア面に筒状インサート品の軸方向の先端面が密着するように前記筒状インサート品を前記金型内のキャビティに装着するインサート固定リブと、前記筒状インサート品の中空部の先端側から樹脂を注入する樹脂充填手段とを有し、前記キャビティ内において前記筒状インサート品の前記中空部の後端側から流出した前記樹脂が前記筒状インサート品の側部外側を一方向に流れて前記樹脂ギア部品が成形されるように構成されていることを特徴とする樹脂ギア部品の製造装置である(請求項8)。
【発明の効果】
【0010】
請求項1に記載した樹脂ギア部品の製造方法によれば、金型内のキャビティにおける筒状インサート品の装着で少なくともギア歯を成形する部位に一方向からのみの樹脂の流れを実現できるため、金型内のキャビティに射出された樹脂が異方向から流れてきて合流することが防止されマイクロボイドの発生を抑制できると共に、切削加工によることなく短時間で容易かつ低廉に精度の高い樹脂ギア部品を作製することができる。
請求項2に記載した樹脂ギア部品の製造方法によれば、請求項1の効果に加え、マイクロボイドの発生をより抑制できる。
請求項3に記載した樹脂ギア部品の製造方法によれば、請求項1の効果に加え、求められる樹脂ギア部品の機械的性能等に適宜対応させることができる。
請求項4または5に記載した樹脂ギア部品の製造方法によれば、請求項1の効果に加え、複数部位から樹脂が分散して流出し、より精度の高い樹脂ギア部品を作製することができる。
請求項6に記載した樹脂ギア部品の製造方法によれば、請求項1の効果に加え、複数部位から樹脂がより均等に分散して流出し、より精度の高い樹脂ギア部品を作製することができる。
請求項7に記載した樹脂ギア部品の製造方法によれば、請求項1の効果に加え、波打ちが減少して、累積ピッチの誤差が減少し、より精度の高い樹脂ギア部品を作製することができる。
請求項8に記載した樹脂ギア部品の製造装置によれば、金型内のキャビティにおける筒状インサート品の装着でギア歯を形成する部位に一方向からのみの樹脂の流れを実現できるため、金型内のキャビティに射出された樹脂が異方向から流れてきて合流することが防止されマイクロボイドの発生を抑制できると共に、切削加工によることなく短時間で容易かつ低廉に精度の高い樹脂ギア部品を作製することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
溶融紡糸設備
10か月前
シーメット株式会社
光造形装置
4か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
プリプレグテープ
7か月前
個人
射出ミキシングノズル
6か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
4か月前
株式会社日本製鋼所
押出機
6か月前
日機装株式会社
加圧システム
4日前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
3か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社リコー
シート剥離装置
8か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社FTS
成形装置
4か月前
株式会社シロハチ
真空チャンバ
6か月前
帝人株式会社
成形体の製造方法
9か月前
株式会社リコー
画像形成システム
4か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社神戸製鋼所
混練機
2か月前
東レ株式会社
炭素繊維シートの製造方法
10日前
株式会社不二越
射出成形機
20日前
株式会社不二越
射出成形機
19日前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
25日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社FTS
セパレータ
2か月前
トヨタ自動車株式会社
真空成形方法
11か月前
小林工業株式会社
振動溶着機
10か月前
トヨタ自動車株式会社
真空成形装置
11か月前
日東工業株式会社
インサート成形機
4か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
KTX株式会社
シェル型の作製方法
10か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































