TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065762
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023175184
出願日
2023-10-10
発明の名称
射出成形機、および射出成形機の異常検出方法
出願人
株式会社日本製鋼所
代理人
弁理士法人深見特許事務所
主分類
B29C
45/76 20060101AFI20250415BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形品の生産性の低下を抑制しつつ、駆動装置の異常を検出することである。
【解決手段】射出成形機100は、第1駆動装置の異常検出するための物理量を取得するための第1取得処理を、フラッシング処理の期間中に実行する。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂を収容するシリンダと、
前記シリンダ内に配置されているスクリュと、
前記スクリュを駆動する第1駆動装置と、
前記第1駆動装置の第1物理量を検出する第1センサと、
前記シリンダ内に残存している残存樹脂を除去するためのフラッシング処理を、前記第1駆動装置を制御して前記スクリュを駆動することにより実行する制御装置とを備え、
前記制御装置は、前記第1駆動装置を制御して前記スクリュを駆動している期間中に前記第1センサにより検出された前記第1物理量を取得する第1取得処理を実行し、
前記制御装置は、前記第1取得処理により取得された前記第1物理量に基づいて、前記第1駆動装置の異常を検出し、
前記制御装置は、前記フラッシング処理の期間中に前記第1取得処理を実行する、射出成形機。
続きを表示(約 1,500 文字)
【請求項2】
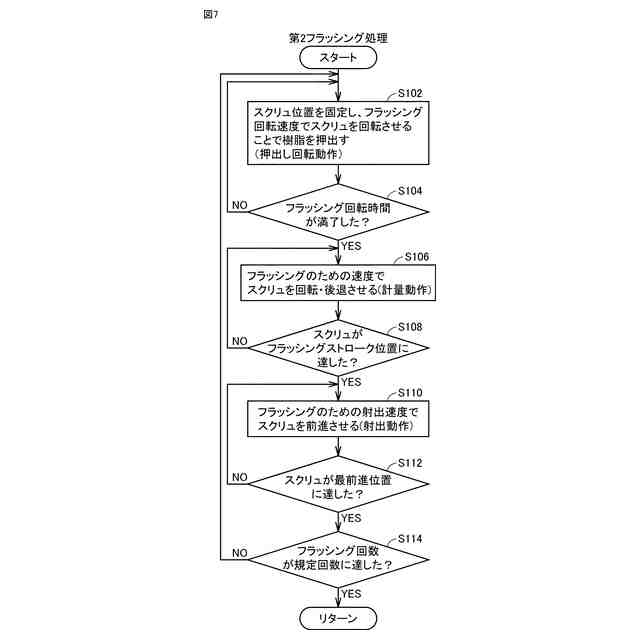
前記フラッシング処理は、
前記シリンダに新たな樹脂を導入せずに前記残存樹脂を除去するための第1フラッシング処理と、
前記シリンダに新たな樹脂を導入して前記残存樹脂を除去するための第2フラッシング処理とを含み、
前記制御装置は、前記第1フラッシング処理の実行後に、前記第1取得処理および前記第2フラッシング処理を実行する、請求項1に記載の射出成形機。
【請求項3】
前記射出成形機は、前記第2フラッシング処理の実行後、前記新たな樹脂を用いて成形品を生成し、
前記制御装置は、前記第1フラッシング処理の実行後であり前記第2フラッシング処理の実行前に、前記第1取得処理を実行する、請求項2に記載の射出成形機。
【請求項4】
前記第1フラッシング処理は、
前記スクリュの進行方向における移動量が最大量ではない場合には、前記スクリュの移動量が前記最大量となるように前記スクリュを駆動する処理であり、
前記移動量が前記最大量である場合には、何ら処理を実行しない処理である、請求項2または請求項3に記載の射出成形機。
【請求項5】
前記射出成形機は、さらに、
前記スクリュとは異なる所定部材と、
前記所定部材を駆動する第2駆動装置と、
前記第2駆動装置の第2物理量を検出する第2センサとを備え、
前記制御装置は、前記第2駆動装置を制御して前記所定部材を駆動している期間中に前記第2センサにより検出された前記第2物理量を取得する第2取得処理を実行し、
前記制御装置は、前記第2取得処理により取得された前記第2物理量に基づいて、前記第2駆動装置の異常を検出する、請求項1~請求項3のいずれか1項に記載の射出成形機。
【請求項6】
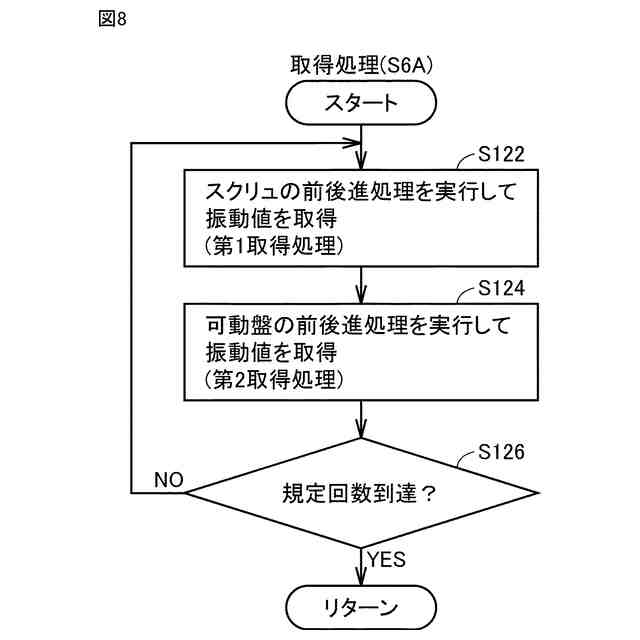
前記制御装置は、前記第1取得処理および前記第2取得処理を交互に規定回数実行する、請求項5に記載の射出成形機。
【請求項7】
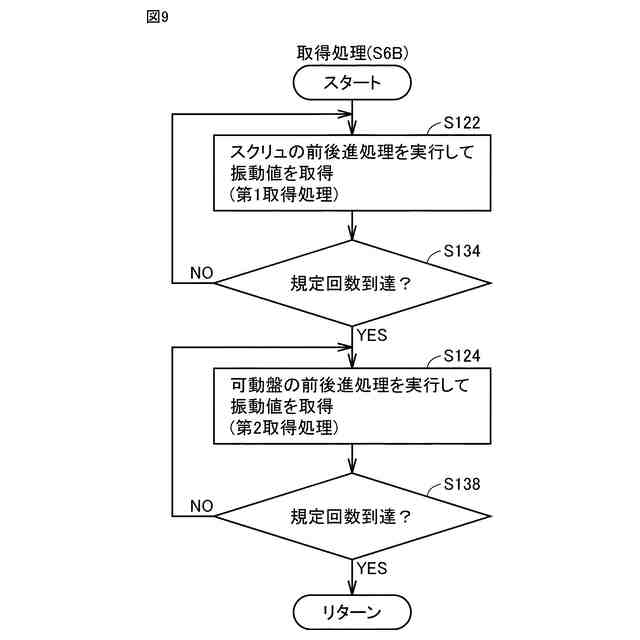
前記制御装置は、前記第1取得処理を規定回数実行し、かつ、前記第2取得処理を規定回数実行する、請求項5に記載の射出成形機。
【請求項8】
前記制御装置は、
所定条件が成立したときに、前記フラッシング処理の期間中に前記第2取得処理を実行せずに前記第1取得処理を実行し、
次の所定条件が成立したときに、前記フラッシング処理の期間中に前記第1取得処理を実行せずに前記第2取得処理を実行する、請求項5に記載の射出成形機。
【請求項9】
前記制御装置は、
所定条件が成立したときに、前記フラッシング処理の期間中に前記第1取得処理を実行し、
前記フラッシング処理の期間中に前記第1取得処理を実行したときから所定期間が経過するまでは、前記所定条件が成立したときには、前記第1取得処理を実行せずに前記フラッシング処理を実行し、
前記フラッシング処理の期間中に前記第1取得処理を実行したときから前記所定期間が経過した以降、前記所定条件が成立したときには、前記フラッシング処理の期間中に前記第1取得処理を実行する、請求項1~請求項3のいずれか1項に記載の射出成形機。
【請求項10】
前記射出成形機は、前記第1取得処理および前記第1駆動装置の異常を検出する処理を前記フラッシング処理の期間中に実行する場合に、該期間の終了タイミングを表示するディスプレイをさらに備える、請求項1~請求項3のいずれか1項に記載の射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形機、および射出成形機の異常検出方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
たとえば、特開2021-74917号公報(特許文献1)には、ボールねじを備える射出成形機が開示されている。この射出成形機は、ボールねじの振動強度に対して周波数解析を行うことにより、該ボールねじの異常を検出する。
【先行技術文献】
【特許文献】
【0003】
特開2021-74917号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述の射出成形機においては、駆動装置(たとえば、上述のボールねじ)の物理量(たとえば、上述の振動強度)を取得するために、該駆動装置を制御する。しかしながら、上述の射出成形機においては、駆動装置を制御するタイミングについては、鑑みられていなかった。したがって、上述の射出成形機においては、成形品の生産を一旦停止して、駆動装置を制御することから、成形品の生産性が低下するという問題が生じ得る。また、射出成形機は、駆動装置の異常検出処理自体を怠ってしまう問題も生じ得る。
【0005】
この発明はこのような課題を解決するためになされたものであって、その目的は、成形品の生産性の低下を抑制しつつ、駆動装置の異常検出処理を怠ることなく実行することである。
【課題を解決するための手段】
【0006】
本開示による射出成形機および射出成形機の異常検出方法は、第1駆動装置を制御してスクリュを駆動している期間中に第1センサにより検出された第1物理量を取得する第1取得処理を実行する。また、本開示による射出成形機および射出成形機の異常検出方法は、第1取得処理により取得された第1物理量に基づいて、第1駆動装置の異常を検出する。そして、本開示による射出成形機および射出成形機の異常検出方法は、フラッシング処理の期間中に第1取得処理を実行する。
【発明の効果】
【0007】
本開示によれば、成形品の生産性の低下を抑制しつつ、駆動装置の異常検出処理を怠ることなく実行することができる。
【図面の簡単な説明】
【0008】
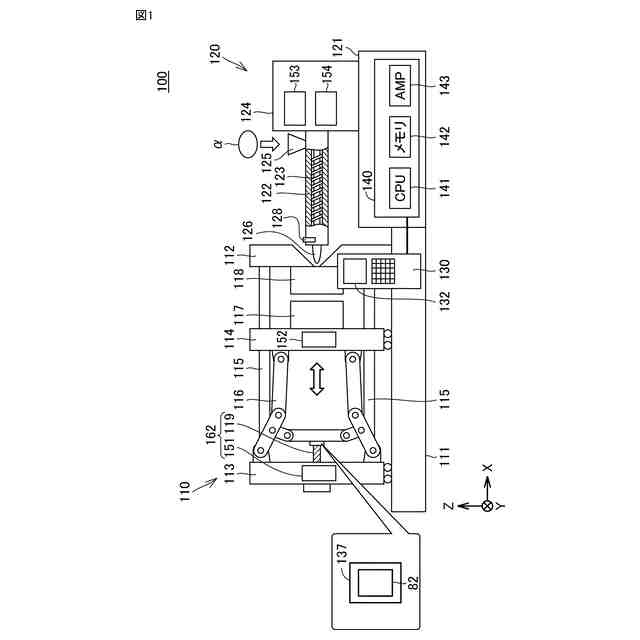
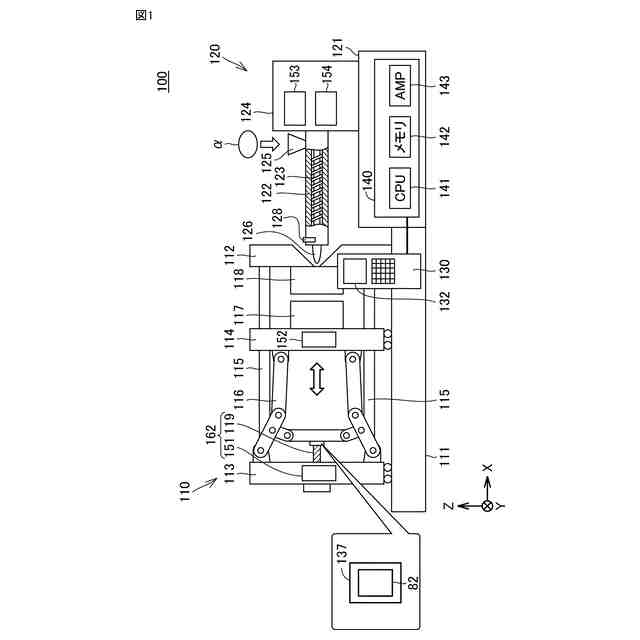
射出成形機の構成を説明するための図である。
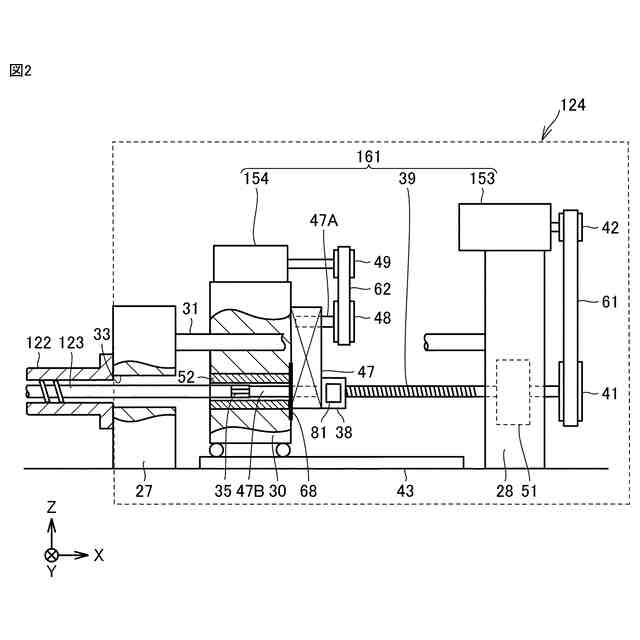
作動装置の詳細構成を示す図である。
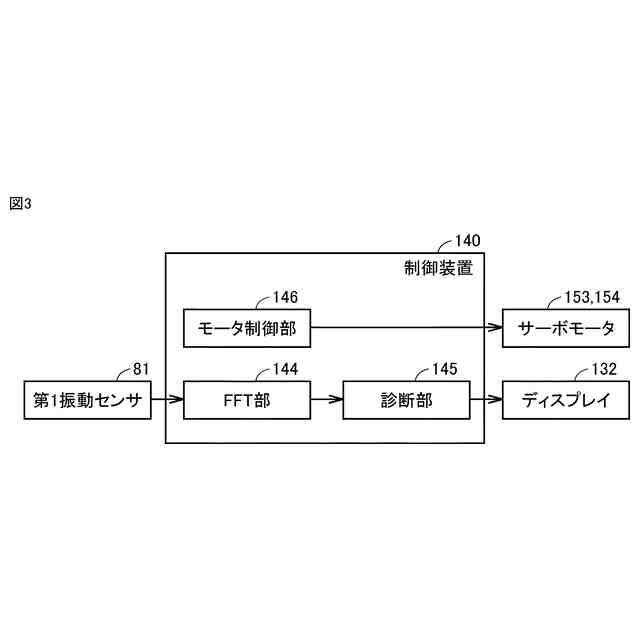
制御装置の機能ブロック図である。
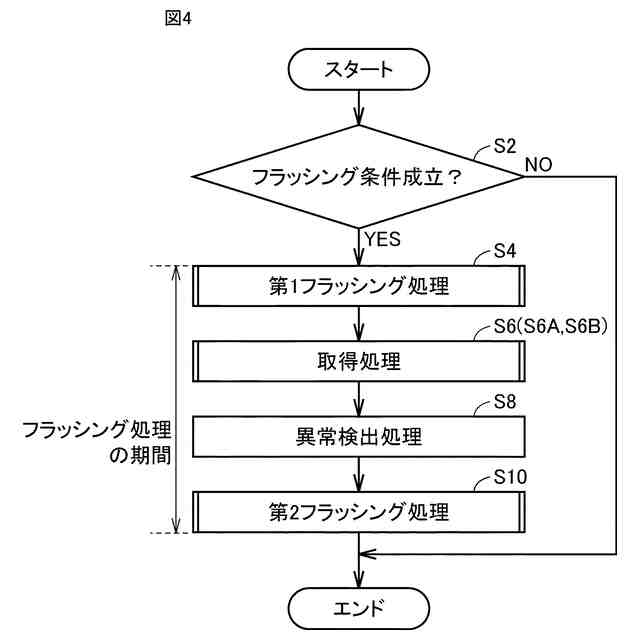
制御装置の制御の流れを示すフローチャートである。
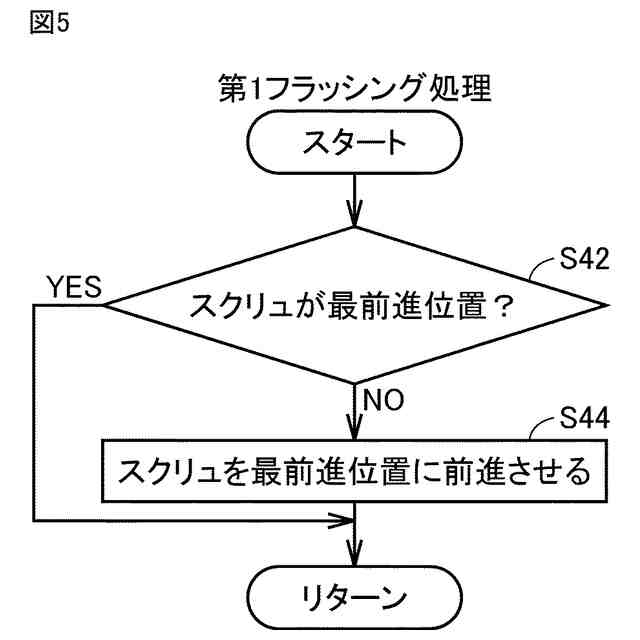
第1フラッシング処理の流れを示すフローチャートである。
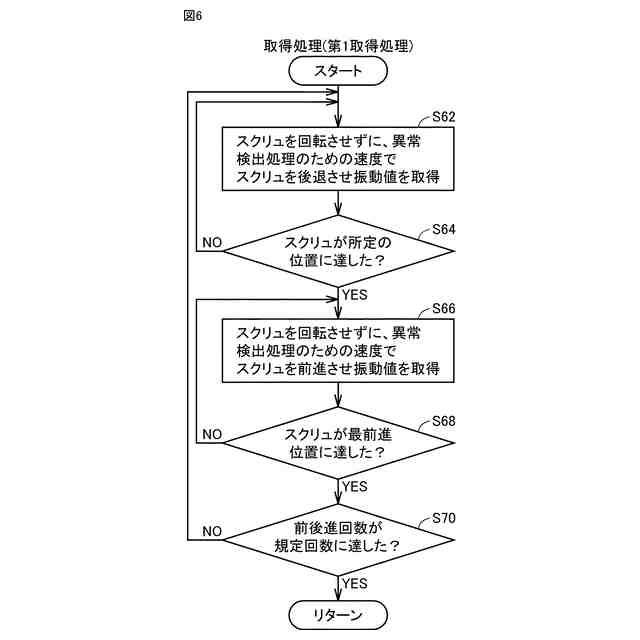
取得処理の流れを示すフローチャートである。
第2フラッシング処理の流れを示すフローチャートである。
別の実施形態の取得処理の流れを示すフローチャートである。
別の実施形態の取得処理の流れを示すフローチャートである。
ディスプレイ132の表示例を示す図である。
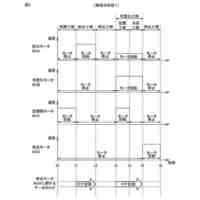
別の実施形態の射出成形機100の処理の時系列の一例を示す図である。
別の実施形態の射出成形機100の処理の時系列の一例を示す図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について、図面を参照しながら詳細に説明する。なお、図中の同一または相当部分には同一符号を付してその説明は繰り返さない。
【0010】
<第1実施形態>
[射出成形機の構成]
図1は、射出成形機100の構成を説明するための図である。なお、説明の便宜上、図1において射出成形機100が配置される床面をXY平面とし、該床面に垂直な方向をZ軸方向とする。Z軸の正方向を上面側または上方、負方向を下面側または下方と称する場合がある。なお、射出成形機100は、横型の射出成形機として示されているが、横型に限られず、竪型の射出成形機であってもよい。なお、X軸方向は、後述のシリンダ122の延伸方向とされる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
射出成形機、制御方法、および制御プログラム
3日前
東レ株式会社
吹出しノズル
5か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
シーメット株式会社
光造形装置
4か月前
個人
射出ミキシングノズル
7か月前
株式会社日本製鋼所
押出機
7か月前
グンゼ株式会社
ピン
5か月前
東レ株式会社
フィルムの製造方法
1か月前
日機装株式会社
加圧システム
25日前
個人
樹脂可塑化方法及び装置
4か月前
株式会社FTS
ロッド
3か月前
株式会社リコー
シート剥離装置
9か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社FTS
成形装置
4か月前
帝人株式会社
成形体の製造方法
10か月前
東レ株式会社
一体化成形品の製造方法
9か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社リコー
画像形成システム
5か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
3か月前
三菱自動車工業株式会社
予熱装置
7か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
3か月前
株式会社日本製鋼所
押出成形装置
8か月前
日東工業株式会社
インサート成形機
5か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
株式会社リコー
シート処理システム
8か月前
個人
ノズルおよび熱風溶接機
4か月前
トヨタ自動車株式会社
真空成形装置
17日前
トヨタ自動車株式会社
3Dプリンタ
5か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ