TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065644
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023174991
出願日
2023-10-10
発明の名称
湾曲賦形装置
出願人
津田駒工業株式会社
,
学校法人金沢工業大学
代理人
弁理士法人みなみ特許事務所
主分類
B29C
70/54 20060101AFI20250415BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 熱可塑性樹脂をマトリックス材料として用いた強化繊維基材を成形して成る強化繊維材料を湾曲状に賦形する湾曲賦形装置において、所望の品質及び強度を得られるような構成を提供する。
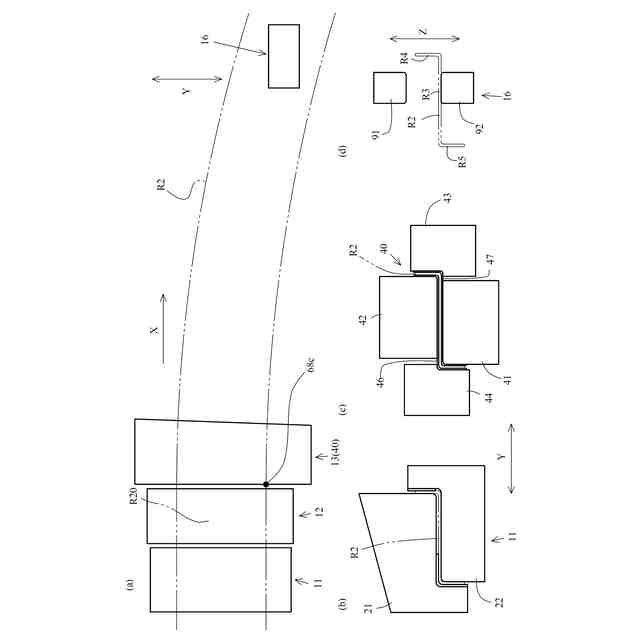
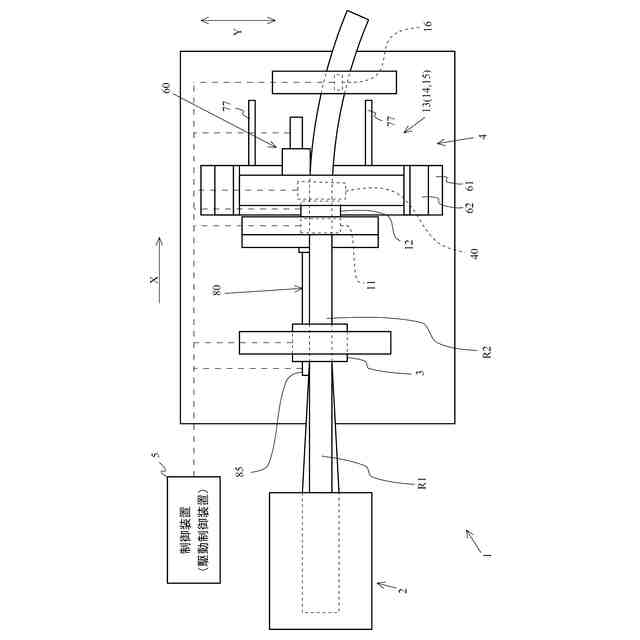
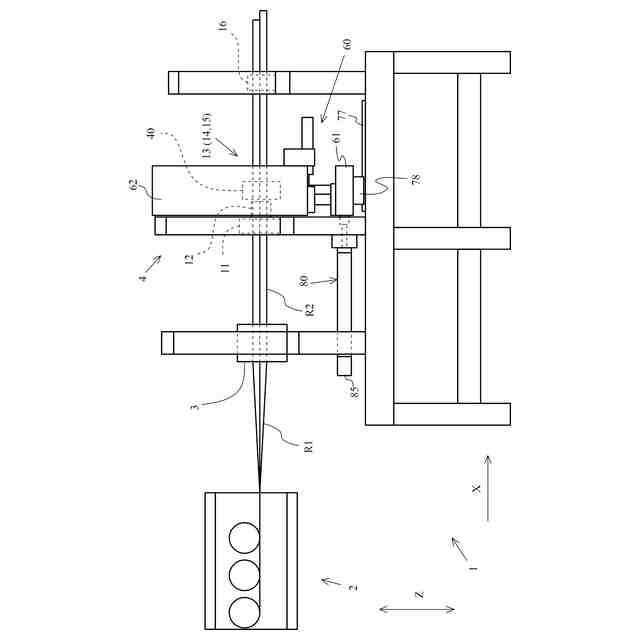
【解決手段】 湾曲賦形装置は、強化繊維材料を変形可能な状態に加熱する加熱装置を備える他、加熱装置の上流側には強化繊維材料を挟持する挟持機構を備え、加熱装置の下流側には揺動機構、賦形機構、引出し機構を備える。揺動機構は、強化繊維材料を把持した把持ユニットを、下流側に旋回駆動させることで、強化繊維材料の両側縁における外側となる方の側縁を伸ばすようにする。引出し機構は、加熱装置で加熱された強化繊維材料の部分を、引き伸ばされた後に、下流側に引出す。賦形機構は、引き出された後に、上型、下型、及び一対の側型から成る賦形型ユニットで強化繊維材料を湾曲状に賦形する。
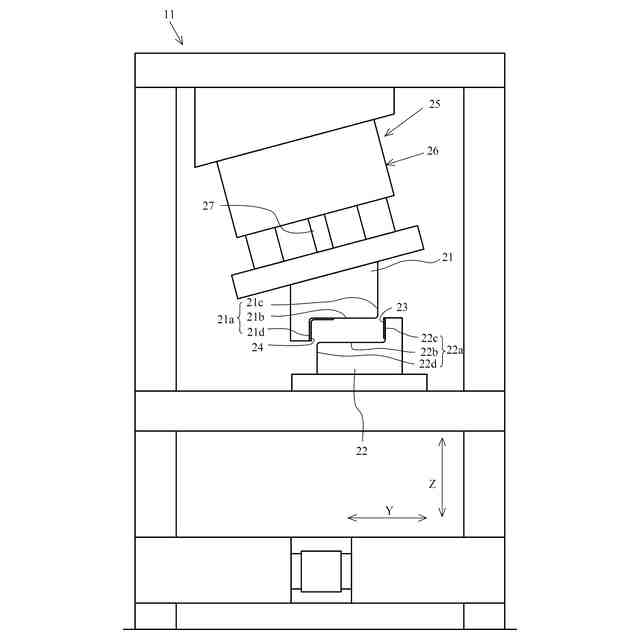
【選択図】 図11
特許請求の範囲
【請求項1】
熱可塑性樹脂をマトリックス材料とすると共に強化繊維が長手方向に対し角度を成すように配向された長尺シート状の強化繊維基材を成形して成る強化繊維材料を、画定された経路上で送りつつ平面視において湾曲を成すように賦形する湾曲賦形装置であって、
前記経路中に設けられると共に、前記強化繊維材料が変形可能な状態となる変形可能温度以上の温度に前記強化繊維材料を加熱する加熱装置、
前記加熱装置の上流側に設けられると共に、前記強化繊維材料における少なくとも両端部を挟持する挟持状態と前記挟持状態が解除された非挟持状態とに切り替え可能に構成された挟持機構、
前記加熱装置の下流側に設けられると共に前記強化繊維材料における少なくとも両端部を把持する把持状態と前記把持状態が解除された非把持状態とに切り替え可能に構成された把持ユニットを含み、前記強化繊維材料における一方の側縁の位置又は前記側縁よりも前記湾曲の中心側の位置を旋回中心として前記把持ユニットを初期位置と前記初期位置よりも下流側の旋回位置との間で旋回駆動するように構成された揺動機構、
前記加熱装置の下流側で前記加熱装置に隣接して設けられると共に前記強化繊維材料を賦形するための上型、下型、及び一対の側型から成る賦形型ユニットを含み、前記賦形型ユニットを前記変形可能温度よりも低い温度で加熱すると共に前記賦形型ユニットを駆動して賦形動作を行わせるように構成された賦形機構であって、前記強化繊維材料を湾曲状に賦形すべく、前記賦形型ユニットの各前記側型における前記強化繊維材料を賦形するための外側賦形面が前記湾曲を実現するような湾曲した面として形成され、且つ前記上型及び/又は前記下型における前記外側賦形面と対向する内側賦形面が前記外側賦形面と平行に湾曲した面として形成された賦形機構、
前記加熱装置の下流側に設けられると共に、前記加熱装置で加熱された前記強化繊維材料の部分を前記賦形型ユニットによる前記賦形動作が行われる位置に引き出す引出し動作を実行する引出し機構、及び
前記挟持機構を前記挟持状態とすると共に前記揺動機構で前記初期位置に位置する前記把持ユニットを前記把持状態とした上で前記把持ユニットを前記旋回位置に向けて旋回させる旋回工程、前記挟持機構を前記非挟持状態とした上で前記引出し機構に前記引出し動作を実行させる引出し工程、前記賦形機構で前記賦形型ユニットに前記賦形動作を実行させる賦形工程の各工程が、前記旋回工程、前記引出し工程、前記賦形工程の順で行われるように、各前記機構の駆動を制御する駆動制御装置を備える
ことを特徴とする湾曲賦形装置。
続きを表示(約 440 文字)
【請求項2】
前記賦形型ユニットが前記把持ユニットとして機能すると共に、前記賦形機構が前記賦形型ユニットを前記初期位置と前記旋回位置との間で旋回駆動するように構成されて前記揺動機構としても機能する
ことを特徴とする請求項1に記載の湾曲賦形装置。
【請求項3】
前記賦形機構が前記賦形型ユニットに前記引出し動作を行わせるように構成されて前記引出し機構としても機能する
ことを特徴とする請求項2に記載の湾曲賦形装置。
【請求項4】
前記揺動機構の下流側に設けられると共に、前記強化繊維材料を保持する保持状態と前記保持状態が解除された非保持状態とを切り替え可能に構成された保持機構を含み、
前記旋回位置に位置する前記把持ユニットを前記初期位置へ向けて旋回させる際に前記保持機構が前記保持状態となっているように前記保持機構の駆動が前記駆動制御装置によって制御される
ことを特徴とする請求項1、2、又は3に記載の湾曲賦形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱可塑性樹脂をマトリックス材料とすると共に強化繊維が長手方向に対し角度を成すように配向された長尺シート状の強化繊維基材を成形して成る強化繊維材料を、画定された経路上で送りつつ平面視において湾曲を成すように賦形する湾曲賦形装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
近年、航空機関連部品、自動車関連部品、及びスポーツ・レジャー用品などを強化繊維材料によって形成することが行われている。但し、ここで言う強化繊維材料とは、プリプレグ等の強化繊維基材に加圧及び加熱等を施して成形することで製造される材料である。また、その強化繊維材料の基となる強化繊維基材(プリプレグ)は、炭素繊維やガラス繊維、アラミド繊維等の強化繊維にマトリックス材料(樹脂)を含浸させてシート状に形成したものである。さらに、そのような強化繊維基材としては、その長手方向に対し角度(例えば45°や90°)を成すように強化繊維が配向されたものがある。
【0003】
また、そのマトリックス材料としては、熱硬化性の樹脂と、熱可塑性の樹脂とが存在する。その上で、熱可塑性樹脂をマトリックス材料として用いた強化繊維基材の方が、熱硬化性樹脂を用いたものと比べ、成形性の面で優れているということが知られている。そこで、近年では、強化繊維材料を成形する強化繊維基材として、そのような利点がある熱可塑性樹脂をマトリックス材料として用いたものが好まれて使用されている。
【0004】
ところで、例えば前記した航空機関連部品としての航空機における胴体部分のフレーム材等のような湾曲状に形成される部品を、その強化繊維材料で形成することも知られている。そして、前記のように熱可塑性樹脂をマトリックス材料として用いた強化繊維基材から湾曲状の強化繊維材料を製造する装置として、例えば、下記の特許文献1に開示された装置(以下、「従来装置」と言う。)がある。
【0005】
その従来装置は、熱可塑性樹脂をマトリックス材料とした強化繊維基材(以下、単に「強化繊維基材」と言う。)を、直線状の強化繊維材料に成形した上で、その強化繊維材料を湾曲状に賦形する装置である。そこで、その従来装置は、スプールに巻かれるかたちで準備された長尺シート状の強化繊維基材を複数枚重ね合わせた状態で断面形状がU形を成すように成形する予備成形装置と、その予備成形装置で成形された強化繊維材料を湾曲状に賦形する湾曲部とを含んでいる。
【0006】
そして、その従来装置においては、その装置上の各構成要素によって画定される経路上で前記のように成形された強化繊維材料が送られ、その強化繊維材料が湾曲部を通過することによって湾曲状に賦形されるようになっている。なお、その湾曲部における強化繊維材料の湾曲賦形は、その湾曲部における湾曲状の経路を通過する際に強化繊維材料に加熱及び加圧を施すことによって為されるものとなっている。
【先行技術文献】
【特許文献】
【0007】
特開2009―78554号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、従来装置は、前述のように成形された直線状の強化繊維材料を、加熱及び加圧を伴って湾曲状を成す湾曲部を通過させることで、湾曲状に賦形させるものとなっている。但し、直線状の材料はその両側縁の長さが同じであるのに対し、賦形後の湾曲状の材料は、その両側縁の長さが異なる(外側の側縁の方が内側の側縁よりも長さが長い)ものとなる。
【0009】
その上で、そのように両側縁の長さが同じ材料をその長さが異なる状態に賦形するにあたり、従来装置のように加熱及び加圧を施しつつ湾曲部を通過させて直線状の材料を湾曲状に賦形する方式では、材料の内側の部分が潰れてしまい、材料(特に表面部分)を所望のかたちに賦形できない可能性が高い。そして、その場合には、その材料について、所望の品質が得られなかったり、あるいは所望の強度が得られなかったりするといった問題が生じる。
【0010】
以上のような実情を鑑み、本発明は、熱可塑性樹脂をマトリックス材料として用いた強化繊維基材を成形して成る強化繊維材料を湾曲状に賦形する湾曲賦形装置において、前述のような問題が発生することが無い構成を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
津田駒工業株式会社
湾曲賦形装置
2か月前
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
プリプレグテープ
9か月前
シーメット株式会社
光造形装置
6か月前
個人
射出ミキシングノズル
8か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
6か月前
株式会社日本製鋼所
押出機
8か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社カワタ
計量混合装置
1か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社漆原
シートの成形方法
1か月前
株式会社コスメック
射出成形装置
1か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
2か月前
株式会社FTS
セパレータ
5か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社不二越
射出成形機
2か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
2か月前
株式会社リコー
画像形成システム
6か月前
個人
ノズルおよび熱風溶接機
5か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
トヨタ自動車株式会社
真空成形装置
1か月前
日東工業株式会社
インサート成形機
6か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































