TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025065496
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2025021348,2022142773
出願日
2025-02-13,2021-01-19
発明の名称
被覆付パイプの製造装置
出願人
株式会社オンダ製作所
代理人
主分類
B29C
63/18 20060101AFI20250410BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】新規な被覆付パイプの製造装置を提供すること。
【解決手段】第2スライダ18によって通管位置までコルゲート管7を引っ張って移動させ前記通管位置に配置された直線状のコルゲート管7に対して、コルゲート管7の端部からパイプ8の端部を挿入することによって被覆付パイプを形成する被覆付パイプの製造装置であって、前記被覆付パイプの前記通管位置への移動を補助するベルトコンベア3が配置されており、第2スライダ18は、コルゲート管7の端部を持ち上げてベルトコンベア3から浮かせた状態でコルゲート管7を移動させる。
【選択図】図1
特許請求の範囲
【請求項1】
スライダによって通管位置までコルゲート管を引っ張って移動させ前記通管位置に配置された直線状の前記コルゲート管に対して、前記コルゲート管の端部からパイプの端部を挿入することによって被覆付パイプを形成する被覆付パイプの製造装置であって、
前記コルゲート管の前記通管位置への移動を補助するベルトコンベアが配置されており、前記スライダは、前記コルゲート管の端部を持ち上げて前記ベルトコンベアから浮かせた状態で前記コルゲート管を移動させる被覆付パイプの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被覆付パイプの製造装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
建物の給水給湯システム等では被覆付パイプが用いられている。こうした被覆付パイプとしては、例えば特許文献1に示すものが知られている。被覆付パイプは、コルゲート管にパイプを通すことによって形成されている。こうした被覆付パイプを給水給湯システムに用いることにより、給水給湯システムを施工する際のパイプの傷つきを抑制することができる。
【先行技術文献】
【特許文献】
【0003】
特開平11-105151号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の目的は、新規な被覆付パイプの製造装置を提供すること。
【課題を解決するための手段】
【0005】
上記目的を達成するために請求項1の被覆付パイプの製造装置は、スライダによって通管位置までコルゲート管を引っ張って移動させ前記通管位置に配置された直線状の前記コルゲート管に対して、前記コルゲート管の端部からパイプの端部を挿入することによって被覆付パイプを形成する被覆付パイプの製造装置であって、前記コルゲート管の前記通管位置への移動を補助するベルトコンベアが配置されており、前記スライダは、前記コルゲート管の端部を持ち上げて前記ベルトコンベアから浮かせた状態で前記コルゲート管を移動させる。
【図面の簡単な説明】
【0006】
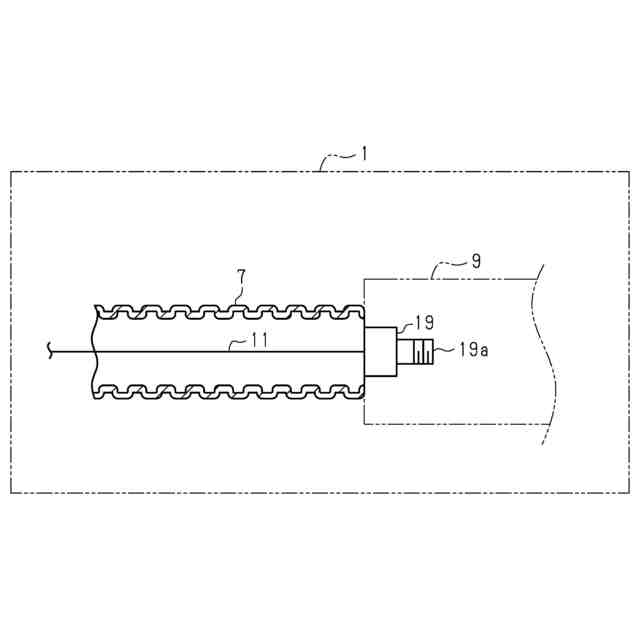
被覆付パイプの製造装置を示す略図。
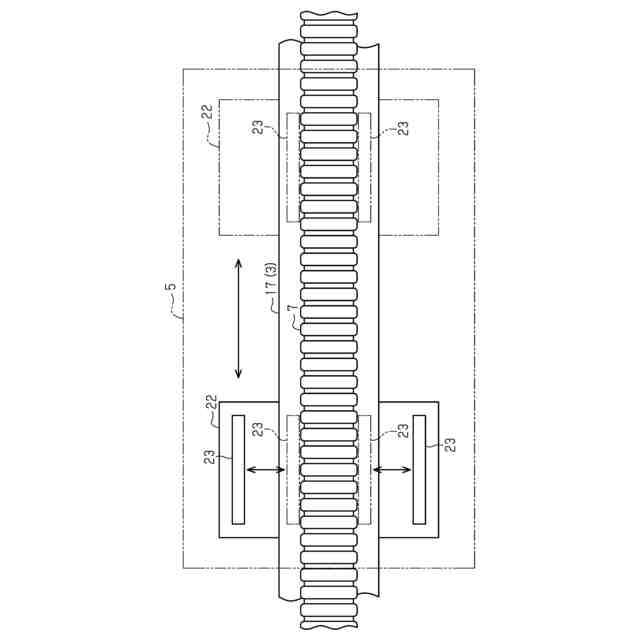
同装置の伸び防止機構を上方から見た状態を示す略図。
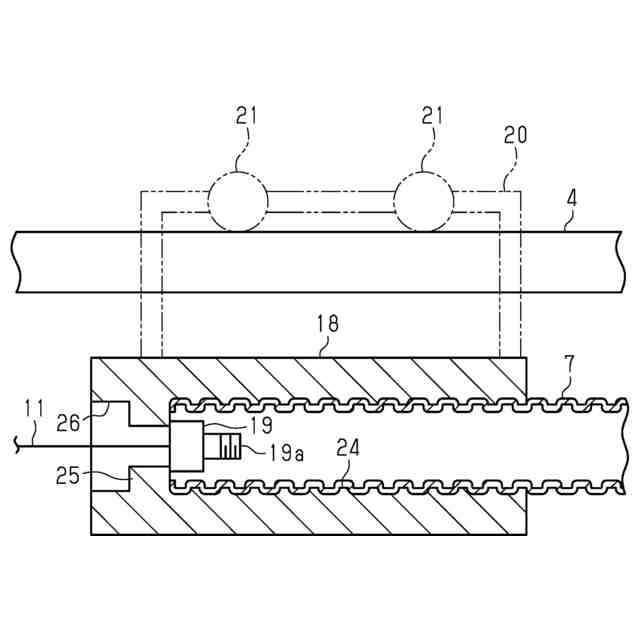
第1スライダ及び第2スライダを示す断面図。
第1スライダの移動の仕方を示す断面図。
第1スライダの移動の仕方を示す断面図。
第1スライダの移動の仕方を示す断面図。
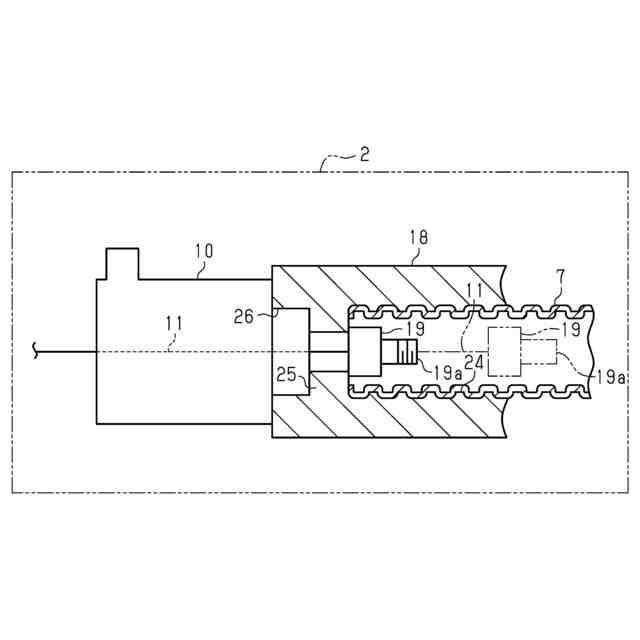
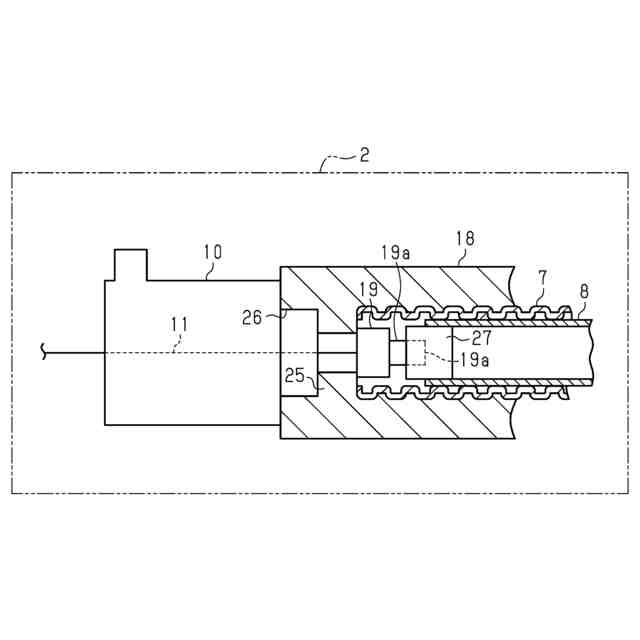
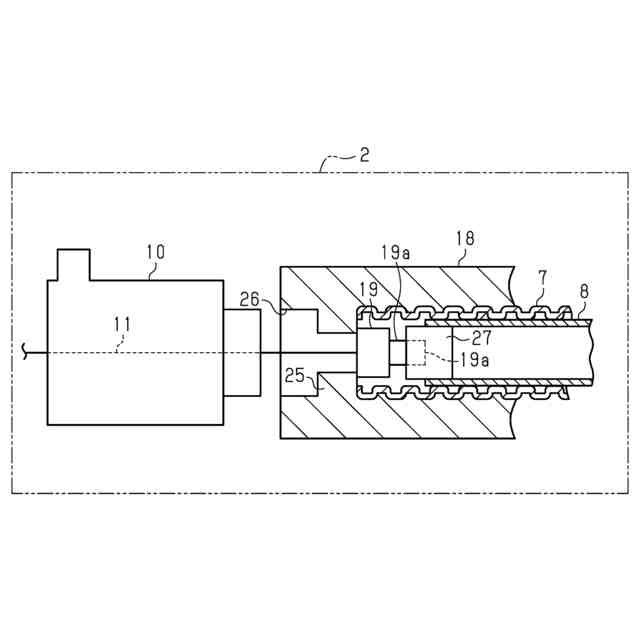
エア供給装置と第2スライダとの接続状態を示す断面図。
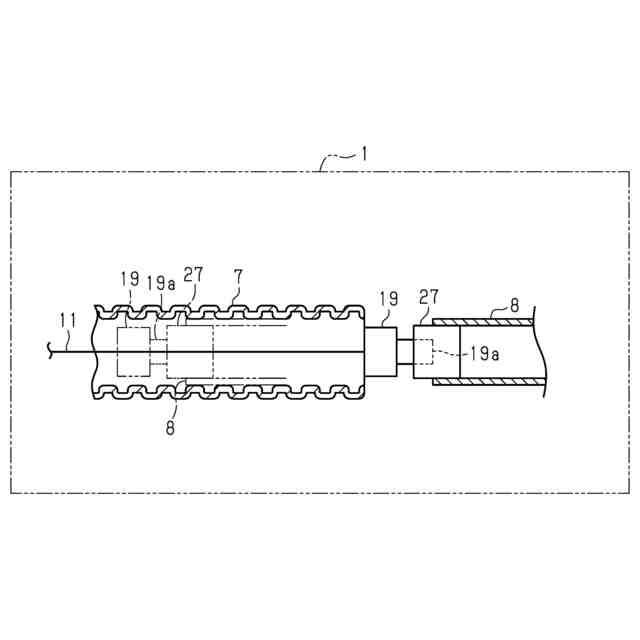
製造装置から被覆付パイプを取り出す際の同パイプの動きを示す断面図。
【発明を実施するための形態】
【0007】
以下、被覆付パイプの製造装置及び製造方法の一実施形態について、図1~図8を参照して説明する。
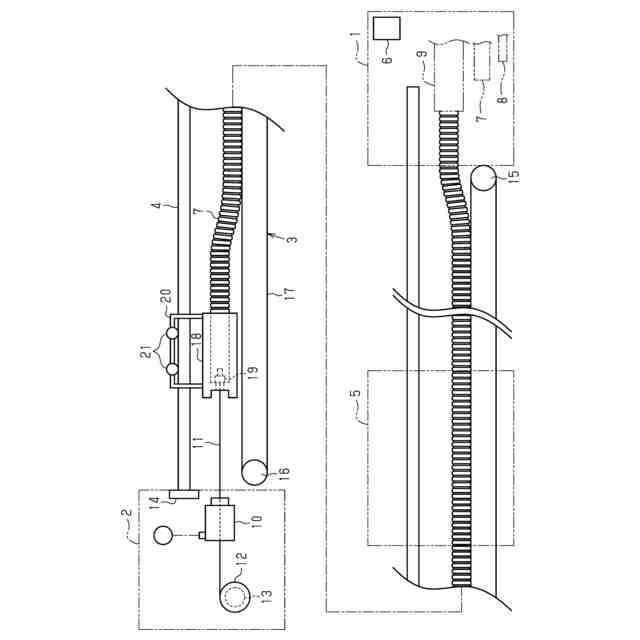
図1に示すように、被覆付パイプの製造装置は、第1ステーション1、第2ステーション2、ベルトコンベア3、ガイドレール4、及び伸び防止機構5を備えている。
【0008】
第1ステーション1は、被覆付パイプの製造装置を扱う作業者がいる場所である。作業者は、同装置による被覆付パイプの製造に必要な手作業を行う。第1ステーション1には、被覆付パイプの製造装置を動作させるための操作パネル6が設けられている。操作パネル6は、作業者によって操作される。第1ステーション1には、被覆付パイプの製造に必要なコルゲート管7及びパイプ8が搬送されてくる。第1ステーション1には、コルゲート管7内からエアを吸引するためのバキューム装置9が設けられている。
【0009】
第2ステーション2は、第1ステーション1から離れた位置にある。第2ステーション2には、コルゲート管7内にエアを供給するためのエア供給装置10が設けられている。第2ステーション2にはドラム12が設けられている。ドラム12には索状体としてのワイヤ11が接続されている。ドラム12は、ワイヤ11を巻き取ることが可能とされており、ワイヤ11の巻き取り量を検出するためのエンコーダ13を備えている。ワイヤ11は、エア供給装置10を通過しており、且つ、コルゲート管7内に延びている。また、第2ステーション2には近接センサ14が設けられている。近接センサ14は、パイプ8の端部が第2ステーション2に到達したことを検出するためのものである。
【0010】
ベルトコンベア3及びガイドレール4は、第1ステーション1と第2ステーション2との間で、水平方向に延びるように配置されている。ベルトコンベア3は、ローラ15及びローラ16に巻き掛けられたベルト17を備えている。ベルトコンベア3は、ローラ15,16の回転方向を切り換えることにより、ベルト17の周回を正転と反転との間で切り換える。ベルトコンベア3の上方には、上記ガイドレール4がベルトコンベア3と平行になるように延びている。ベルトコンベア3及びガイドレール4は、被覆付パイプの製造時、第1ステーション1に搬送されてきたコルゲート管7を、第1ステーション1から第2ステーション2まで移動させる際に用いられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社オンダ製作所
被覆付パイプの製造装置
17日前
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
溶融紡糸設備
10か月前
シーメット株式会社
光造形装置
4か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
プリプレグテープ
7か月前
個人
射出ミキシングノズル
6か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
7か月前
グンゼ株式会社
ピン
4か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
3か月前
日機装株式会社
加圧システム
11日前
トヨタ自動車株式会社
射出装置
1か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社リコー
シート剥離装置
8か月前
株式会社シロハチ
真空チャンバ
6か月前
帝人株式会社
成形体の製造方法
10か月前
株式会社FTS
成形装置
4か月前
株式会社不二越
射出成形機
26日前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社不二越
射出成形機
27日前
株式会社神戸製鋼所
混練機
2か月前
東レ株式会社
炭素繊維シートの製造方法
17日前
株式会社日本製鋼所
押出成形装置
7か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
4か月前
株式会社FTS
セパレータ
3か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
KTX株式会社
シェル型の作製方法
10か月前
株式会社リコー
シート処理システム
8か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
株式会社リコー
シート処理システム
8か月前
トヨタ自動車株式会社
真空成形方法
11か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ