TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065003
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2024164960
出願日
2024-09-24
発明の名称
垂直方向にフレキシブルなエッジ封じ込めによる溶融金属の連続鋳造
出願人
ハゼル・ストリップ・キャスティング・コーポレーション
,
HAZELETT STRIP-CASTING CORPORATION
代理人
個人
,
個人
,
個人
主分類
B22D
11/06 20060101AFI20250410BHJP(鋳造;粉末冶金)
要約
【課題】連続金属鋳造装置、および連続移動ベルト式金属鋳造機内の移動鋳型鋳造領域に対して垂直方向にフレキシブルなエッジ封じ込めを提供する方法を提供する。
【解決手段】垂直方向にフレキシブルなエッジ封じ込め装置は、連続金属鋳造装置の移動鋳型キャビティ内に溶融金属を閉じ込めることができる。動作時には、垂直方向にフレキシブルなエッジ封じ込め装置は、移動鋳型キャビティ内の溶融金属の流れに対して垂直方向に屈曲するように構成されている。垂直方向にフレキシブルなエッジ封じ込め装置の垂直方向の屈曲は、溶融金属が移動鋳型キャビティの出口端を出る前に、上流鋳型領域から下流鋳型領域に移動する際の移動鋳型キャビティ内の溶融金属の厚さ及び高さのうちの一方の変化に対応する。
【選択図】なし
特許請求の範囲
【請求項1】
連続金属鋳造装置であって、
移動鋳型キャビティを画定する移動鋳型鋳造領域をそれらの間に形成する向かい合う回転鋳造表面であって、前記移動鋳型鋳造領域が上流鋳型領域及び下流鋳型領域を有する、向かい合う回転鋳造表面と、
前記移動鋳型キャビティの入口端に溶融金属を導入するための溶融金属注入器と、
前記溶融金属が凝固する際に前記溶融金属を前記移動鋳型キャビティ内に閉じ込めるための垂直方向にフレキシブルなエッジ封じ込め装置であって、前記垂直方向にフレキシブルなエッジ封じ込め装置は、前記移動鋳型キャビティ内の前記溶融金属の流れに対して垂直方向に屈曲するように構成され、前記垂直方向にフレキシブルなエッジ封じ込め装置の前記垂直方向の屈曲は、前記移動鋳型キャビティ内の前記溶融金属の前記溶融金属注入器からの長さの関数として変化する、垂直方向にフレキシブルなエッジ封じ込め装置と、
を備える、連続金属鋳造装置。
続きを表示(約 1,600 文字)
【請求項2】
前記垂直方向にフレキシブルなエッジ封じ込め装置は、溶融金属が前記上流鋳型領域から前記下流鋳型領域に移動する際に高さが変化するように構成されている、前記上流鋳型領域と前記下流鋳型領域との間に延びる材料のウェブを含む、請求項1に記載の連続金属鋳造装置。
【請求項3】
前記垂直方向にフレキシブルなエッジ封じ込め装置は、前記向かい合う回転鋳造表面と共に移動する材料のエンドレスループを備え、
前記材料のエンドレスループは、前記上流鋳型領域と前記下流鋳型領域との間で高さが変化するように構成され、
前記材料のエンドレスループの高さの変化は、前記移動鋳型キャビティ内の前記溶融金属の前記溶融金属注入器からの長さに対応する、請求項1に記載の連続金属鋳造装置。
【請求項4】
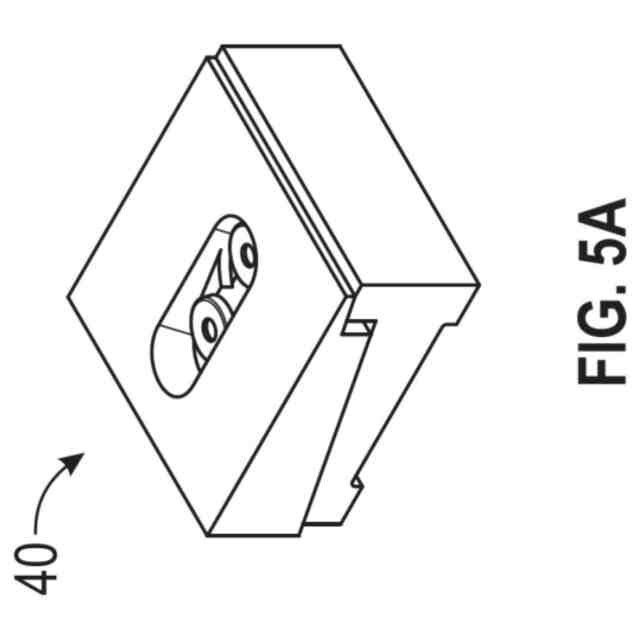
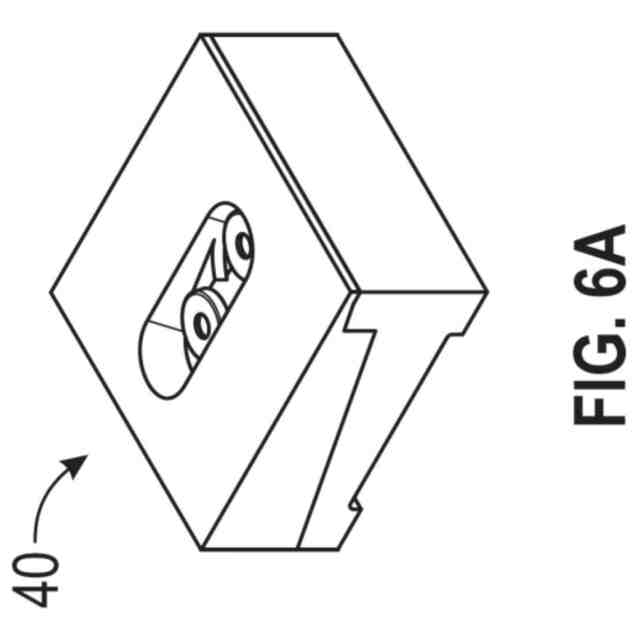
前記垂直方向にフレキシブルなエッジ封じ込め装置は、前記移動鋳型キャビティの周りで前記向かい合う回転鋳造表面と共に予め選択された経路で回転するエッジダムブロックで形成されたエンドレスエッジダムを備える、請求項1に記載の連続金属鋳造装置。
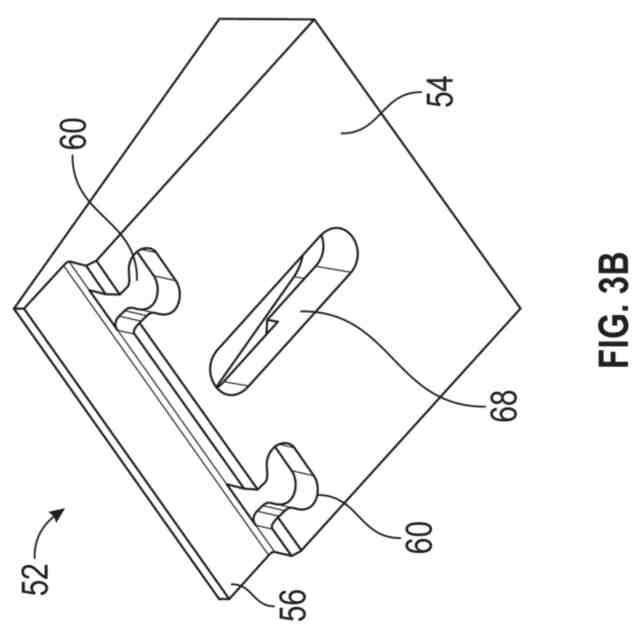
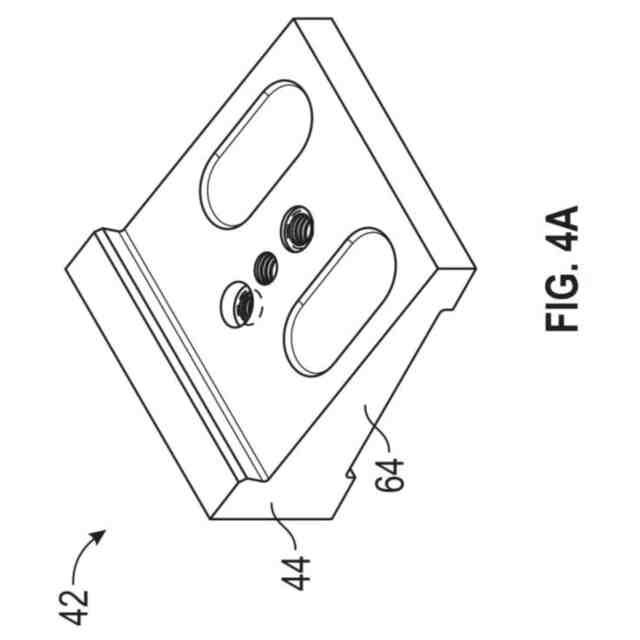
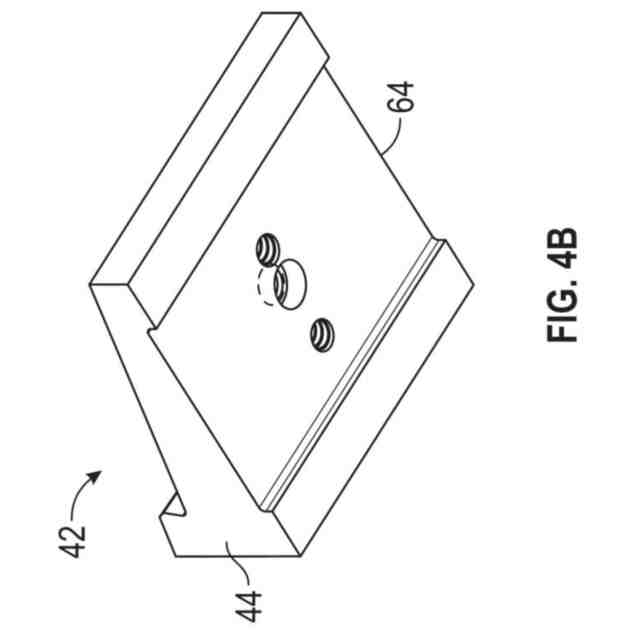
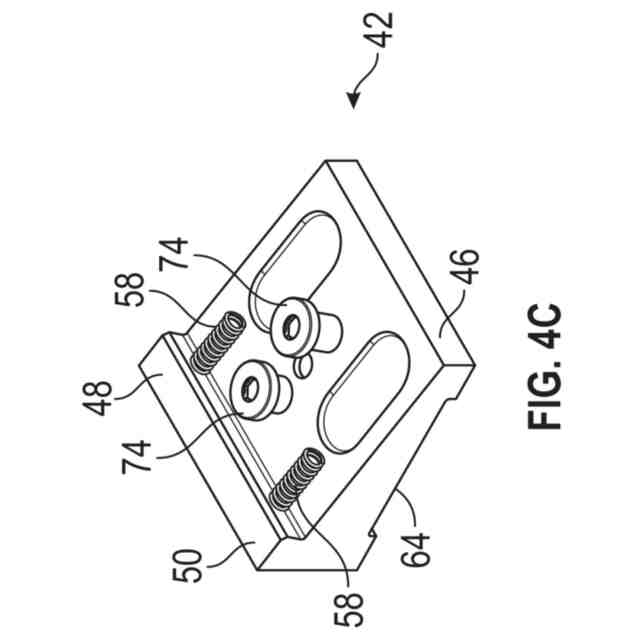
【請求項5】
各エッジダムブロックは、
下部ダムブロック部分と、
前記下部ダムブロック部分上に着座した上部ダムブロック部分と、
前記下部ダムブロック部分及び前記上部ダムブロック部分を互いに離すように押す、前記下部ダムブロック部分と前記上部ダムブロック部分との間のデフォルト力を付与するための機構と、
を備える、請求項4に記載の連続金属鋳造装置。
【請求項6】
前記下部ダムブロック部分は、鋳造側から非鋳造側に延びる下部本体と、前記鋳造側において前記下部本体から上方に延びる上方突出領域と、を含み、
前記上方突出領域及び前記下部本体は、各々、前記鋳造側から前記非鋳造側に向かって下方に傾斜する表面を有する、請求項5に記載の連続金属鋳造装置。
【請求項7】
前記上部ダムブロック部分は、前記非鋳造側から前記鋳造側に延びる上部本体と、前記上部本体から前記鋳造側に向かって広がる棚領域と、を備え、
前記上部本体及び前記棚領域は、各々、前記非鋳造側から前記鋳造側に向かって上方に傾斜する下面を有し、
前記棚領域の前記上方に傾斜する下面は、前記上方突出領域の前記下方に傾斜する表面上に位置し、前記上部本体の前記上方に傾斜する下面は、前記下部本体の前記下方に傾斜する表面上に位置する、請求項6に記載の連続金属鋳造装置。
【請求項8】
前記エッジダムブロックが前記上流鋳型領域を通って移動している間に、前記非鋳造側において前記エッジダムブロックに圧縮荷重を付与するように構成されているエッジダムブロック圧縮機を更に備え、前記圧縮荷重は、前記上流鋳型領域内の前記エッジダムブロックの各々の前記下部ダムブロック部分と前記上部ダムブロックとの間の前記デフォルト力を相殺する、請求項6に記載の連続金属鋳造装置。
【請求項9】
前記圧縮荷重は、前記エッジダムブロックの鋳造側に向かって前記上流鋳型領域内の前記エッジダムブロックを圧縮し、前記エッジダムブロックの高さを最大限の高さまで増加させる、請求項8に記載の連続金属鋳造装置。
【請求項10】
前記上流鋳型領域内の前記エッジダムブロックの各々の付与機構は、前記エッジダムブロックが最大限の高さにあることに応答して減少する力を付与するように更に構成され、前記減少する力は、前記エッジダムブロックが前記下流鋳型領域に移動する際に、最大限の高さから圧縮された高さへの高さの減少を引き起こす、請求項9に記載の連続金属鋳造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示の実施形態は、概して、鋳造機に関し、より具体的には、連続移動ベルト式金属鋳造機内の移動鋳型鋳造領域に対して垂直方向にフレキシブルなエッジ封じ込めを提供することに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
連続移動ベルト式金属鋳造機などの鋳造機におけるダムブロックのエンドレスエッジダムは、移動鋳型鋳造領域に側部境界を提供するために使用されてきたエッジ封じ込め装置の一種の一例である。ダムブロックの従来のエッジダムは、典型的には、鋳造された金属スラブが凝固する際にその側面を支持するためにリジッドである。これらのダムブロックによって提供されるエッジ封じ込めのリジディティは、鋳造機のベルトが下流に移動する際にエッジ付近でスラブとの接触を維持することを可能にしない。エッジダムブロックは、典型的には鋼又は銅であり、鋳造機の長さにわたってベルトを支持し続ける。
【0003】
凝固する金属は、冷めながら収縮し、下流へと移動する一方で、エッジダムブロックは、凝固する金属から熱を吸収するにつれて膨張する。鋳造幅の大部分にわたって、ベルトの非鋳造側上の重力及び/又は圧力は、ベルトを収縮するスラブと接触している状態に保つ。スラブとエッジダムブロックとのインターフェースにおける収縮/膨張が、エッジ際でのベルトとスラブとの接触が防止する。これにより、鋳造機から出る際にスラブのエッジに沿って、スラブ温度が上昇している局所的な領域が生じ得る。スラブのエッジに沿って温度が上昇しているこれらの局所的な領域は、不均一な抜熱速度を示しており、スラブの厚みにわたって長手方向に亀裂が生じる原因となる可能性がある。
【発明の概要】
【0004】
以下は、本明細書で説明される様々な実施形態のいくつかの態様の基本的な理解を提供するために、開示される主題の簡略化された概要を提示する。この概要は、様々な実施形態の広範な概要ではない。それは、特許請求の範囲に記載される特許請求される主題の主要な特徴又は本質的な特徴を排他的に識別することを意図するものではなく、特許請求される主題の範囲を決定する際の補助として意図されるものでもない。その唯一の目的は、後に提示されるより詳細な説明の前置きとして、本開示のいくつかの概念を合理化された形態で提示することである。
【0005】
本明細書で説明される実施形態は、リジッドなエッジ封じ込めを有するエッジダムを展開する連続移動ベルト式金属鋳造機などの鋳造機において生じる問題を未然に防ぐ解決策を提供する。実施形態によって提供される解決策は、連続鋳造及びエッジ形成を支持するのに十分にリジッドであるが、上流鋳型領域及び下流鋳型領域を含むことができる鋳造機の移動鋳型鋳造領域を通って一緒に移動する際に、収縮する凝固したスラブの厚さ及び高さのうちの1つの変化に密接に対応するか又はより良好に適合するように垂直方向にフレキシブルな鋳造機用の、垂直方向にフレキシブルなエッジ封じ込め装置を含む。一実施形態では、垂直方向にフレキシブルなエッジ封じ込め装置の垂直方向の屈曲は、移動鋳型鋳造領域内の溶融金属の溶融金属注入器からの長さの関数として変化することができる。様々な実施形態の垂直方向にフレキシブルなエッジ封じ込め装置によって提供されるこの垂直方向のフレキシビリティは、上部ベルトの下流部分が凝固したスラブの上部との均一な接触を維持することを可能にし、改善されたより均一な横方向の温度プロファイルを提供する。更に、上部ベルトによって提供されるスラブのこの均一な接触は、均一な抜熱を確実にする。
【0006】
一態様において、連続金属鋳造装置は、移動鋳型キャビティを画定する移動鋳型鋳造領域をそれらの間に形成する向かい合う回転鋳造表面であって、移動鋳型鋳造領域が上流鋳型領域及び下流鋳型領域を有する、向かい合う回転鋳造表面と、移動鋳型キャビティの入口端に溶融金属を導入するための溶融金属注入器と、を備える。当該装置は、溶融金属が凝固する際に溶融金属を移動鋳型キャビティ内に閉じ込めるための垂直方向にフレキシブルなエッジ封じ込め装置であって、垂直方向にフレキシブルなエッジ封じ込め装置は、移動鋳型キャビティ内の溶融金属の流れに対して垂直方向に屈曲するように構成され、垂直方向にフレキシブルなエッジ封じ込め装置の垂直方向の屈曲は、移動鋳型キャビティ内の溶融金属の溶融金属注入器からの長さの関数として変化する、垂直方向にフレキシブルなエッジ封じ込め装置、を更に備える。
【0007】
一実施形態において、垂直方向にフレキシブルなエッジ封じ込め装置は、溶融金属が上流鋳型領域から下流鋳型領域に移動する際に高さが変化するように構成されている、上流鋳型領域と下流鋳型領域との間に延びる材料のウェブを含む。
【0008】
一実施形態において、垂直方向にフレキシブルなエッジ封じ込め装置は、向かい合う回転鋳造表面と共に移動する材料のエンドレスループを備え、材料のエンドレスループは、上流鋳型領域と下流鋳型領域との間で高さが変化するように構成され、材料のエンドレスループの高さの変化は、移動鋳型キャビティ内の溶融金属の溶融金属注入器からの長さに対応する。
【0009】
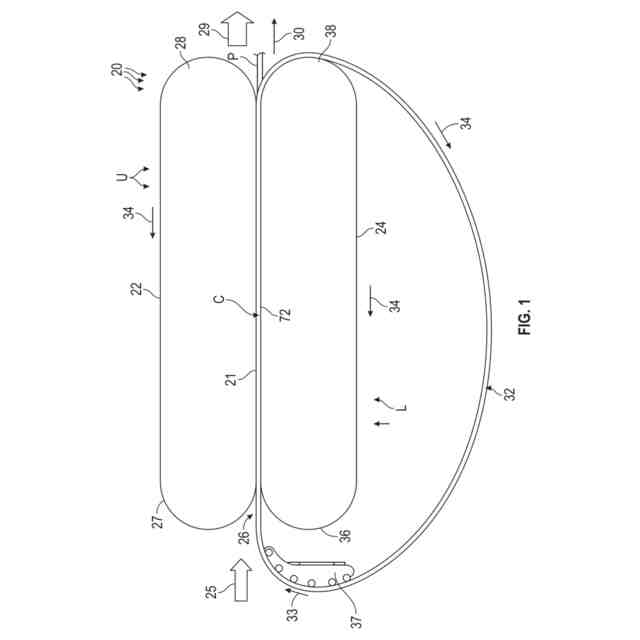
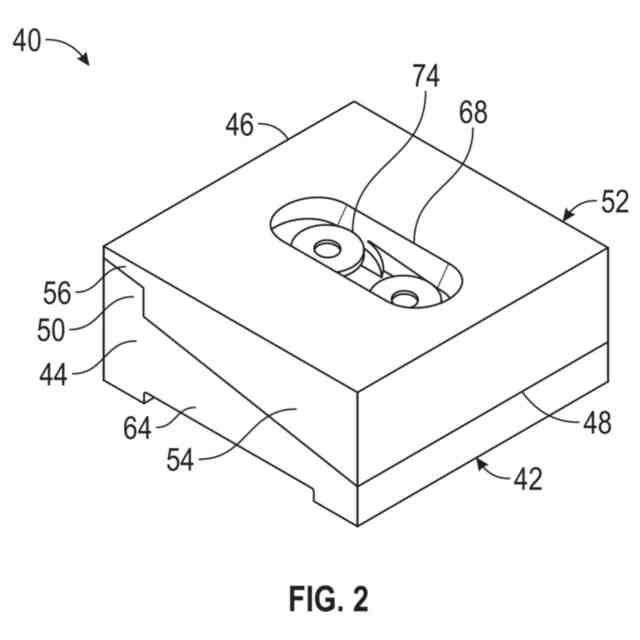
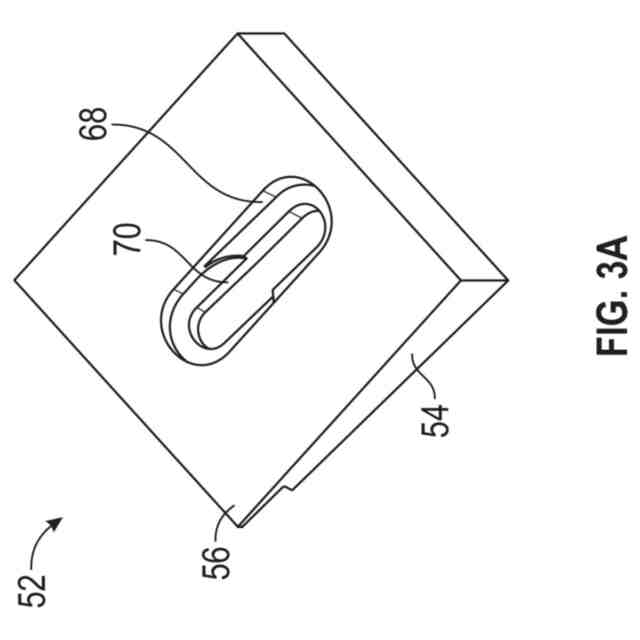
一実施形態において、垂直方向にフレキシブルなエッジ封じ込め装置は、移動鋳型キャビティの周りで向かい合う回転鋳造表面と共に予め選択された経路で回転するエッジダムブロックで形成されたエンドレスエッジダムを備える。
【0010】
一実施形態において、各エッジダムブロックは、下部ダムブロック部分と、下部ダムブロック部分上に着座した上部ダムブロック部分と、下部ダムブロック部分及び上部ダムブロック部分を互いに離すように押す、下部ダムブロック部分と上部ダムブロック部分との間のデフォルト力を付与するための機構と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
8日前
株式会社 寿原テクノス
金型装置
3か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社プロテリアル
合金粉末の製造方法
27日前
株式会社エスアールシー
インゴット
3か月前
株式会社キャステム
鋳造品の製造方法
12日前
トヨタ自動車株式会社
鋳バリ抑制方法
28日前
芝浦機械株式会社
成形機
2か月前
個人
透かし模様付き金属板の製造方法
3か月前
芝浦機械株式会社
成形機
2か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
14日前
新東工業株式会社
粉末除去装置
3か月前
日立Astemo株式会社
成形装置
1か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
14日前
株式会社神戸製鋼所
鋼の製造方法
2か月前
山陽特殊製鋼株式会社
取鍋
3か月前
セイコーエプソン株式会社
製造方法
5日前
東京窯業株式会社
上ノズル上プレート一体物
3か月前
株式会社荏原製作所
造形ノズル
3か月前
黒崎播磨株式会社
浸漬ノズル
3か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
5日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
1か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
2か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
29日前
日本製鉄株式会社
鋳片の連続鋳造方法
5日前
株式会社トウネツ
溶湯保持炉
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ