TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025064483
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174295
出願日
2023-10-06
発明の名称
学習済みモデル、射出成形機の管理装置、及び教師データの生成方法
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B22D
17/32 20060101AFI20250410BHJP(鋳造;粉末冶金)
要約
【課題】設定負担を低減する。
【解決手段】一実施形態に係る学習済みモデルは、入力層と、当該入力層に接続された1または2以上の中間層と、当該中間層に接続された出力層とを有し、射出成形機で成形品を生産するための所定の項目で設定された又は検出された第1値毎に、前記成形品を生産している間に検出された結果又は前記成形品が生産された後に前記成形品を計測された結果を示した第1データと、前記第1値毎に、前記第1値が設定された場合又は前記第1値が検出された場合に生産された前記成形品の評価を示した評価情報に基づいて導出された、前記所定の項目の設定に関する情報を正解として示した正解情報と、に基づいた機械学習が行われ、生産している間に検出された結果又は生産された後に計測された結果を示した第2データが前記入力層から入力された場合に、前記所定の項目の設定に関する情報を前記出力層から出力するよう、コンピュータを機能させる。
【選択図】図4
特許請求の範囲
【請求項1】
入力層と、当該入力層に接続された1または2以上の中間層と、当該中間層に接続された出力層とを有し、
射出成形機で成形品を生産するための所定の項目で設定された又は検出された第1値毎に、前記成形品を生産している間に検出された結果又は前記成形品が生産された後に前記成形品を計測された結果を示した第1データと、前記第1値毎に、前記第1値が設定された場合又は前記第1値が検出された場合に生産された前記成形品の評価を示した評価情報に基づいて導出された、前記所定の項目の設定に関する情報を正解として示した正解情報と、に基づいた機械学習が行われ、
生産している間に検出された結果又は生産された後に計測された結果を示した第2データが前記入力層から入力された場合に、前記所定の項目の設定に関する情報を前記出力層から出力するよう、
コンピュータを機能させるための学習済みモデル。
続きを表示(約 1,300 文字)
【請求項2】
前記出力層から出力される前記設定に関する情報は、前記所定の項目に対する設定値、又は前記所定の項目について現在設定されている値に対する修正値である、
請求項1に記載の学習済みモデル。
【請求項3】
前記第1データ及び前記第2データは、前記成形品を生産している間に、前記射出成形機に設けられた検出装置によって検出された結果を時系列で示した集合データである、
請求項1に記載の学習済みモデル。
【請求項4】
前記第1データ及び前記第2データは、前記成形品が生産された後に、前記成形品の計測結果を示した集合データである、
請求項1に記載の学習済みモデル。
【請求項5】
前記所定の項目は、前記射出成形機に設定される型締力、又は前記射出成形機に設定される保圧時間である、
請求項1乃至4のいずれか一つに記載の学習済みモデル。
【請求項6】
入力層と、当該入力層に接続された1または2以上の中間層と、当該中間層に接続された出力層とを有し、射出成形機で成形品を生産するための所定の項目で設定された又は検出された第1値毎に、前記成形品を生産している間に検出された結果又は前記成形品が生産された後に計測された結果を示した第1データと、前記第1値毎に、前記第1値が設定された場合又は前記第1値が検出された場合に生産された前記成形品の評価を示した評価情報に基づいて導出された、前記所定の項目の設定に関する情報を正解として示した正解情報と、に基づいた機械学習が行われた学習済みモデルと、
生産している間に検出された結果又は生産された後に計測された結果を示した第2データを前記入力層から入力し、前記所定の項目の設定に関する情報を前記出力層から取得する推論部と、
を備える射出成形機の管理装置。
【請求項7】
前記推論部は、射出成形機が前記成形品を生産するサイクル間で、前記第2データを前記入力層から入力し、前記所定の項目の設定に関する情報を前記出力層から取得する、
請求項6に記載の射出成形機の管理装置。
【請求項8】
前記推論部から取得した前記情報に基づいて、前記所定の項目の設定を行う設定部、
をさらに備える請求項6に記載の射出成形機の管理装置。
【請求項9】
機械学習に用いられる教師データを生成する方法であって、
射出成形機で成形品を生産するための所定の項目として設定された又は検出された第1値毎に、前記成形品を生産している間に検出された結果又は前記成形品が生産された後に計測された結果を示した第1データを取得し、
前記第1値毎に、前記第1値が設定された場合又は前記第1値が検出された場合に生産された前記成形品の評価を示した評価情報を取得し、
前記第1値毎に取得された前記評価情報に基づいて、前記所定の項目の正解に関する情報を生成し、
前記所定の項目の正解に関する情報と、前記第1データと、を組み合わせた教師データを生成する、
教師データの生成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、学習済みモデル、射出成形機の管理装置、及び教師データの生成方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来から、射出成形機で適切に成形品を生成するためには、当該成形品に適切な設定を行う必要がある。当該設定を行うためには、当該設定で生産された成形品の品質を確認して、設定を再調整することを繰り返して、適切な設定を導き出していた。このため、当該設定には、職人が時間と労力を要していた。
【0003】
近年、コンピュータの処理能力の向上に伴い、人工知能が発展する傾向にある。例えば、特許文献1には、機械学習により品質を推定する技術が提案されている。他の例としては、特許文献2には、第1学習モデルに設定値及び計測値を入力することで良否度合いを出力し、第2学習モデルに当該良否度合い及び計測値を入力することで、不良度合いを低減させる設定値を出力する技術が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-191619号公報
特開2021-66084号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された技術では、学習済みモデルを用いて成形時に検出された検出データから品質の推定を行った後、品質の変化の傾向を評価してから、成形条件の修正量を導出している。つまり、特許文献1に記載された技術は、学習済みモデルを用いて成形品の評価を行うに留まっており、当該評価を考慮して、品質を向上させるための設定を導出するためには、さらに複数の手順を要していた。
【0006】
また、特許文献2に記載された技術では、良否度合いの出力と、当該良否度合いに基づいて不良度合いを低減させた設定値の出力と、の二段階の処理を行っているので2種類の学習モデルが必要になっている。つまり、特許文献2に記載された技術は、品質を向上させるための設定を導出するための手順及び工程が複雑になっている。
【0007】
本発明の一態様は、学習済みモデルから所定の項目の設定に関する情報を出力することで、成形品を成形するための設定負担を低減する技術を提供する。
【課題を解決するための手段】
【0008】
本発明の一態様に係る学習済みモデルは入力層と、当該入力層に接続された1または2以上の中間層と、当該中間層に接続された出力層とを有し、射出成形機で成形品を生産するための所定の項目で設定された又は検出された第1値毎に、前記成形品を生産している間に検出された結果又は前記成形品が生産された後に前記成形品を計測された結果を示した第1データと、前記第1値毎に、前記第1値が設定された場合又は前記第1値が検出された場合に生産された前記成形品の評価を示した評価情報に基づいて導出された、前記所定の項目の設定に関する情報を正解として示した正解情報と、に基づいた機械学習が行われ、生産している間に検出された結果又は生産された後に計測された結果を示した第2データが前記入力層から入力された場合に、前記所定の項目の設定に関する情報を前記出力層から出力するよう、コンピュータを機能させる。
【発明の効果】
【0009】
本発明の一態様によれば、射出成形を行うための設定負担を低減する。
【図面の簡単な説明】
【0010】
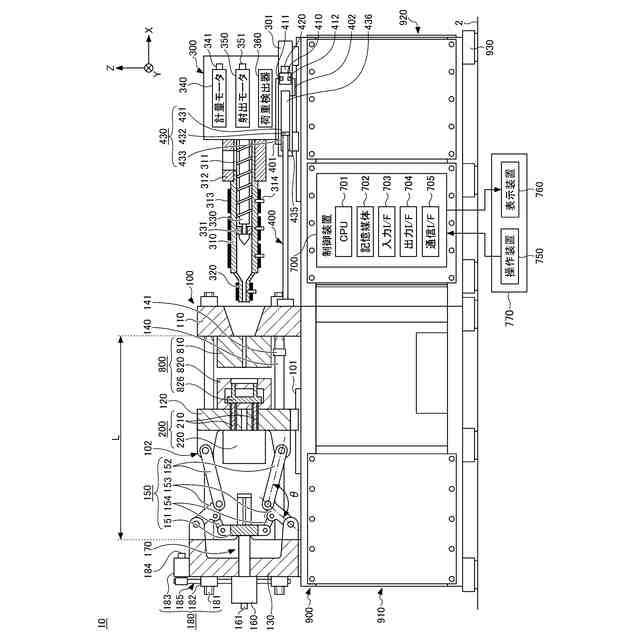
図1は、一実施形態に係る射出成形機の型開完了時の状態を示す図である。
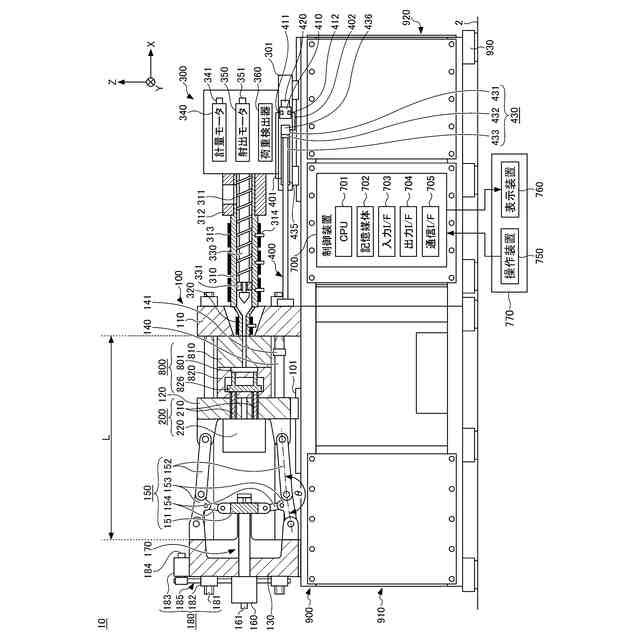
図2は、一実施形態に係る射出成形機の型締時の状態を示す図である。
図3は、第1の実施形態に係る学習装置及び射出成形機の制御装置による学習済みモデルに関する連携を示した概念図である。
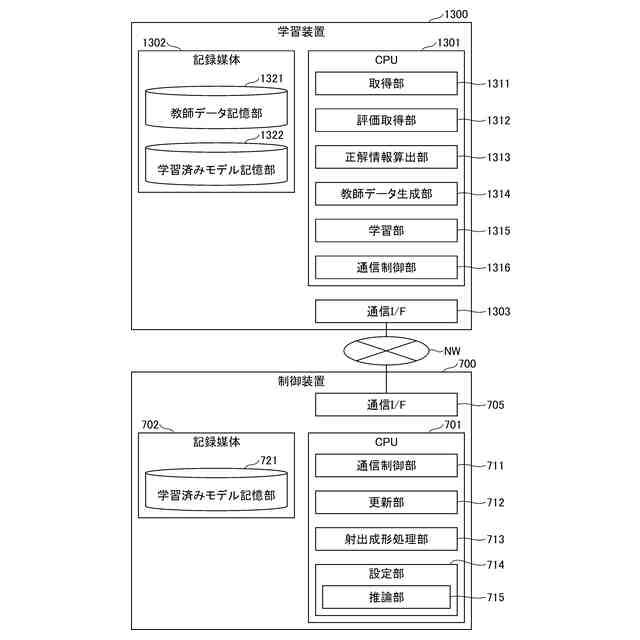
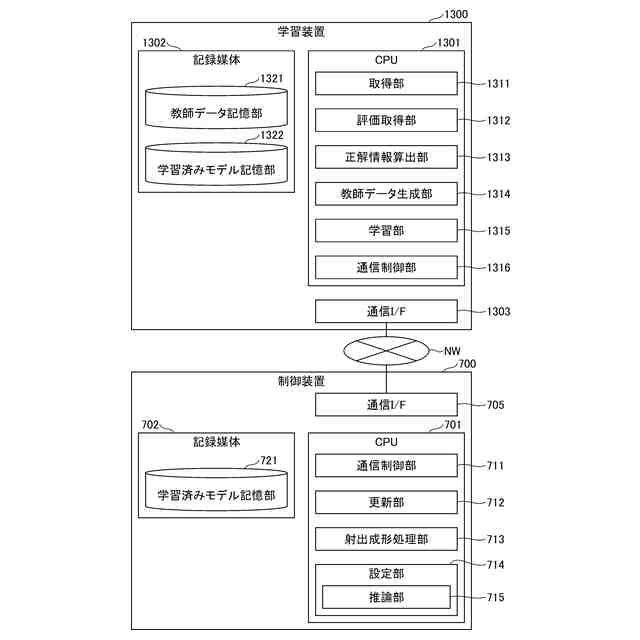
図4は、第1の実施形態に係る学習装置及び制御装置の機能構成の一例を示す図である。
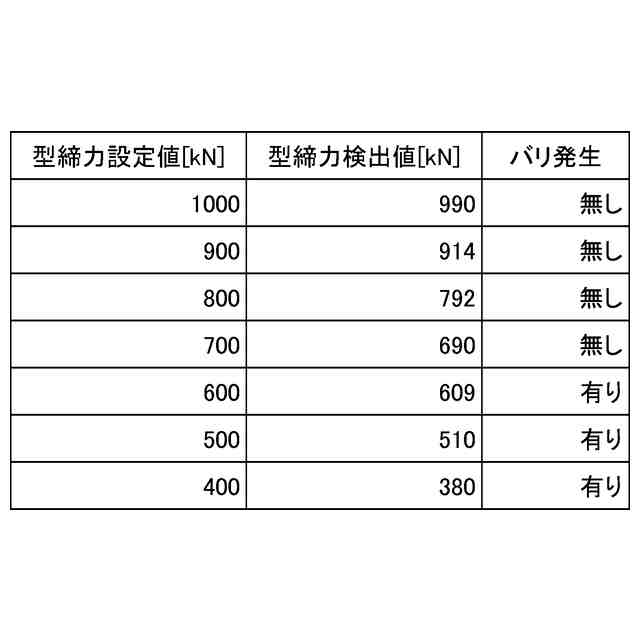
図5は、第1の実施形態に係る評価取得部が取得した評価情報を例示した図である。
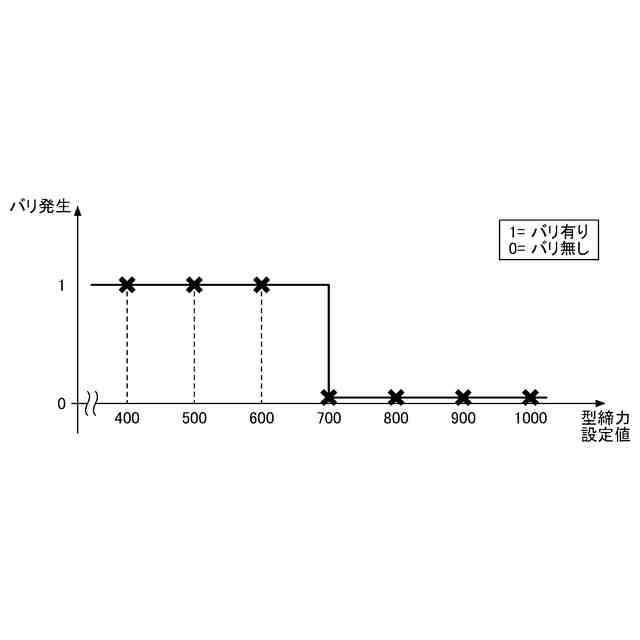
図6は、第1の実施形態に係る正解情報算出部による型締力設定値の正解の生成手法の一例を示した図である。
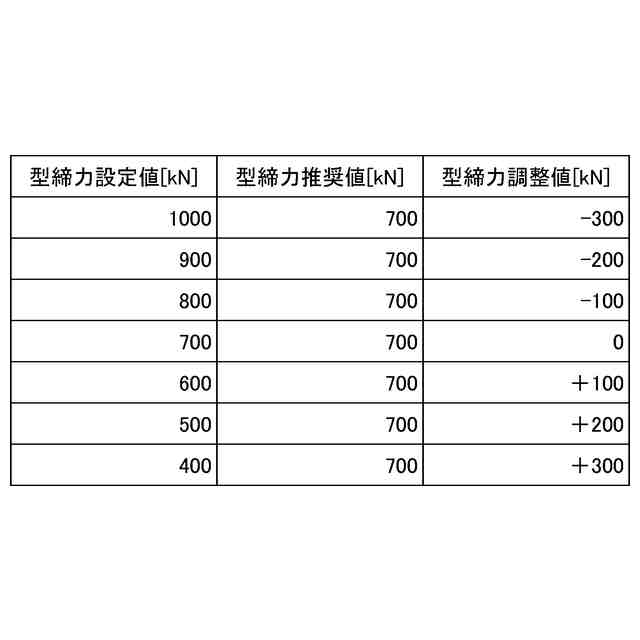
図7は、第1の実施形態に係る正解情報算出部により生成された正解に関する情報を例示した図である。
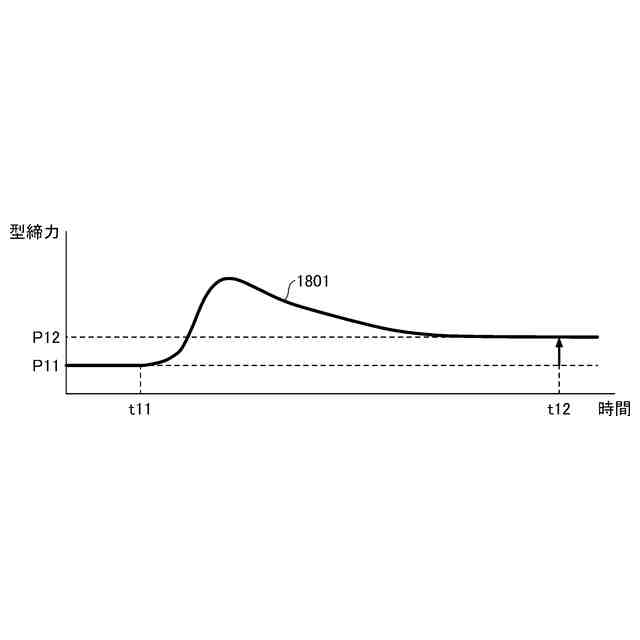
図8は、第1の実施形態に係る評価取得部が取得する型締力の差を例示した図である。
図9は、変形例に係る評価取得部が取得する型締力の差を例示した図である。
図10は、第1の実施形態に係る評価取得部が取得した測定値を例示した図である。
図11は、第1の実施形態に係る正解情報算出部による型締力設定値の正解に関する情報の算出手法の一例を示した図である。
図12は、第1の実施形態に係る正解情報算出部により算出された正解に関する情報を例示した図である。
図13は、第1の実施形態に係る学習装置及び制御装置で用いられる学習済みモデルの構造を例示した図である。
図14は、変形例2に係る評価取得部が取得した評価情報を例示した図である。
図15は、変形例2に係る保圧時間と重量との対応関係を示したグラフである。
図16は、変形例2に係る実施形態に係る正解情報算出部により生成された正解に関する情報を例示した図である。
図17は、第2の実施形態に係る学習装置、群管理装置及び射出成形機の構成を例示した図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
11日前
日本鋳造株式会社
鋳造方法
6か月前
UBEマシナリー株式会社
成形機
4か月前
マツダ株式会社
鋳造装置
5か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社 寿原テクノス
金型装置
3か月前
株式会社エスアールシー
インゴット
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
個人
透かし模様付き金属板の製造方法
3か月前
株式会社キャステム
鋳造品の製造方法
15日前
芝浦機械株式会社
成形機
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
芝浦機械株式会社
成形機
2か月前
株式会社クボタ
弁箱用の消失模型
4か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
トヨタ自動車株式会社
金型温度調整装置
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
17日前
新東工業株式会社
粉末除去装置
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
1日前
トヨタ自動車株式会社
異種金属部材の接合方法
4か月前
新東工業株式会社
測定装置
4か月前
日立Astemo株式会社
成形装置
1か月前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
セイコーエプソン株式会社
製造方法
8日前
山陽特殊製鋼株式会社
取鍋
3か月前
株式会社神戸製鋼所
鋼の製造方法
2か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































