TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025064087
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023173549
出願日
2023-10-05
発明の名称
TIG溶接装置
出願人
株式会社ムラタ溶研
代理人
個人
,
個人
主分類
B23K
9/167 20060101AFI20250410BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接トーチの移動方式の如何によらず、被接合体と溶接トーチとの位置合わせ状態を確実に視認可能とする。
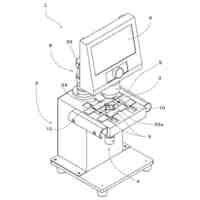
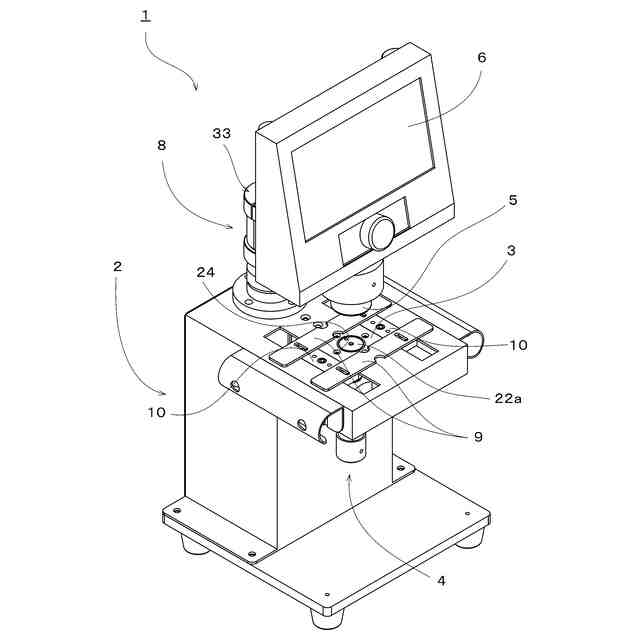
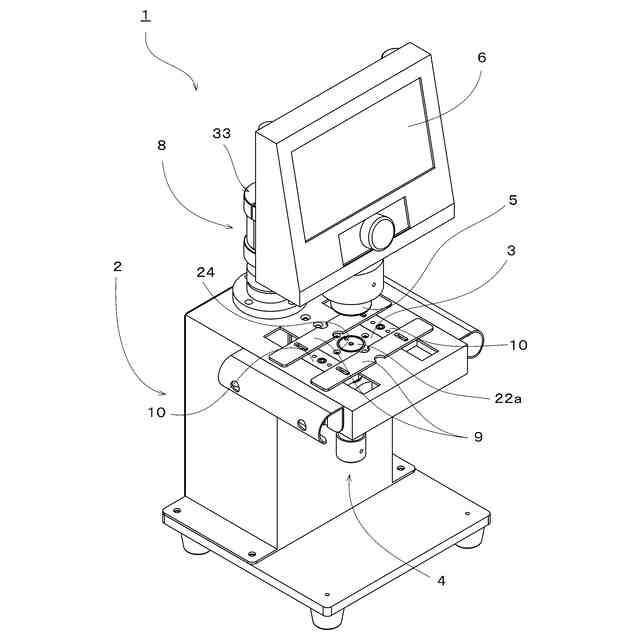
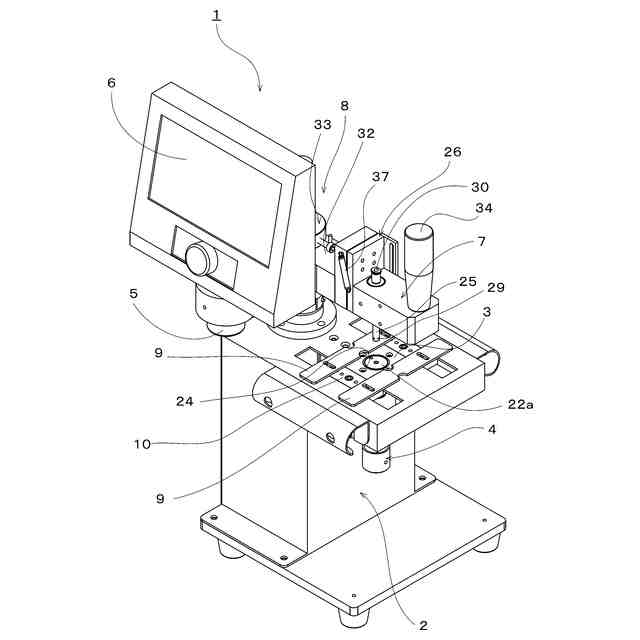
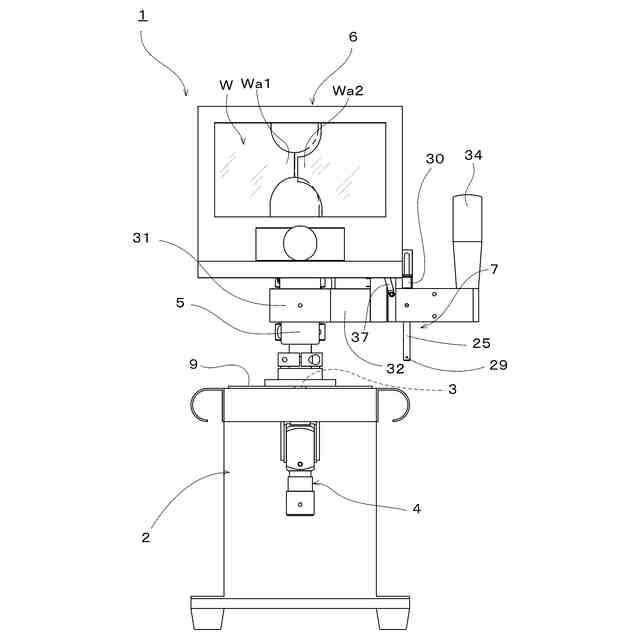
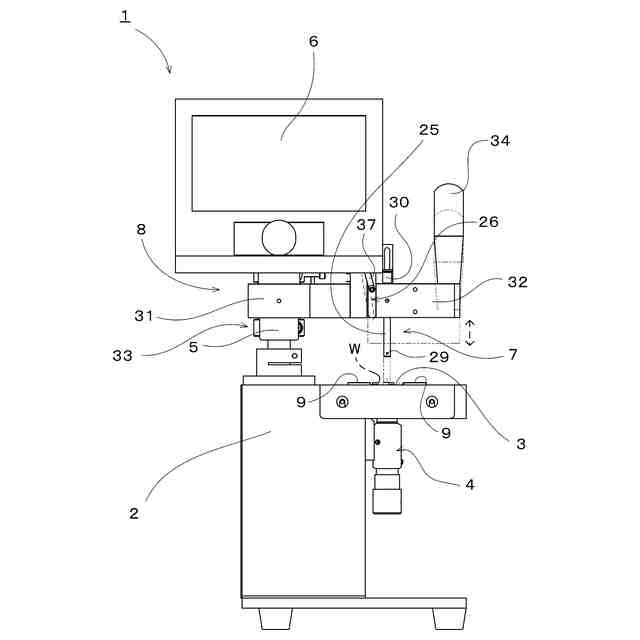
【解決手段】このTIG溶接装置1は、被接合体Wの載置面3と、載置面3上の被接合体WにTIG溶接を行うためのTIG溶接トーチ4とを少なくとも備えると共に、載置面3上の被接合体Wを撮像可能な撮像部5と、撮像部5で撮像して得た画像を表示可能な画像表示部6とをさらに備え、載置面3の上側に撮像部5が配設されると共に、載置面3の下側にTIG溶接トーチ4が配設されている。
【選択図】図1
特許請求の範囲
【請求項1】
被接合体の載置面と、前記載置面上の前記被接合体にTIG溶接を行うためのTIG溶接トーチとを少なくとも備えたTIG溶接装置において、
前記載置面上の前記被接合体を撮像可能な撮像部と、
前記撮像部で撮像して得た画像を表示可能な画像表示部とをさらに備え、
前記載置面の上側に前記撮像部が配設されると共に、前記載置面の下側に前記TIG溶接トーチが配設されていることを特徴とするTIG溶接装置。
続きを表示(約 1,100 文字)
【請求項2】
前記載置面上の前記被接合体を前記載置面に向けて押圧可能な押圧部と、
前記押圧部と前記撮像部の一方を前記載置面の上方位置、他方を前記上方位置から退避した退避位置とに配置しかつ双方の位置を入替え可能な位置入替え部とをさらに備えた請求項1に記載のTIG溶接装置。
【請求項3】
前記位置入替え部は、共通の鉛直軸から異なる向きに延びる一対の水平アーム部と、前記鉛直軸まわりに前記一対の水平アーム部を回転可能な軸回転機構と、前記何れかの水平アーム部に取付けられた把持部とを有し、
前記一方の水平アーム部に前記撮像部、前記他方の水平アーム部に前記押圧部が設けられている請求項2に記載のTIG溶接装置。
【請求項4】
前記画像表示部は、少なくとも前記撮像部が前記載置面の上方位置に配置された状態では、前記撮像部の上方に位置し、かつ前記撮像部と一体に移動可能に構成されている請求項2又は3に記載のTIG溶接装置。
【請求項5】
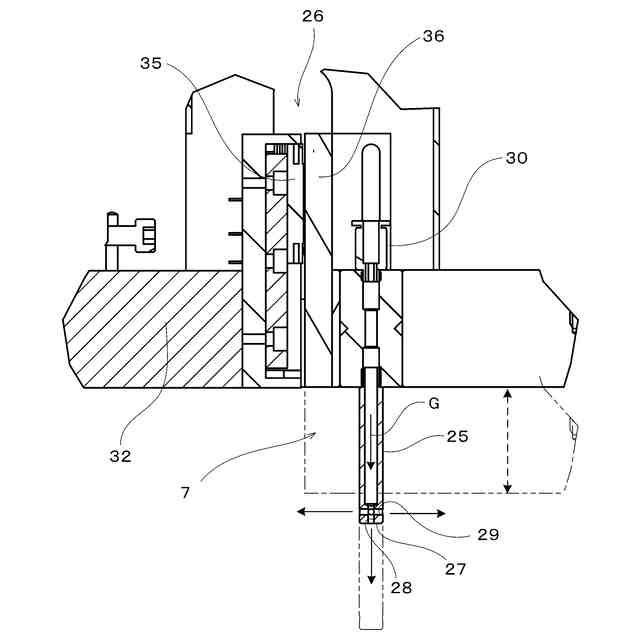
前記押圧部は、シールドガスとしての不活性ガスを流通可能な管状部材と、前記管状部材を上下方向にスライド可能なスライド機構と、前記管状部材の下端に設けられ、前記載置面上の前記被接合体を押圧可能な押圧面とを有し、かつ
前記押圧面に、前記不活性ガスを噴射可能な噴射口が設けられている請求項2又は3に記載のTIG溶接装置。
【請求項6】
前記管状部材のうち前記噴射口の近傍に、前記管状部材を径方向に貫通し前記不活性ガスを排出するための排出穴が設けられている請求項5に記載のTIG溶接装置。
【請求項7】
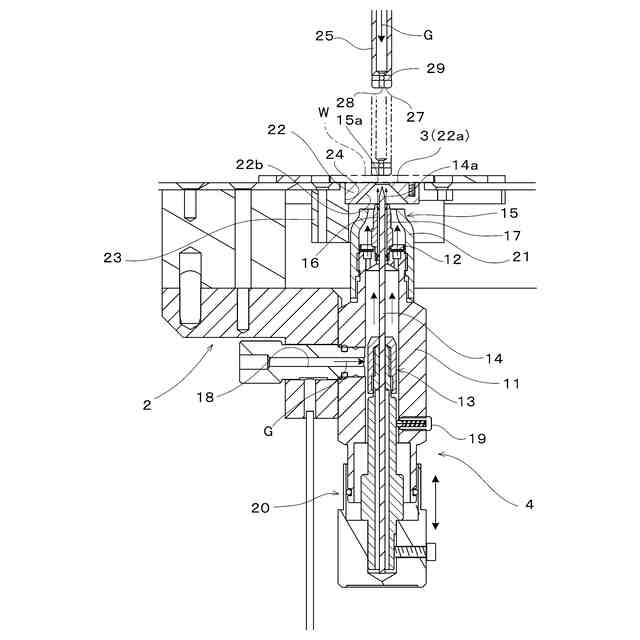
前記TIG溶接トーチは、シールドガスとしての不活性ガスを内側で流通可能なトーチボディと、前記トーチボディに電極コレットを介して着脱自在に挿着されるタングステン電極棒と、前記タングステン電極棒の先端部及び前記被接合体との間を覆うシールドノズルとを有し、
前記シールドノズルの先端開口部は上方を指向し、かつ前記載置面に形成されている請求項1~3の何れか一項に記載のTIG溶接装置。
【請求項8】
前記シールドノズルの先端開口部が、前記TIG溶接トーチ側に設けられた前記シールドノズルの本体と分割された形態をなしている請求項7に記載のTIG溶接装置。
【請求項9】
前記シールドノズルの分割体は、前記シールドノズルの本体から離れた状態で設置固定側の支持部材に支持されている請求項8に記載のTIG溶接装置。
【請求項10】
前記シールドノズルの先端開口部は、アースケーブルを介して溶接電源に対し電気的に接続されている請求項9に記載のTIG溶接装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、TIG溶接装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
材質を問わず金属板全般のスポット溶接を可能とする技術としてTIG溶接が知られている。この溶接は、きわめて融点の高いタングステンを電極とする溶接トーチを用いて行われるもので、不活性ガスからなるシールドガスで溶接部分の周囲を覆った状態で被溶接体を溶融可能とすることにより、空気中の酸素が溶融金属と反応する事態を避けて良好な溶接品質を長期にわたって担保し易い利点を有する。
【0003】
ここで、溶接トーチを用いたTIG溶接方式としては、作業者が溶接トーチを手で持って溶接を行うハンド方式(例えば、特許文献1を参照)、溶接トーチを機械的に保持した状態で上下方向にスライドさせるスライド方式(例えば、特許文献2を参照)、あるいはロボットアームの先端に溶接トーチを取付け、ロボットアームのティーチング動作により溶接部位に溶接トーチをアプローチするロボット方式(例えば、特許文献3を参照)が知られている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2020/137949号公報
特開2022-44837号公報
特開2023-97594号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
例えばハンド方式の場合、載置した状態の被接合体の接合部位に上方から溶接トーチを接近させ、接合部位に対する溶接トーチの先端部の位置合わせを行っていた。しかしながら、この方法だと、溶接トーチ自体が作業者の視界を遮ることになるため、接合部位と溶接トーチ先端部との位置合わせを正確に行うことが難しい問題があった。
【0006】
また、自動的に位置合わせが行われるスライド方式やロボット方式であっても、機械的に位置合わせを行う方式である以上、継続使用に伴い位置ずれが生じることは当然に起こり得る。よって、接合部位に対する溶接トーチ先端部の実際の位置を確認できることは、この種の溶接を行う上で非常に重要となる。
【0007】
以上の事情に鑑み、本発明は、溶接トーチの移動方式の如何によらず、被接合体と溶接トーチとの位置合わせ状態を確実に視認可能とすることを、解決すべき技術課題とする。
【課題を解決するための手段】
【0008】
上記課題の解決は、本発明に係るTIG溶接装置によって達成される。すなわち、この溶接装置は、被接合体の載置面と、載置面上の被接合体にTIG溶接を行うためのTIG溶接トーチとを少なくとも備えると共に、載置面上の被接合体を撮像可能な撮像部と、撮像部で撮像して得た画像を表示可能な画像表示部とをさらに備え、載置面の上側に撮像部が配設されると共に、載置面の下側にTIG溶接トーチが配設されている点をもって特徴付けられる。
【0009】
このように、本発明に係るTIG溶接装置では、従来、被接合体の載置面の上側に配置していたTIG溶接トーチを、載置面の下側に配設することによって、載置面の上側に撮像部を配設可能とした。このように構成すれば、載置面上の被接合体の位置を調整するだけで、載置面の下側に位置するTIG溶接トーチに対する位置合わせを行うことができる。また、この際、被接合体の接合部分はその上方から撮像部により鮮明に撮像できるので、画像表示部に被接合体の位置合わせ状態を随時表示することができる。よって、画像表示部を見ながら容易に被接合体の位置合わせを行うことが可能となる。また、載置面の下側にTIG溶接トーチを配設しているので、位置合わせした状態の被接合体を動かすことなくTIG溶接を施すことができ、安定かつ良質なTIG溶接が可能となる。
【0010】
また、本発明に係るTIG溶接装置は、載置面上の被接合体を載置面に向けて押圧可能な押圧部と、押圧部と撮像部の一方を載置面の上方位置、他方を上方位置から退避した退避位置とに配置しかつ双方の位置を入替え可能な位置入替え部とをさらに備えてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ムラタ溶研
TIG溶接装置
5日前
株式会社不二越
ドリル
8日前
日東精工株式会社
ねじ締め機
12日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
12日前
株式会社FUJI
工作機械
15日前
トヨタ自動車株式会社
接合方法
6日前
ブラザー工業株式会社
工作機械
13日前
ブラザー工業株式会社
工作機械
13日前
株式会社FUJI
チャック装置
25日前
株式会社ダイヘン
溶接装置
5日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
20日前
ビアメカニクス株式会社
レーザ加工装置
12日前
津田駒工業株式会社
2連回転割出し装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
12日前
大肯精密株式会社
自動送り穿孔機
6日前
株式会社コスメック
クランプ装置
29日前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
診断装置
1か月前
株式会社不二越
管用テーパタップ
14日前
トヨタ自動車株式会社
レーザ加工機
26日前
株式会社不二越
スカイビングカッタ
7日前
スター精密株式会社
工作機械
1か月前
オーエスジー株式会社
ドリル
21日前
豊田鉄工株式会社
レーザー溶接装置
1か月前
株式会社ダイヘン
非消耗電極アーク溶接方法
6日前
トヨタ自動車株式会社
グラフ生成方法
14日前
エンシュウ株式会社
摩擦撹拌接合装置
20日前
株式会社プロテリアル
クラッド材の製造方法
1か月前
株式会社恵信工業
アプセット溶接方法
21日前
宮川工機株式会社
プレカット加工装置
21日前
アサダ株式会社
バンドソー装置
25日前
株式会社ダイヘン
サブマージアーク溶接装置
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ