TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062552
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023180620
出願日
2023-10-02
発明の名称
金属線材と樹脂成形材との接合体およびその金属線材
出願人
睦月電機株式会社
代理人
主分類
B29C
45/14 20060101AFI20250407BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】長尺状の金属線材において樹脂成形材との接着力を高める金属線材と樹脂成形材との接合体を提供する。
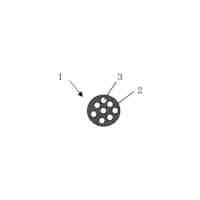
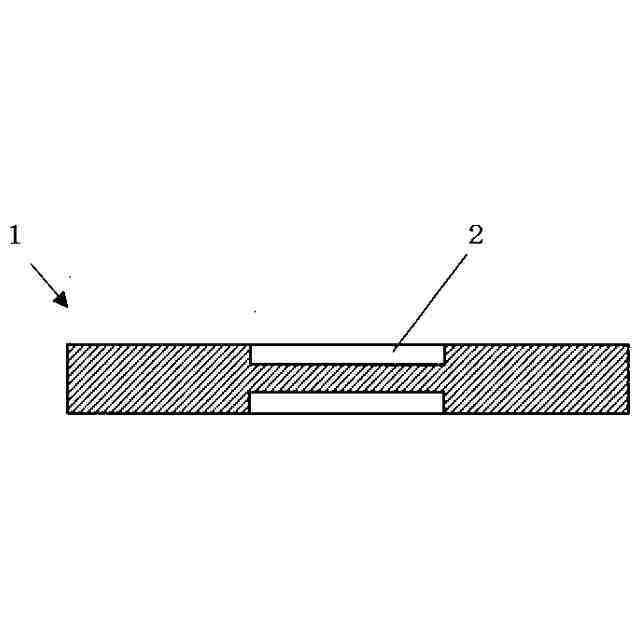
【解決手段】長尺状の金属線材1の中間に形成された条溝2に微細な凹凸で樹脂成形材との接着力を高める表面処理が施されており、この条溝2に樹脂成形材3が密着接合されている。
【選択図】図1
特許請求の範囲
【請求項1】
長尺状の金属線材の中間に形成された条溝に樹脂成形材との接着力を高める表面処理が施されていることを特徴とする金属線材。
続きを表示(約 140 文字)
【請求項2】
前記表面処理はレーザー光照射により金属溶融された微細な凹凸であることを特徴とする請項1に記載の金属線材。
【請求項3】
請求項1または2に記載の金属線材の条溝に樹脂成形材が密着接合されていることを特徴とする金属線材と樹脂成形材との接合体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属線材と樹脂成形材との接合体とその金属線材に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、金属と樹脂との異種材料間の充分な密着性や気密性を有する樹脂複合成形体として、樹脂モールドされる金属部材の表面に複数の窪み若しくは溝を設けて、この複数の窪み若しくは溝および残余の金属部材の表面にレーザービームや電子ビームなどの高密度エネルギービームによって金属部材の溶融物で形成される廂状の隆起部あるいは先端に球状の瘤を備えた括れ部を有する隆起部からなる金属飛沫凝固部を設けることが記載されている。
【0003】
しかし、樹脂部材でモールドされる金属部材が複数の窪み若しくは溝および残余の金属部材の表面に接着力を高める金属飛沫凝固部が設けられ、その金属飛沫凝固部が設けられている残余は金属部材の外周面であって、特許文献1には、長尺状の金属線材の中間に条溝が形成されていることおよび外周面でなく条溝において接着力を高める表面処理が施されていることについては記載されていない。
【先行技術文献】
【特許文献】
【0004】
特開2013-71312号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
長尺状の金属線材において樹脂成形材との接着力を高める金属線材と樹脂成形材との接合体を提供する。
【課題を解決するための手段】
【0006】
本発明の金属線材に係る請求項1に記載の発明は、長尺状の金属線材の中間に形成された条溝に樹脂成形材との接着力を高める表面処理が施されていることを特徴とする。また、金属線材に係る請求項2に記載の発明は、請求項1に記載の金属線材において、前記表面処理はレーザー光照射により金属溶融された微細な凹凸であることを特徴とする。また、請求項3に記載の金属線材と樹脂成形材との接合体は、請求項1または2に記載の金属線材の条溝に樹脂成形材が密着接合されていることを特徴とする。
【発明の効果】
【0007】
本発明の金属線材は、長尺状の金属線材の中間に形成された条溝に樹脂成形材との接着力を高める表面処理が施されているので、金属線材と樹脂成形材との接合体において樹脂成形部材が金属線材から離脱し難くすることができる。
【図面の簡単な説明】
【0008】
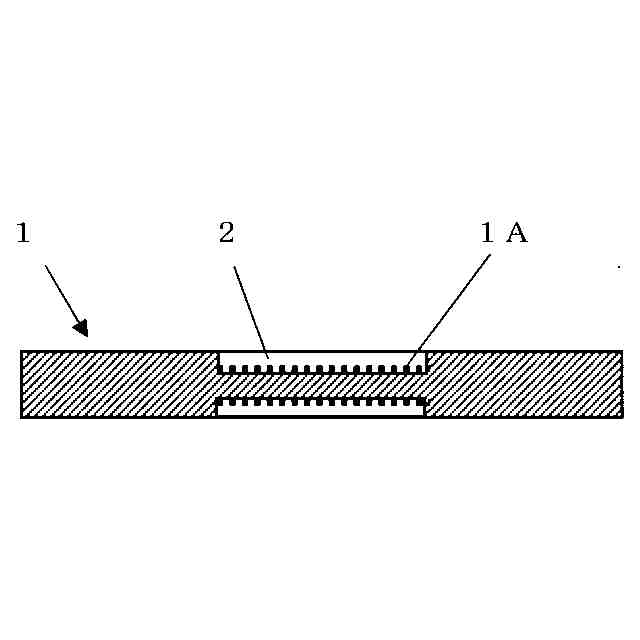
図2(b)のA-A断面図である。
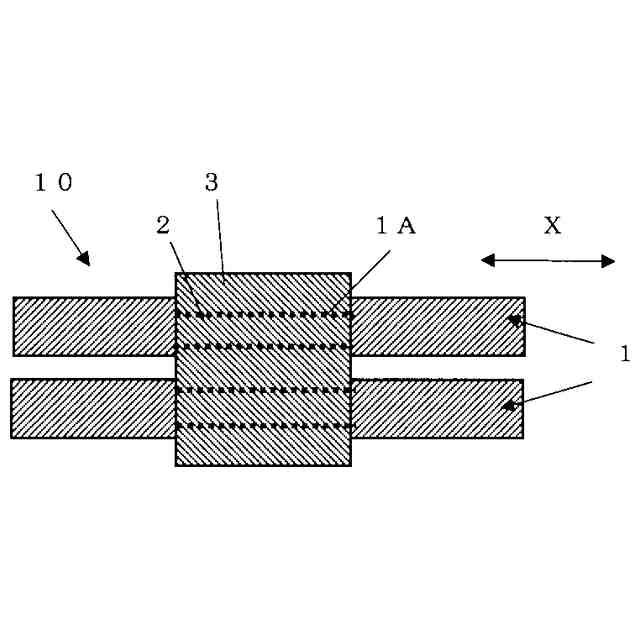
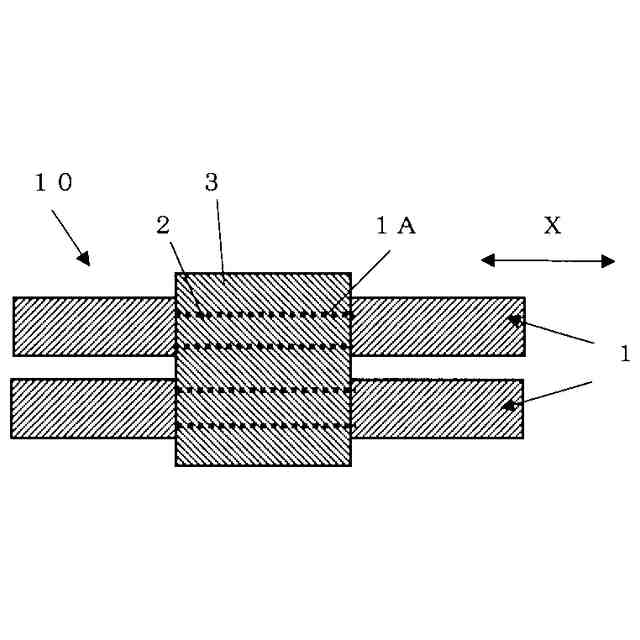
(a)は金属線材と樹脂成形材との接合体の平面図であり、(b)は金属線材と樹脂成形材との接合体の側面図である。
金属線材の断面図である。
金属線材における条溝が形成された断面図である。
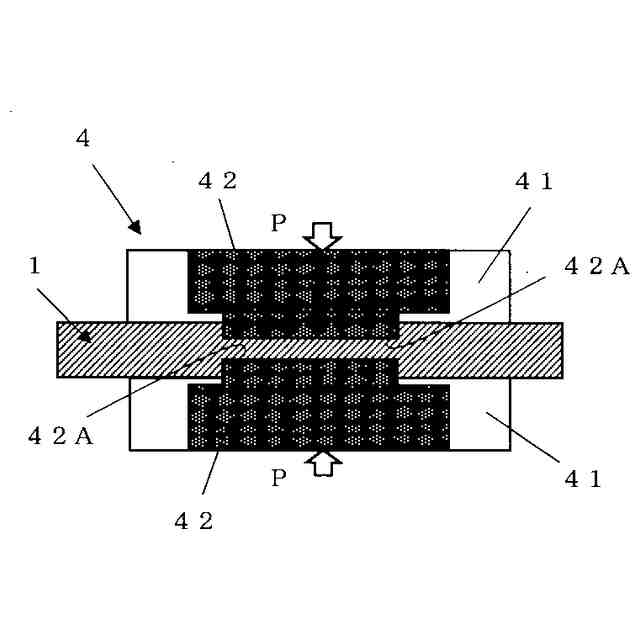
金属線材に条溝を形成する装置の概略図である。
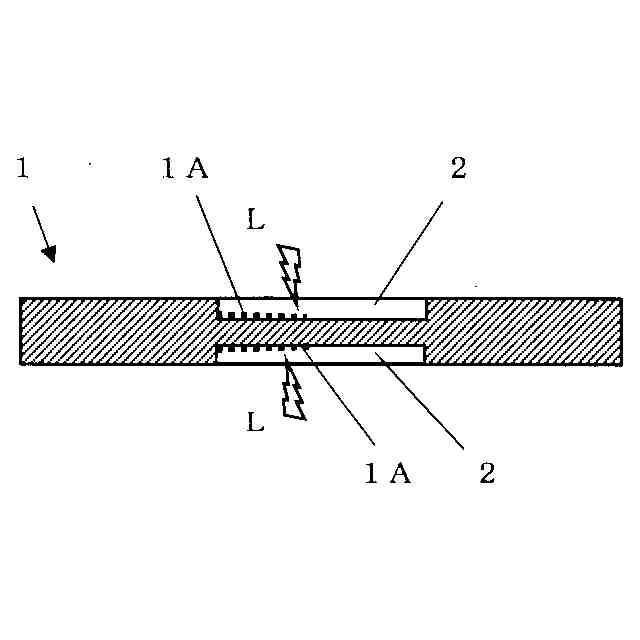
金属線材の条溝にレーザー光を照射して表面処理をする作業状態を示す概略図である。
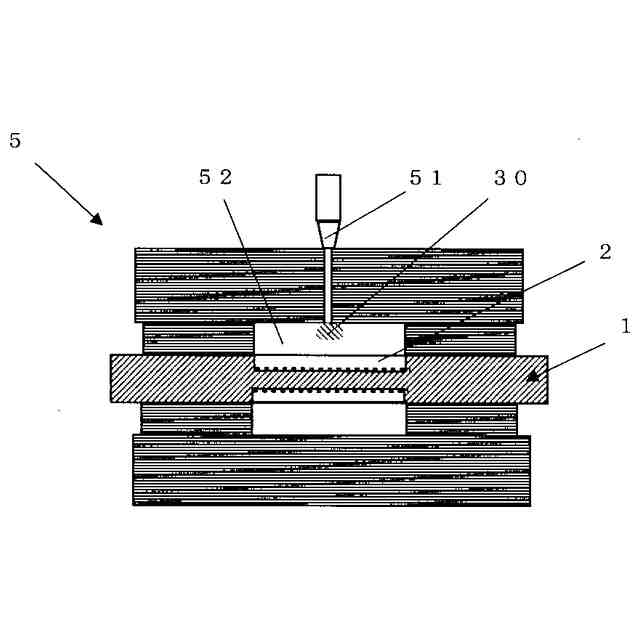
金属線材と樹脂成形材との接合体が形成される射出成形装置の概略図である。
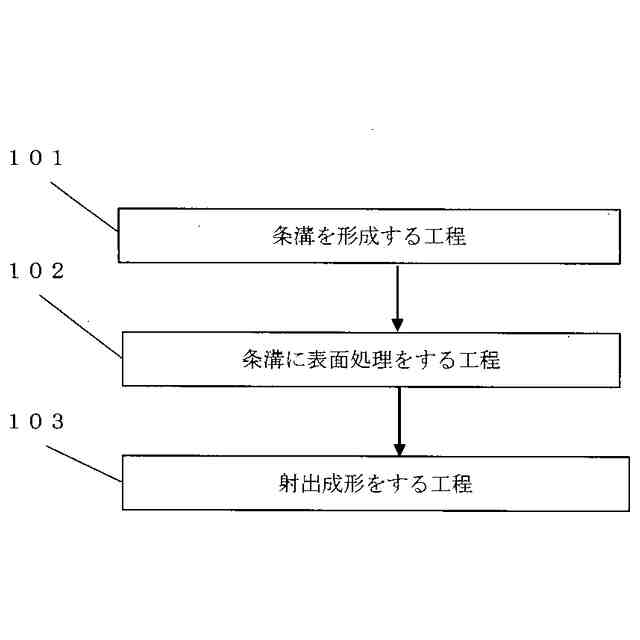
金属線材と樹脂成形材との接合体の製造工程図である。
【発明を実施するための形態】
【0009】
図1および図2(a)、(b)は、長尺状の金属線材1の中間に形成された条溝2に樹脂成形材3が密着接合された金属線材と樹脂成形材との接合体10を示し、図1において、金属線材1の条溝2には微細な凹凸1Aを例示した表面処理が施されており、この金属線材と樹脂成形材との接合体10は、2本の金属線材1と樹脂成形材3とが接合されていることを示すが、この金属線材1は3本以上の多数本でもよい。このような金属線材と樹脂成形材との接合体10の金属線材1は電気接続端子として、樹脂成形材3はその電気接続端子の絶縁されたハウジングとして用いることができ、この樹脂成形材3の材料はPPS樹脂、PEEK樹脂、PP樹脂、PBT樹脂、ABS樹脂などの熱可塑性樹脂であり、ガラス繊維などの無機質の繊維を含有してもよく、エポキシ樹脂などの熱硬化性樹脂でもよい。
【0010】
(金属線材の条溝について)
本発明の長尺状の金属線材1は、断面が円形状もしくは角形状で、その材料は銅またはその合金、アルミニウムまたはその合金が例示できる。この長尺状の金属線材1には、その中間に条溝2が形成されており、その条溝2は、単なる凹所ではなく長さ方向に延びる線状に形成された溝であって、図3、図4に示すように金属線材1の上面と下面に形成されているが、上面のみまたは上下面から左右側面に至る全周に形成されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
睦月電機株式会社
珪酸塩発泡樹脂ペレットおよびその製造方法
6日前
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
プリプレグテープ
9か月前
個人
射出ミキシングノズル
8か月前
グンゼ株式会社
ピン
6か月前
株式会社日本製鋼所
押出機
8か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社カワタ
計量混合装置
1か月前
日機装株式会社
加圧システム
2か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社漆原
シートの成形方法
1か月前
株式会社シロハチ
真空チャンバ
8か月前
トヨタ自動車株式会社
射出装置
3か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
1か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
1か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
2か月前
株式会社リコー
画像形成システム
6か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社日本製鋼所
押出成形装置
9か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
個人
ノズルおよび熱風溶接機
5か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
トヨタ自動車株式会社
真空成形装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ