TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025061481
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2025007611,2021072289
出願日
2025-01-20,2021-04-22
発明の名称
加工方法
出願人
株式会社日本製鋼所
代理人
個人
主分類
B23K
26/34 20140101AFI20250403BHJP(工作機械;他に分類されない金属加工)
要約
【課題】様々な造形面積に対して効率よく加工できる粉末床レーザ加工装置、粉末積層造形装置、加工方法およびプログラムを提供する。
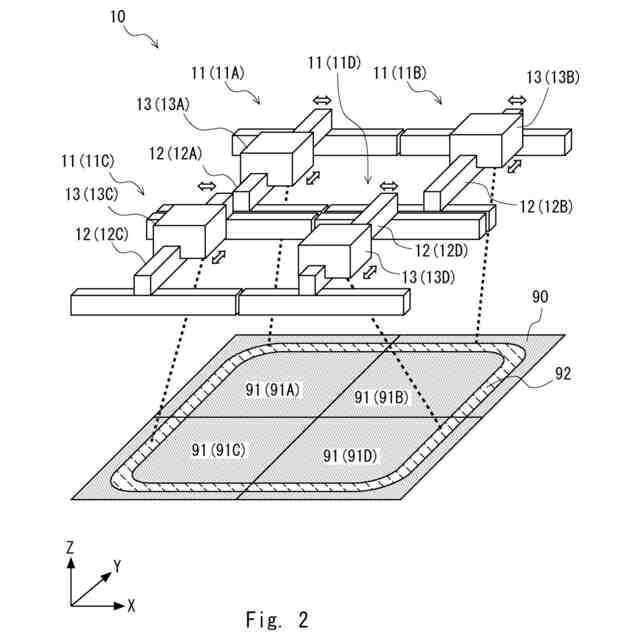
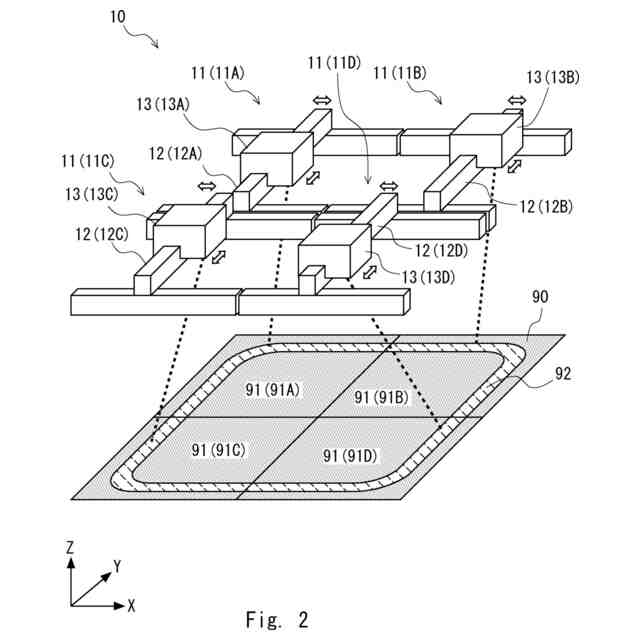
【解決手段】粉末床レーザ加工装置10は、第1走査部13A、第2走査部13B、第1駆動部12Aおよび第2駆動部12Bを有する。第1走査部13Aは、粉末床に第1レーザ光を走査して照射する。第2走査部13Bは、粉末床に第2レーザ光を走査して照射する。第1駆動部12Aは、第1レーザ光を第1照射領域に照射可能に第1走査部13Aを移動させる。第2駆動部12Bは、第2レーザ光を第1照射領域の一部を含む第2照射領域に照射可能に、且つ、第1走査部との相対的な位置が変化可能に、第2走査部13Bを移動させる。
【選択図】図2
特許請求の範囲
【請求項1】
粉末床にレーザを照射して積層造形品を製造する加工方法において、
コンピュータが、
粉末床のレーザ光が照射される領域を夫々が均等な面積になるように第1分割領域~第N分割領域に分割する分割ステップと、
前記粉末床の前記第1分割領域~前記第N分割領域に対し、第1レーザ光~第Nレーザ光を夫々照射する走査ステップと、を実行する、
加工方法。
続きを表示(約 130 文字)
【請求項2】
前記コンピュータが、
前記粉末床を支持する粉末床支持部が前記粉末床を下降させ、または、前記粉末床に粉末を敷き詰めるリコータが駆動する期間に、前記レーザ光の走査部を移動させるステップをさらに実行する、
請求項1に記載の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は粉末床レーザ加工装置、粉末積層造形装置、加工方法およびプログラムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
粉末積層造形装置において、大きい造形面積に対応したレーザ加工装置が開発されている。
【0003】
例えば、1つのレーザの加工範囲を拡大するための工夫として、ガルバノスキャナ本体をレーザ装置内で移動させる技術が開示されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
特開2011-240403号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述の技術の場合、大きい造形面積に対応するためには、粉末床に対してレーザ光照射部を移動させながら加工する必要があり、効率がよくない。またこのような課題に対して、複数のレーザ光源を用意して異なる加工領域毎に異なるレーザ光を照射する技術が一般に知られている。しかしながら、このような技術を採用する場合には、レーザ光源ごとのレーザパワーがばらつくため、製品の精度が低下する虞がある。また複数のレーザ光源を用意する場合、比較的に小さい造形面積の加工において複数のレーザ光が活用できず、無駄が生じる場合がある。
【0006】
本開示は、このような課題を解決するためになされたものであって、様々な造形面積に対して効率よく加工できる粉末床レーザ加工装置等を提供するものである。
【課題を解決するための手段】
【0007】
本開示にかかる粉末床レーザ加工装置は、第1走査部、第2走査部、第1駆動部および第2駆動部を有する。第1走査部は、粉末床に第1レーザ光を走査して照射する。第2走査部は、粉末床に第2レーザ光を走査して照射する。第1駆動部は、第1レーザ光を第1照射領域に照射可能に第1走査部を移動させる。第2駆動部は、第2レーザ光を第1照射領域の一部を含む第2照射領域に照射可能に、且つ、第1走査部との相対的な位置が変化可能に、第2走査部を移動させる。
【0008】
本開示にかかる加工方法は、コンピュータが、第1駆動ステップ、第2駆動ステップ、第1走査ステップおよび第2走査ステップを実行する。第1駆動ステップにおいて、コンピュータは、第1レーザ光を第1照射領域に照射可能に第1走査部を移動させる。第2駆動ステップにおいて、コンピュータは、第2レーザ光を前記第1照射領域の一部を含む第2照射領域に照射可能に、且つ、前記第1走査部との相対的な位置が変化可能に、第2走査部を移動させる。第1走査ステップにおいて、コンピュータは、前記第1照射領域に前記第1レーザ光を走査して照射させる。第2走査ステップにおいて、コンピュータは、前記第2照射領域に前記第2レーザ光を走査して照射させる。
【0009】
本開示にかかるプログラムは、コンピュータに以下の加工方法を実行させる。第1駆動ステップにおいて、コンピュータは、第1レーザ光を第1照射領域に照射可能に第1走査部を移動させる。第2駆動ステップにおいて、コンピュータは、第2レーザ光を前記第1照射領域の一部を含む第2照射領域に照射可能に、且つ、前記第1走査部との相対的な位置が変化可能に、第2走査部を移動させる。第1走査ステップにおいて、コンピュータは、前記第1照射領域に前記第1レーザ光を走査して照射させる。第2走査ステップにおいて、コンピュータは、前記第2照射領域に前記第2レーザ光を走査して照射させる。
【発明の効果】
【0010】
本開示によれば、様々な造形面積に対して効率よく加工できる粉末床レーザ加工装置、粉末積層造形装置、加工方法およびプログラムを提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
6日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
3日前
有限会社 ナプラ
金属粒子
26日前
個人
複合金属回転式ホーン
2か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社FUJI
チャック装置
16日前
ブラザー工業株式会社
工作機械
4日前
トヨタ自動車株式会社
取付装置
2か月前
ブラザー工業株式会社
工作機械
4日前
株式会社ナベヤ
締結装置
1か月前
株式会社ツガミ
工作機械
2か月前
株式会社トーキン
溶接用トーチ
2か月前
オークマ株式会社
診断装置
1か月前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
11日前
オークマ株式会社
工作機械
1か月前
株式会社不二越
管用テーパタップ
5日前
ビアメカニクス株式会社
レーザ加工装置
3日前
株式会社不二越
歯車研削盤
1か月前
津田駒工業株式会社
2連回転割出し装置
26日前
株式会社プロテリアル
金属箔の溶接方法
3日前
株式会社コスメック
クランプ装置
20日前
オークマ株式会社
工作機械
25日前
オーエスジー株式会社
ドリル
12日前
スター精密株式会社
工作機械
1か月前
トヨタ自動車株式会社
レーザ加工機
17日前
株式会社ダイヘン
溶接トーチ
2か月前
豊田鉄工株式会社
レーザー溶接装置
27日前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社恵信工業
アプセット溶接方法
12日前
株式会社プロテリアル
クラッド材の製造方法
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































