TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025060862
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2024229715,2023061148
出願日
2024-12-26,2018-11-08
発明の名称
生産システムのための支持システム及びそのワークピースホルダ
出願人
キャズ アディティブ ゲーエムベーハー
,
ペーター レーマン アクチエンゲゼルシャフト
代理人
弁理士法人浅村特許事務所
主分類
B29C
64/245 20170101AFI20250403BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】製造システムのための支持システム、及び、支持システムで使用するワークピースホルダの提供。
【解決手段】支持システムは、製造システムのプロセスチャンバに取り付けられるように設計され、少なくとも1つの位置決め要素を備える、ベース支持体と、ワークピースホルダであって、粉末状の原材料の積層塗布を含む製造プロセスに従って、ワークピースがその上で製作され得る。ワークピースホルダは、下方側と、上方側としての構築側とを有する。ワークピースホルダは、下方側に、製造装置のベース支持体へワークピースホルダを解放可能に、位置的に正確に装着するために、位置決め装置を有する。位置決め装置は、相補的な様式に設計され、ピン/穴の対を形成する。ピンの少なくとも1つの部位は、第1の熱膨張係数を有する第1の材料から作製され、穴の部位は、第2の熱膨張係数を有する第2の材料から作製される。
【選択図】図5
特許請求の範囲
【請求項1】
製造システムのための支持システムであって、
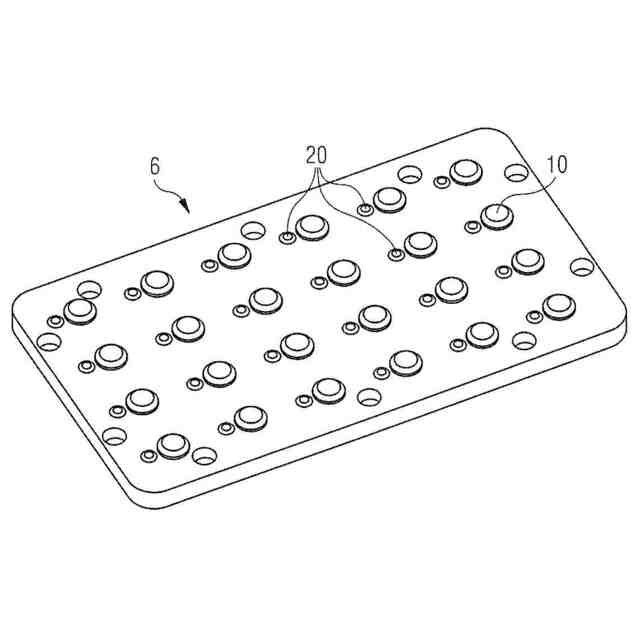
前記製造システムのプロセスチャンバに取り付けられるように配置され、少なくとも1つの位置決め要素を備える、ベース支持体(6)と、
ワークピースホルダ(8)であって、粉末状の原材料の積層塗布を含む製造プロセスに従って、ワークピースがその上で製作され得る、ワークピースホルダ(8)と
を備える、支持システムであり、
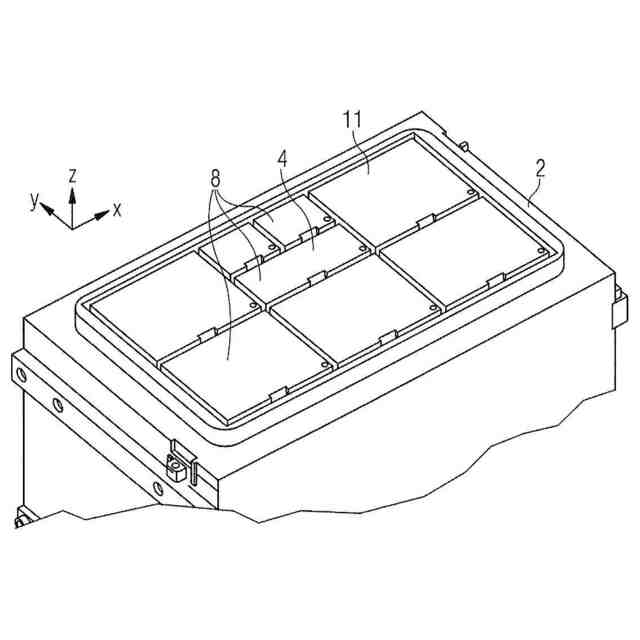
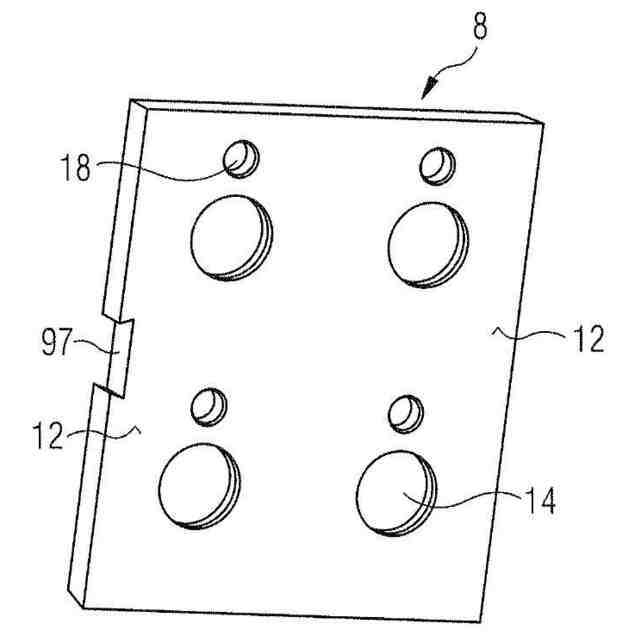
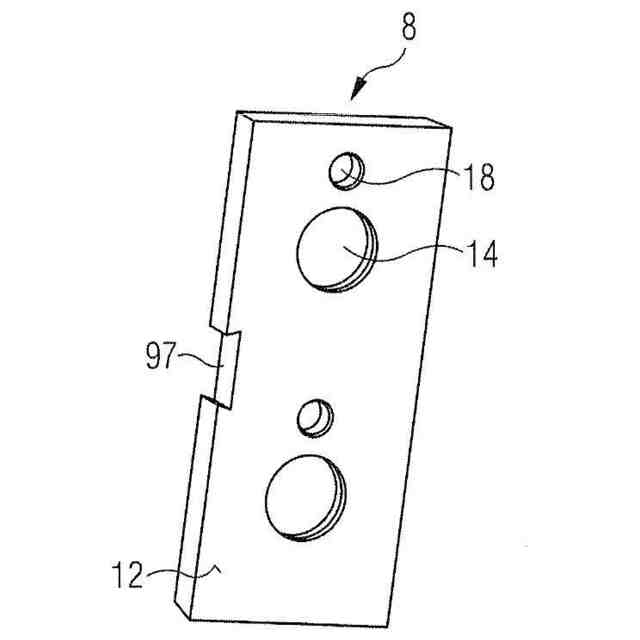
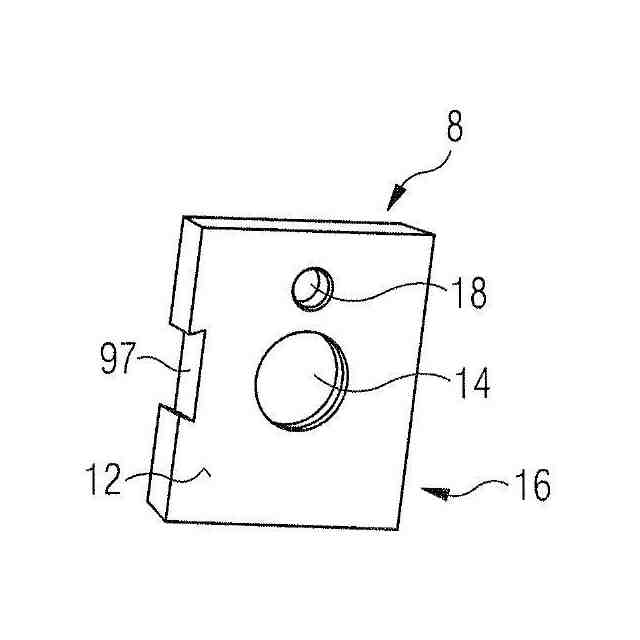
前記ワークピースホルダ(8)が、下方側(12)と、前記下方側(12)の実質的反対側に位置する、前記ワークピースホルダ(8)の上方側(11)としての構築側とを有し、
前記ワークピースホルダ(8)は、前記下方側(12)に、前記支持システムの前記ベース支持体(6)へ前記ワークピースホルダ(8)を解放可能に、位置的に正確に装着するために、少なくとも1つの第1の位置決め装置を有し、
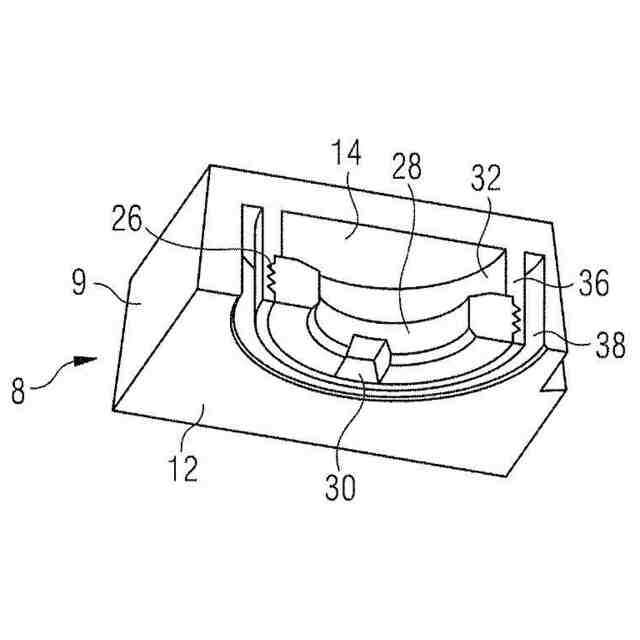
前記少なくとも1つの位置決め要素(10)及び前記少なくとも1つの第1の位置決め装置(14)は、相補的な様式に設計され、ピンと穴とを備えるピン/穴の対を形成し、
前記ピンの少なくとも1つの部位(87)が、第1の熱膨張係数を有する第1の材料から作製され、前記穴の、位置決め精度に対して決め手となる保持部位(28、42、91)が、第2の熱膨張係数を有する第2の材料から作製され、
前記第2の熱膨張係数が前記第1の熱膨張係数よりも小さいため、前記製造プロセス中に前記支持システムの温度が上昇した場合に、前記ピンの前記部位(87)の膨張に起因し、前記ピンと取り囲む前記穴との間にクランプ効果が生じる、又は、
前記第1の熱膨張係数が前記第2の熱膨張係数よりも小さいため、前記製造プロセス中に前記支持システムの温度が上昇した場合に、前記穴の前記保持部位(28、42、91)の膨張に起因し、前記ピンと取り囲む前記穴との間にクランプ効果が生じる、支持システム。
続きを表示(約 2,200 文字)
【請求項2】
粉末状の原材料の積層塗布を含む付加製造プロセスに従って、ワークピースが前記ワークピースホルダの上で製作され得、
前記ワークピースホルダ(8)が、前記下方側(12)と、前記下方側(12)の実質的反対側に位置する、前記ワークピースホルダ(8)の前記上方側(11)としての前記構築側とを有し、
前記ワークピース支持体(8)は、前記下方側(12)に、前記製造装置の前記ベース支持体(6)へ前記ワークピース支持体(8)を解放可能に、位置的に正確に装着するために、前記少なくとも1つの第1の位置決め装置(14)を有し、
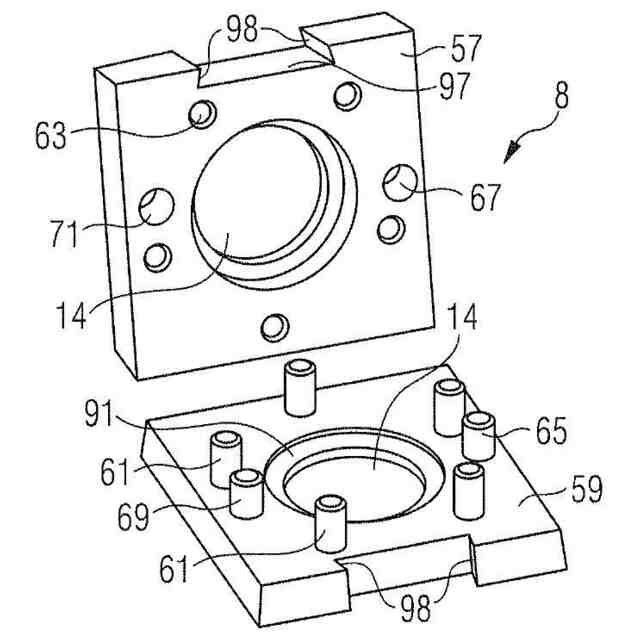
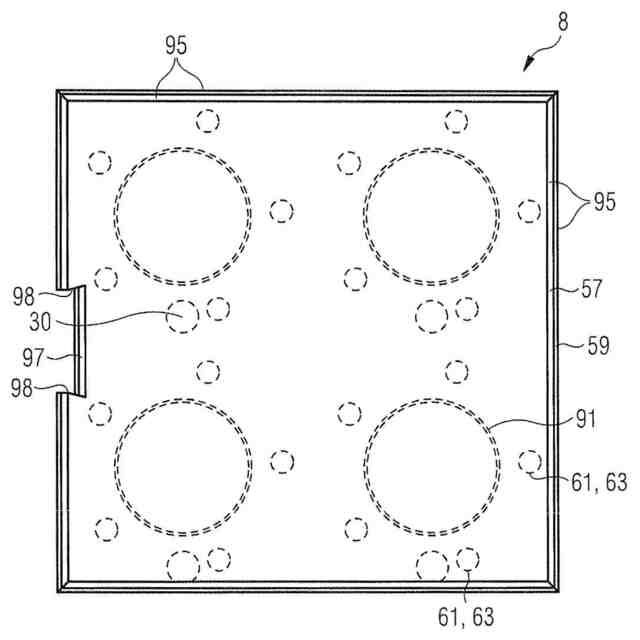
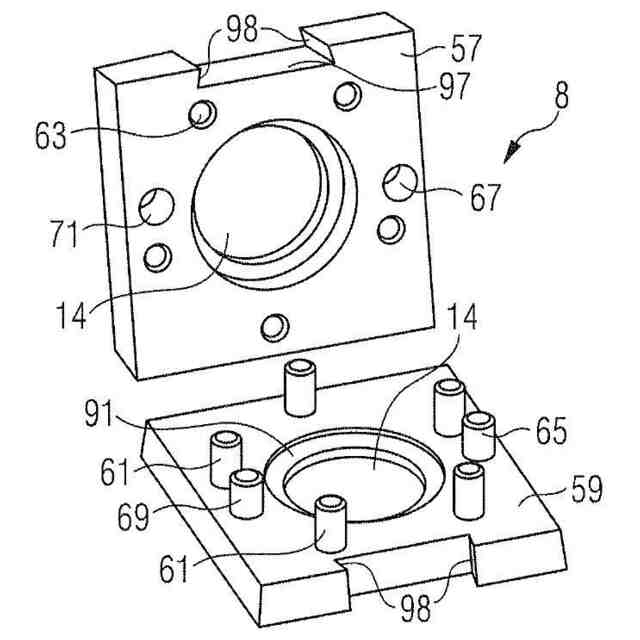
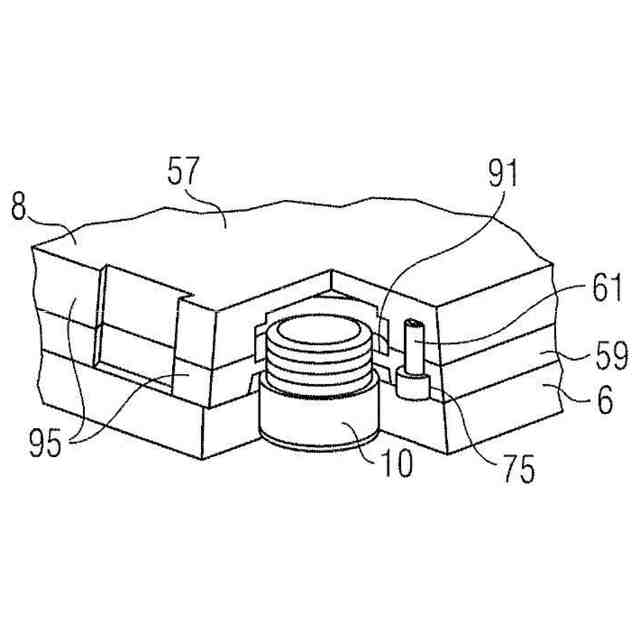
前記ワークピースホルダ(8)が、プレート形状の上方要素(57)と、プレート形状の下方要素(59)とを備え、
前記上方要素が前記上方側(11)を備え、前記下方要素が前記下方側(59)を備え、
前記上方要素(57)が、前記下方要素(59)とは異なる材料から作製される、請求項1に記載の支持システムのためのワークピースホルダ(8)。
【請求項3】
粉末状の原材料の積層塗布を含む付加製造プロセスに従って、ワークピースが前記ワークピースホルダの上で製作され得、
前記ワークピースホルダ(8)が、前記下方側(12)と、前記下方側(12)の実質的反対側に位置する、前記ワークピースホルダ(8)の前記上方側(11)としての前記構築側とを有し、
前記ワークピース支持体(8)は、前記下方側(12)に、前記製造装置の前記ベース支持体(6)へ前記ワークピース支持体(8)を解放可能に、位置的に正確に装着するために、前記少なくとも1つの第1の位置決め装置(14)を有し、
前記上方側(11)は、少なくともその表面が、前記付加製造プロセスのパーツ構築材料と親和性のある構築キャリア材料から構成されるため、ワークピースは、前記上方側の前記表面に連結されながら、前記ワークピースホルダ(8)の上で前記構築材料から付加的に製作され得、前記ワークピースホルダ(8)は、前記ベース支持体(6)から前記ワークピースと共に取り外すことができる、請求項2に記載のワークピースホルダ(8)又は請求項1に記載の支持システムのためのワークピースホルダ(8)。
【請求項4】
前記下方要素(59)及び前記上方要素(57)は、互いに着脱可能に連結され、任意に互いに螺合される、請求項2又は3に記載のワークピースホルダ。
【請求項5】
前記上方側(11)から始まり、前記ワークピースホルダ(8)の高さの少なくとも1/4が、前記上方要素(57)を形成し、前記下方側(12)から始まり、最大で前記上方要素(57)まで、前記下方要素(59)が延在し、前記下方要素(59)には、前記第1の位置決め装置(14)の少なくとも一部が穴の形態で提供される、請求項2から4までのいずれか一項に記載のワークピースホルダ(8)。
【請求項6】
前記第2の材料が、
- 550℃までの耐熱性、
- 45から68HRC(ロックウェル硬度C)の範囲の硬度
の2つの特性のうちの少なくとも1つを示す、請求項2から5までのいずれか一項に記載のワークピースホルダ(8)。
【請求項7】
第2の位置決め装置(67、71、65、69)が、前記上方要素(57)及び前記下方要素(59)に設けられ、前記上方要素(57)及び前記下方要素(59)を位置的に正確に互いに固定することができるように、互いに相補的な構成を有し、前記第2の位置決め装置(67、71、65、69)は、第1の穴(67)と少なくとも1つの第2の穴(71)とを含む、少なくとも2つの穴(67、71)の対を備え、前記第2の穴が長穴として形状付けされるため、そこに挿入される前記第2の位置決め装置の位置決めボルト(71)が、前記下方要素(59)に対する前記上方要素(57)の熱的寸法変化を補償するために、少なくとも1つの方向に変位可能である、請求項2から6までのいずれか一項に記載のワークピースホルダ(8)。
【請求項8】
前記第1の位置決め装置が実質的に前記穴(14)であり、前記穴の前記保持部位(28、42、91)が、実質的に前記穴の内壁の環状部分を表し、押し込まれる又は螺合される少なくとも1つのリング(28、42)を穴毎に任意に備える、請求項2から7までのいずれか一項に記載のワークピースホルダ(8)。
【請求項9】
前記第1の位置決め装置が実質的に前記穴(14)であり、円形断面を有し、前記穴(14)に対し中心をずらして配置された第2の陥凹部(18)が、前記ワークピースホルダ(8)に設けられるため、又は、前記穴(14)が楕円形、長円形、又は多角形断面を有するため、前記ワークピースホルダ(8)は、相補的な構成の前記少なくとも1つの位置決め要素(10)を有する前記ベース支持体(6)の上に置かれると、回転が抑制される、請求項8に記載のワークピースホルダ(8)。
【請求項10】
前記下方要素(59)が前記第2の材料から作製される、請求項8又は9に記載のワークピースホルダ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、請求項1のプリアンブルによる製造システムのための支持システム、及び、そのワークピースホルダに関する。本発明は、更に、そのような支持システムを備える製造装置、及び、ワークピースを製作するための方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
「3D印刷」とも呼ばれる付加製造では、ワークピースが、構築材料から段階的に構築される。この目的のために、1つの変形例では、構築材料の粉末が、構築プラットフォーム(「ステージ」)に一層ずつ塗布される。この粉末は、エネルギーを入力することにより、制御された様式で溶融される。溶融された領域が固化すると、ワークピースが完成するまでこのプロセスが繰り返される。エネルギーは、例えば、電磁放射を用いた、より詳細にはレーザーによる標的照射、又は粒子放射を用いた標的照射によって印加される。粉末の積層塗布は、例えば、構築シリンダ内で構築プラットフォームを段階的に下降させることによって達成される。この種の装置は、例えばEP2386404(A1)より周知されている。
【0003】
精密で、高品質に製造するために、粉末の塗布は均一で緻密でなくてはならない。特に、製造プロセス中の構築材料の局所たるみは回避されなければならない。これが生じる原因として考えられるのは、プロセス中に崩れる小さな空隙である。それぞれの最上層における凹凸は、製造されたワークピースの構造的欠陥をもたらす。
【0004】
上記の製造プロセスの別の態様は、構築シリンダに対する構築プラットフォームの完全な封止であり、この封止の漏れに起因する、構築プラットフォームの下の空間への構築材料のロスを回避する。又、そのような材料の流れは、塗布された構築材料層の望ましくない凹凸をもたらす恐れがある。
【0005】
様々な構築材料が、これらの付加製造法で使用される。具体的には、ポリマー、より詳細には熱可塑性ポリマー、金属粉末、セラミック粉末などの溶融可能又は部分的に溶融可能な材料が知られている。
【0006】
製造プロセスが完了し、余分な構築材料を取り除いた後、ワークピースは、接触面で、又、多くの場合は支持構造を通じ、構築プラットフォームに強固に固定されている。支持構造は、製造プロセス中にワークピースの位置を安定させ、生成された熱を構築プラットフォームに導く働きをする。
【0007】
付加製造プロセスで製作されたそのようなワークピースは、多くの場合、更なるプロセスステップ、例えば熱的処置、又は切削(即ち、除材又は除去)製造プロセスが続かなくてはならない状態にある。この目的のために、これらの更なるプロセスステップを適用することができるように、ワークピースを構築プラットフォームから取り外すことが必要である。構築プラットフォームは付加製造装置の一体的な部分であり、そこから構築プラットフォームを取り外すことは手間がかかるため、プラットフォームからワークピースを取り外すことは、現場で行われなければならず、それは複雑であり、一般的には手作業を必要とする。更に、複数のオブジェクト(例えば100個まで)が同時に製作されるので、取り外し中に個々のワークピースに接近することは難しい。
【0008】
切削製造(旋削、フライス削り、研削など)の分野からは、ベースプレートの上に交換可能なワークピースホルダ、いわゆるパレットを配置することが知られている。パレットには、ワークピース用の適切な固定装置が設けられ、最近では、加工中の熱膨張及びパレットに印加された機械的負荷に起因する、パレットの中心に対する変位が回避される、いわゆるゼロポイントクランピングシステムも設けられる。パレットは、加工中の負荷に耐えるように、能動的固定装置によってベースキャリアに固定される。
【0009】
しかしながら、この種のパレットは、付加製造プロセス、特に、層に塗布される粉末を使用する付加製造プロセスには適用できない。具体的には、それらは、特定の要件を満たさず、つまり、パレットの表面でワークピースが構築され得るようにするための構築材料との親和性という要件と、付加製造は、一方で複数のワークピースを一斉に製作することを可能し、他方では、高い時間要件があるために、一斉に製作される大量のワークピースが、利益性を左右する要素となるが故の、表面を最大限に利用しながら粉末で空隙のなく被覆するという要件と、付加製造では、構築表面がワークピースに直接連結していることに起因し、構築表面の変形が直接ワークピースに伝わるが故の、加熱時の寸法安定性という要件とを満たさない。
【先行技術文献】
【特許文献】
【0010】
EP2386404(A1)
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
溶融紡糸設備
10か月前
シーメット株式会社
光造形装置
4か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
プリプレグテープ
7か月前
個人
射出ミキシングノズル
6か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
7か月前
グンゼ株式会社
ピン
4か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
3か月前
日機装株式会社
加圧システム
13日前
トヨタ自動車株式会社
射出装置
2か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社リコー
シート剥離装置
9か月前
株式会社シロハチ
真空チャンバ
6か月前
帝人株式会社
成形体の製造方法
10か月前
株式会社FTS
成形装置
4か月前
株式会社不二越
射出成形機
28日前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社不二越
射出成形機
29日前
株式会社神戸製鋼所
混練機
2か月前
東レ株式会社
炭素繊維シートの製造方法
19日前
株式会社日本製鋼所
押出成形装置
7か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
5か月前
株式会社FTS
セパレータ
3か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
KTX株式会社
シェル型の作製方法
10か月前
株式会社リコー
シート処理システム
9か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
株式会社リコー
シート処理システム
8か月前
トヨタ自動車株式会社
真空成形方法
11か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































