TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025060076
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023170579
出願日
2023-09-29
発明の名称
磁性金属粉末及びその製造方法並びに焼結磁石体
出願人
三井金属鉱業株式会社
代理人
弁理士法人翔和国際特許事務所
主分類
B22F
1/00 20220101AFI20250403BHJP(鋳造;粉末冶金)
要約
【課題】相安定化元素の添加を必要とせず、且つ希土類元素の使用量を削減可能な新規磁性金属粉末を提供すること。
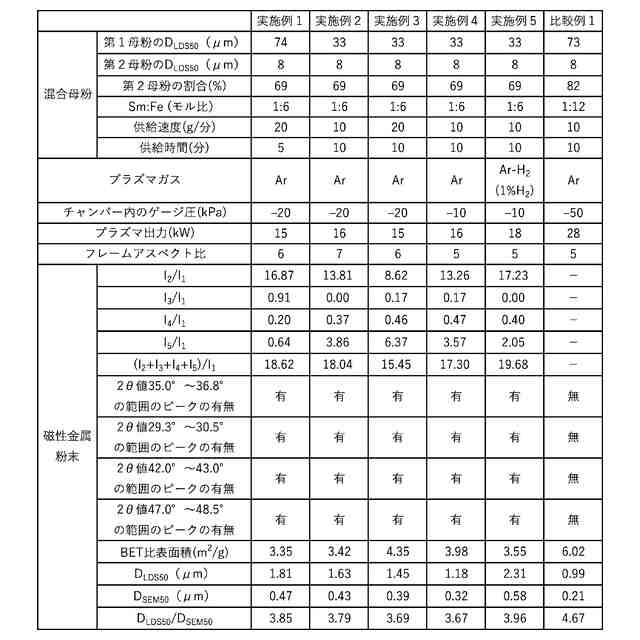
【解決手段】磁性金属粉末はサマリウム(Sm)元素及び鉄(Fe)元素を含む。磁性金属粉末は、CuKα1線を用いたX線回折装置により測定されるX線回折パターンにおいて、2θ値が35.0°以上36.8°以下の範囲にピークを有する。前記X線回折パターンにおいて、(I
2
+I
3
+I
4
+I
5
)/I
1
が25以下であることが好ましい。
【選択図】なし
特許請求の範囲
【請求項1】
サマリウム(Sm)元素及び鉄(Fe)元素を含み、
CuKα1線を用いたX線回折装置により測定されるX線回折パターンにおいて、2θ値が35.0°以上36.8°以下の範囲にピークを有する、磁性金属粉末。
続きを表示(約 1,100 文字)
【請求項2】
前記X線回折パターンにおいて、
2θ値が35.0°以上36.8°以下の範囲に観察されるピークのピーク強度をI
1
とし、
2θ値が44.2°以上45.1°以下の範囲に観察されるピークのピーク強度をI
2
とし、
2θ値が40.0°以上40.9°以下の範囲に観察されるピークのピーク強度をI
3
とし、
2θ値が30.5°以上31.2°以下の範囲に観察されるピークのピーク強度をI
4
とし、
2θ値が27.7°以上28,2°以下の範囲に観察されるピークのピーク強度をI
5
としたとき、
(I
2
+I
3
+I
4
+I
5
)/I
1
が25以下である、請求項1に記載の磁性金属粉末。
【請求項3】
レーザー回折散乱式粒度分布測定法による累積体積50容量%における体積累積粒径D
LDS50
が0.64μm以上2.9μm以下である、請求項1又は2に記載の磁性金属粉末。
【請求項4】
チタン(Ti)元素、コバルト(Co)元素、バナジウム(V)元素及びジルコニウム(Zr)元素を合計で0.010質量%以上20質量%以下含む、請求項1又は2に記載の磁性金属粉末。
【請求項5】
請求項1又は2に記載の磁性金属粉末を焼結してなる焼結磁石体。
【請求項6】
チャンバー内に発生させた層流状態のプラズマフレーム内に、金属サマリウム(Sm)を含む第1母粉及び金属鉄(Fe)を含む第2母粉を供給して該プラズマフレーム内で両母粉をガス化し、両母粉から生成した粒子を急冷して磁性金属粉末を生成させる工程を有する、磁性金属粉末の製造方法。
【請求項7】
10
5
K/sec以上の冷却速度で急冷する、請求項6に記載の製造方法。
【請求項8】
前記プラズマフレームの噴出方向と直交する方向に沿って、該プラズマフレームに向けて冷却用ガスを吹き付けて急冷する、請求項6又は7に記載の製造方法。
【請求項9】
前記冷却用ガスを複数位置から噴出させて前記プラズマフレームに向けて吹き付ける、請求項8に記載の製造方法。
【請求項10】
前記プラズマフレームを囲むように、隣り合う前記冷却用ガスの噴出位置を等間隔に設定して該冷却用ガスを噴出させる、請求項9に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、磁性金属粉末及びその製造方法に関する。また本発明は、磁性金属粉末を用いた焼結磁石体に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
現在世界最強の磁石であるNd-Fe-B系磁石は、ハイブリット自動車や電気自動車用モーターや、様々な省エネ電化製品などに幅広く応用されているが、耐熱性が低いという問題を有している。そのため、自動車のモーター用途での使用等、200℃以上の温度環境下で使用可能にするためには、ジスプロシウム(Dy)やテルビウム(Tb)等の希土類元素を添加して磁石の耐熱性を向上させる必要がある。これらの希土類元素には資源の供給リスクが指摘されているため、希土類元素フリー又は希土類元素の使用量を削減した新たな磁石材料開発が望まれている。
ThMn
12
型合金は、希土類元素の含有量が低く、且つ優れた耐熱性及び磁化特性を有すると期待されており、Nd-Fe-B系磁石を代替する磁石材料として注目されている。しかしながら、ThMn
12
型合金はその構造不安定性が課題となっていた。
【0003】
これまでに、構造安定化がなされたThMn
12
型合金が種々提案されている。例えば非特許文献1には、相安定化元素であるモリブデン(Mo)、タンタル(Ta)、ニオブ(Nb)、タングステン(W)、チタン(Ti)、バナジウム(V)、クロム(Cr)又はケイ素(Si)が添加されたThMn
12
型合金RFe
12-x
M
x
が記載されている。
また非特許文献2には、相安定化元素であるコバルト(Co)が添加されたThMn
12
型合金Sm(Fe
1-x
Co
x
)
12
を含む薄膜が記載されている。
【先行技術文献】
【非特許文献】
【0004】
G.C.Hadjipanayis et al.Engineering,6,2020,141-147
Y.K.Takahashi et al,J.Jpn.Soc.Powder Matallurgy,69,2022,S74-S83
【発明の概要】
【発明が解決しようとする課題】
【0005】
非特許文献1及び2に記載のThMn
12
型合金においては、相安定化元素の存在に起因して、磁化特性が低下しているという問題を有していた。また、バルク磁石を製造するためには、非特許文献2に記載されているような薄膜ではなく、粉末の形態で磁石材料を得る必要があった。
したがって本発明は、相安定化元素の添加を必要とせず、且つ希土類元素の使用量を削減可能な新規磁性金属粉末を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、サマリウム(Sm)元素及び鉄(Fe)元素を含み、CuKα1線を用いたX線回折装置により測定されるX線回折パターンにおいて、2θ値が35.0以上36.8°以下の範囲にピークを有する、磁性金属粉末を提供するものである。
【0007】
また本発明は、チャンバー内に発生させた層流状態のプラズマフレーム内に、金属サマリウム(Sm)を含む第1母粉及び金属鉄(Fe)を含む第2母粉を供給して該プラズマフレーム内で両母粉をガス化し、両母粉から生成した粒子を急冷して磁性金属粉末を生成させる工程を有する、磁性金属粉末の製造方法を提供するものである。
【発明の効果】
【0008】
本発明によれば、相安定化元素の添加を必要とせず、且つ希土類元素の使用量が削減された新規磁性金属粉末が提供される。かかる磁性金属粉末を用いて製造される磁石体は、優れた耐熱性及び磁化特性を有することが期待される。
【図面の簡単な説明】
【0009】
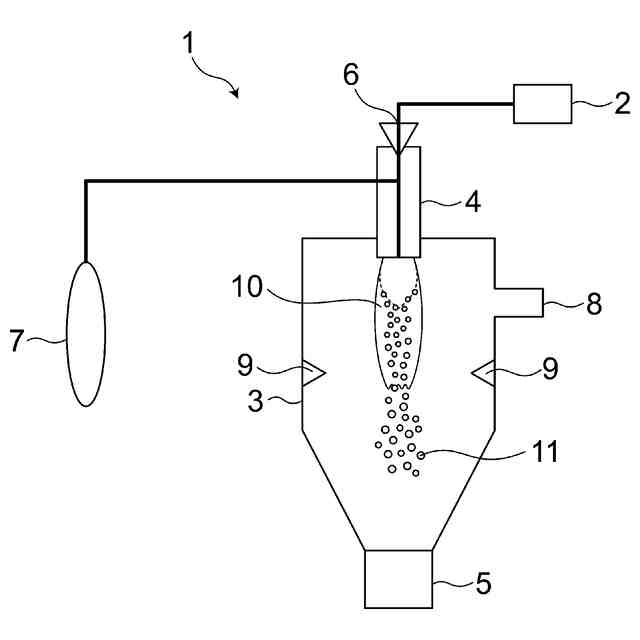
図1は、本発明の磁性金属粉末を製造するDCプラズマ装置の一例を示す模式図である。
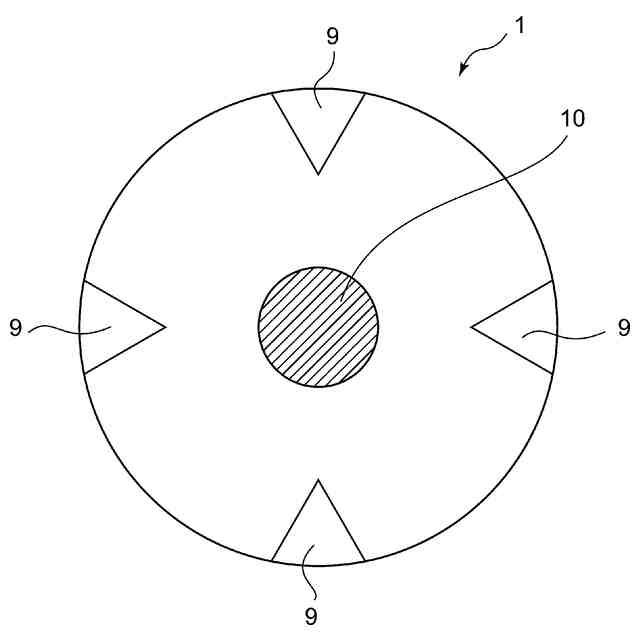
図2は、図1に示すDCプラズマ装置の、プラズマフレームの噴出方向と直交する断面を模式的に示す断面図である。
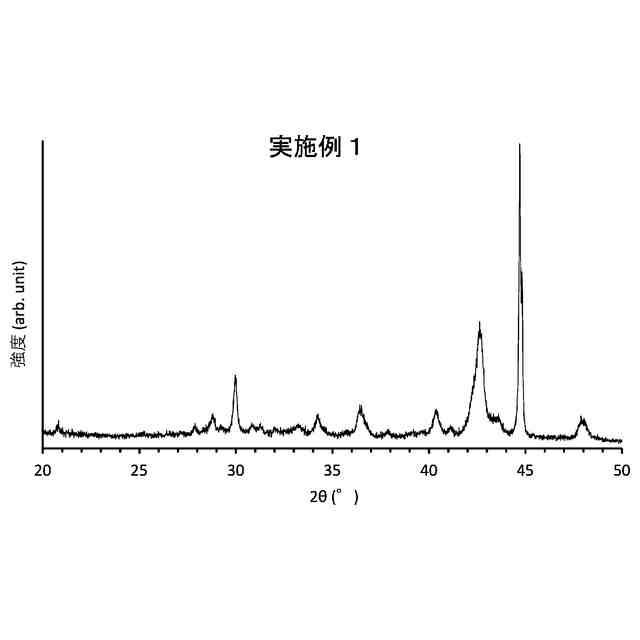
図3は、実施例1の磁性金属粉末のX線回折パターンである。
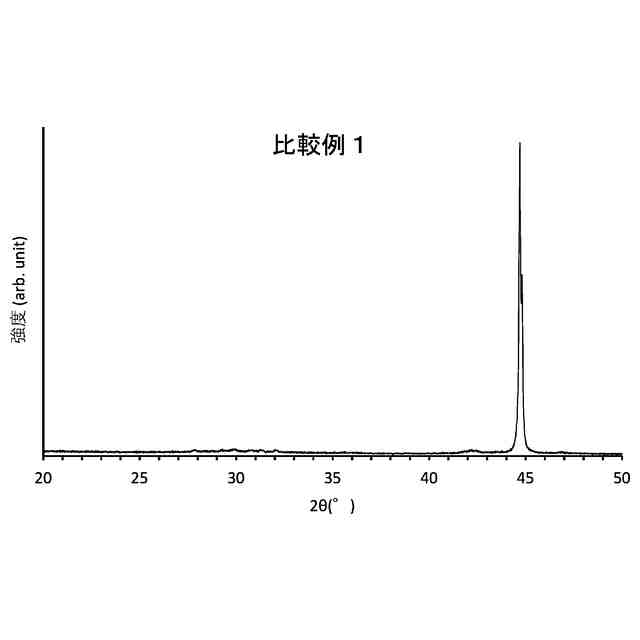
図4は、比較例1の磁性金属粉末のX線回折パターンである。
【発明を実施するための形態】
【0010】
以下本発明を、その好ましい実施形態に基づき説明する。本発明の磁性金属粉末は、サマリウム(Sm)元素及び鉄(Fe)元素を含む磁性金属粒子の集合体からなる。以下の説明において「磁性金属粉末」というときには、文脈に応じ、磁性金属粉末そのものを意味する場合と、磁性金属粉末を構成する磁性金属粒子を意味する場合がある。後述する実施例において示すとおり、本発明の磁性金属粉末は、ThMn
12
型構造を有する公知化合物のX線回折パターンに類似するX線回折パターンを有する。したがって、本発明者は、本発明の磁性金属粉末がThMn
12
型構造を有するSmFe
12
合金を含むと推定している。以下、本発明の磁性金属粉末に含まれ、SmFe
12
合金と推定される化合物を「化合物A」という。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
4か月前
日本鋳造株式会社
鋳造方法
5か月前
個人
鋼の連続鋳造鋳片の切断装置
6か月前
マツダ株式会社
鋳造装置
5か月前
株式会社 寿原テクノス
金型装置
3か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社エスアールシー
インゴット
3か月前
株式会社プロテリアル
合金粉末の製造方法
18日前
芝浦機械株式会社
成形機
2か月前
株式会社キャステム
鋳造品の製造方法
3日前
芝浦機械株式会社
成形機
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
19日前
個人
透かし模様付き金属板の製造方法
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
株式会社クボタ
弁箱用の消失模型
4か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5日前
新東工業株式会社
粉末除去装置
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
新東工業株式会社
測定装置
4か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
トヨタ自動車株式会社
異種金属部材の接合方法
4か月前
株式会社昭工舎
焼結体の製造方法
6か月前
日立Astemo株式会社
成形装置
23日前
株式会社神戸製鋼所
鋼の製造方法
2か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
5日前
山陽特殊製鋼株式会社
取鍋
3か月前
黒崎播磨株式会社
浸漬ノズル
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































