TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025059719
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023169985
出願日
2023-09-29
発明の名称
切削インサート及び刃先交換式エンドミル
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23C
5/20 20060101AFI20250403BHJP(工作機械;他に分類されない金属加工)
要約
【課題】副切刃による仕上げ面精度の向上を図りつつ、インサート取付座によって切削インサートを安定して支持することができ、インサート取付座と切削インサートの間への切屑の侵入による噛み込みを抑制でき、ホルダ剛性を高めることが可能な切削インサート、及び刃先交換式エンドミルを提供する。
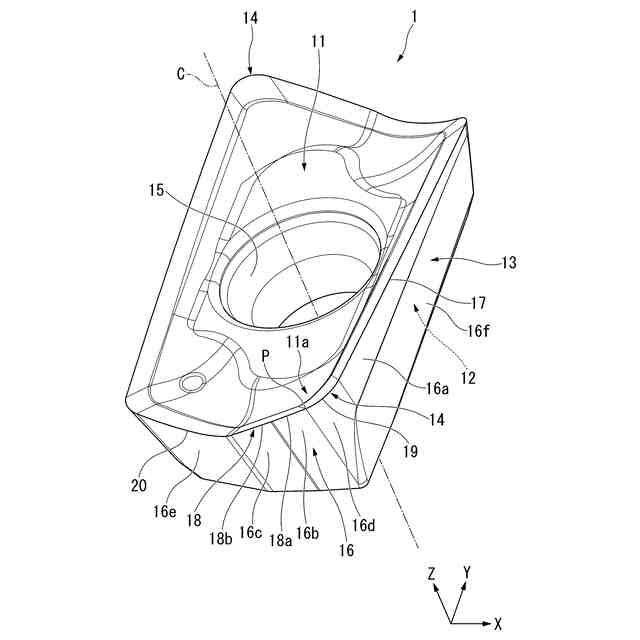
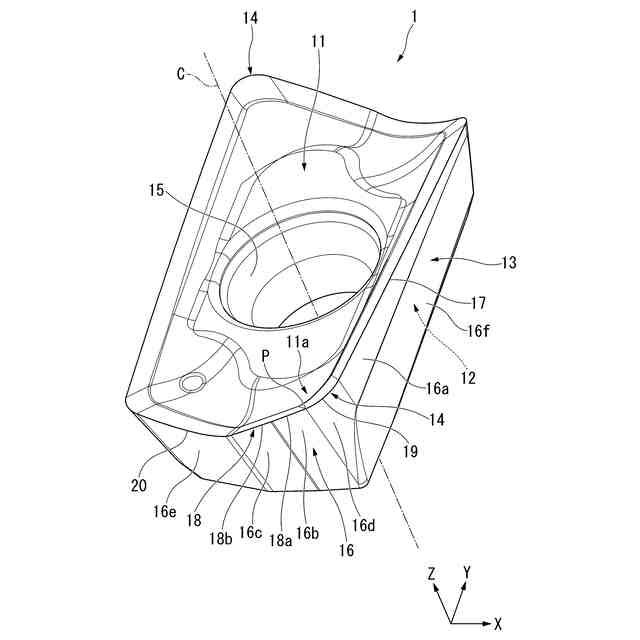
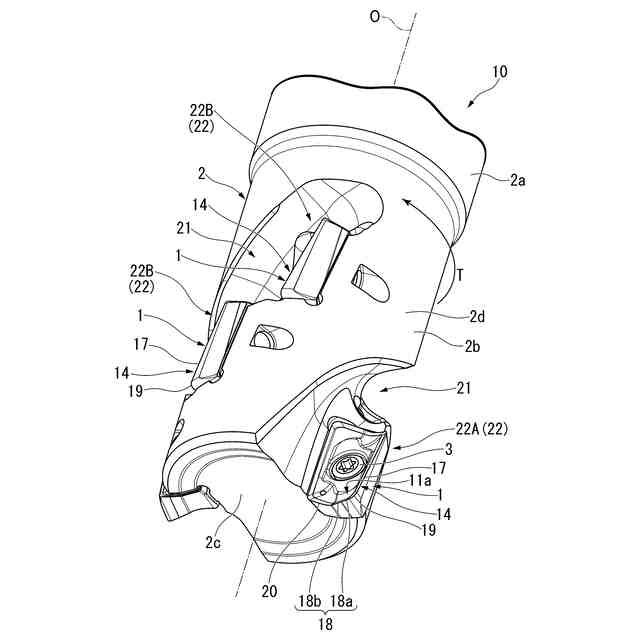
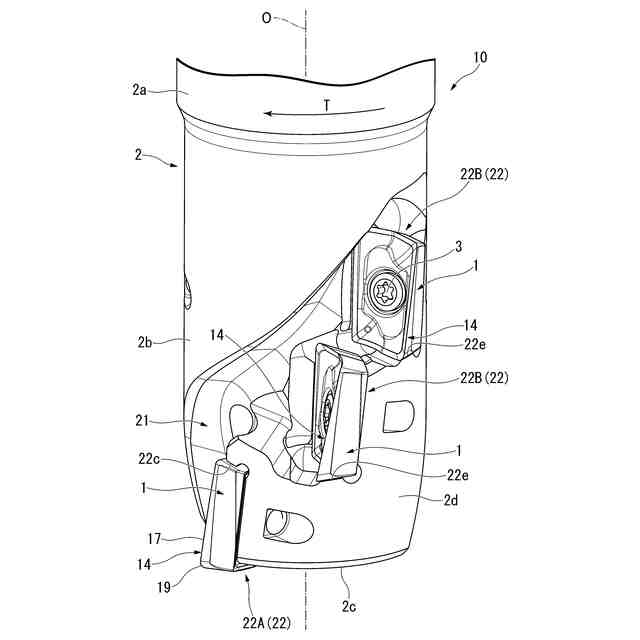
【解決手段】切刃14は、四角形面11の四辺のうち第1辺に配置される主切刃17と、第2辺に配置される副切刃18と、コーナ刃19と、を有し、副切刃18は、コーナ刃19に接続され、前側に向けて凸となる曲線状をなす曲線刃部18aと、曲線刃部18aに接続され、左右方向において曲線刃部18aとは反対側へ向かうに従い、後側に向けて直線状に延びる直線刃部18bと、を有し、逃げ面16は、曲線刃部18aに接続され、前側に向けて凸となる曲面状をなす第1副逃げ面16bと、直線刃部18bに接続される平面状の第2副逃げ面16cと、を有する。
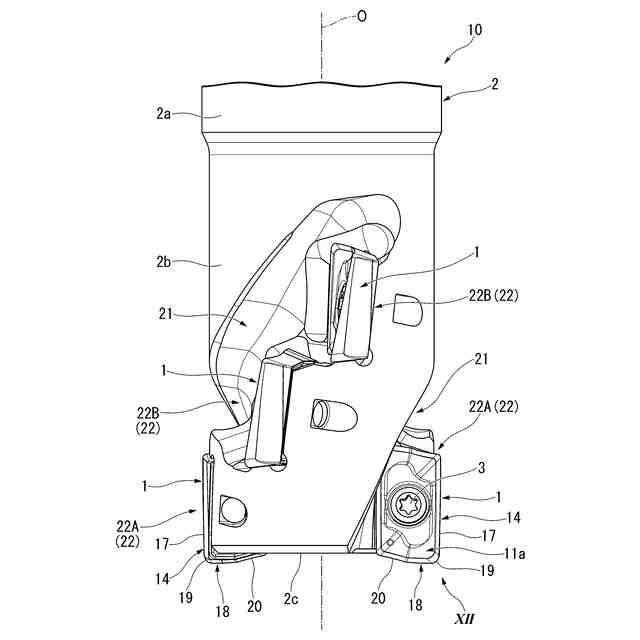
【選択図】図1
特許請求の範囲
【請求項1】
インサート中心軸が延びるインサート軸方向を向く四角形面に配置されるすくい面と、
前記インサート軸方向と直交する前後方向を向く側面、ならびに、前記インサート軸方向及び前記前後方向と直交する左右方向を向く側面にわたって配置される逃げ面と、
前記すくい面と前記逃げ面とが接続される稜線部に配置される切刃と、を備え、
前記切刃は、
前記四角形面の四辺のうち、前記前後方向に延びる第1辺に配置される主切刃と、
前記四辺のうち、前記第1辺と交差する向きに延びる第2辺に配置される副切刃と、
前記四角形面の前記第1辺と前記第2辺との間のコーナ部に配置され、前記主切刃と前記副切刃とに接続されるコーナ刃と、を有し、
前記副切刃は、
前記コーナ刃に接続され、前側に向けて凸となる曲線状をなす曲線刃部と、
前記曲線刃部に接続され、前記左右方向において前記曲線刃部とは反対側へ向かうに従い、後側に向けて直線状に延びる直線刃部と、を有し、
前記逃げ面は、
前記曲線刃部に接続され、前側に向けて凸となる曲面状をなす第1副逃げ面と、
前記直線刃部に接続される平面状の第2副逃げ面と、を有する、
切削インサート。
続きを表示(約 1,300 文字)
【請求項2】
前記曲線刃部は、前記曲線刃部と前記コーナ刃との接続点から、前記左右方向において前記コーナ刃とは反対側へ向かうに従い、後側に向けて延びる、
請求項1に記載の切削インサート。
【請求項3】
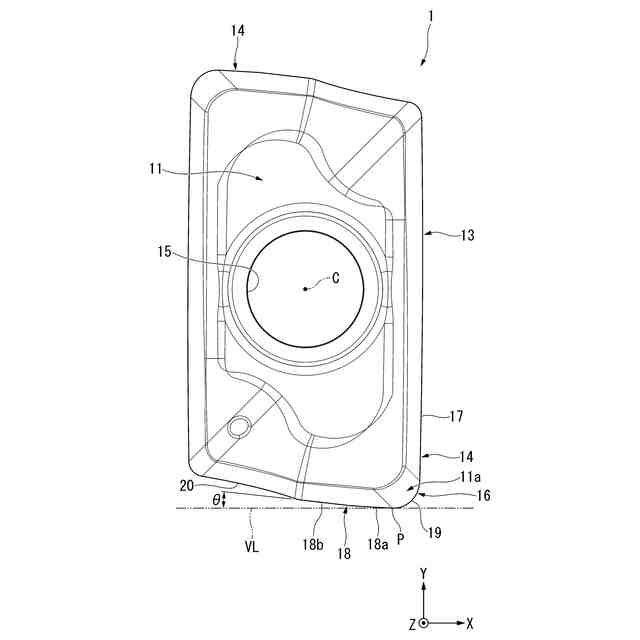
前記インサート軸方向から見て、前記左右方向に沿って延びる仮想直線と、前記直線刃部との間に形成される副切刃逃がし角が、0.2°以上5.0°以下である、
請求項2に記載の切削インサート。
【請求項4】
前記第2副逃げ面の前記左右方向の中心が、前記切削インサートの前記左右方向の中心よりも、前記左右方向において前記主切刃側に位置する、
請求項1から3のいずれか1項に記載の切削インサート。
【請求項5】
前記第2副逃げ面はその全体が、前記切削インサートの前記左右方向の中心よりも、前記左右方向において前記主切刃側に位置する、
請求項1から3のいずれか1項に記載の切削インサート。
【請求項6】
請求項1から3のいずれか1項に記載の切削インサートと、
工具中心軸に沿って工具軸方向に延びる柱状のホルダと、を備え、
前記ホルダは、
前記ホルダの前記工具軸方向を向く先端面から後端側へ向かうに従い、前記工具中心軸回りのうちエンドミル回転方向とは反対側へ向けて螺旋状に延びる切屑排出溝と、
前記切屑排出溝に沿って階段状に配置される複数のインサート取付座と、を有し、
前記切削インサートは、複数設けられ、
各前記切削インサートは、各前記インサート取付座に着脱可能に取り付けられ、
前記複数のインサート取付座は、
前記工具軸方向において最も先端側に配置される最先端のインサート取付座と、
前記工具軸方向において前記最先端のインサート取付座よりも後端側に配置される最先端以外のインサート取付座と、を含み、
前記最先端以外のインサート取付座は、
前記エンドミル回転方向を向き、前記切削インサートの前記インサート軸方向のうち前記すくい面とは反対側を向く着座面に接触する第1壁面と、
前記工具中心軸と直交する工具径方向の外側を向き、前記切削インサートの前記左右方向を向く側面に接触する第2壁面と、
前記工具軸方向の後端側を向き、前記切削インサートの前記前後方向を向く側面に接触する第3壁面と、を有し、
前記第3壁面は、前記第2副逃げ面に接触する、
刃先交換式エンドミル。
【請求項7】
前記切刃は、前記第2辺に位置し、前記左右方向において前記副切刃の前記コーナ刃とは反対側に配置される内刃を有し、
前記逃げ面は、前記内刃に接続される平面状の内刃逃げ面を有し、
前記切削インサートは、前記インサート中心軸を中心とする180°回転対称の形状を有し、
前記最先端のインサート取付座は、
前記第1壁面と、
前記第2壁面と、
前記工具軸方向の先端側を向き、前記切削インサートの前記前後方向を向く側面に接触する第4壁面と、を有し、
前記第4壁面は、前記内刃逃げ面に接触する、
請求項6に記載の刃先交換式エンドミル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削インサート及び刃先交換式エンドミルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来の刃先交換式エンドミルとして、例えば特許文献1に記載の切削工具が知られている。特許文献1の切削工具は、長方形板状をなす切削インサートと、円柱状をなすホルダと、を備えている。ホルダは、工具中心軸(回転軸)回りに螺旋状に延びる切屑排出溝と、切屑排出溝に沿って階段状に配列する複数のインサート取付座と、を有する。複数のインサート取付座には、互いに同一形状とされた共通品の複数の切削インサートが、着脱可能に取り付けられる。
【0003】
切削インサートは、エンドミル回転方向を向く長方形面に配置されるすくい面と、工具中心軸に沿う工具軸方向の先端側を向く側面、及び、工具中心軸と直交する工具径方向の外側を向く側面にわたって配置される逃げ面と、すくい面と逃げ面とが接続される稜線部に配置される切刃と、を備える。
【0004】
切刃は、長方形面の長手方向に延びる主切刃と、長方形面の短手方向に延びる副切刃と、主切刃と副切刃とに接続される凸曲線状のコーナ刃と、短手方向において副切刃のコーナ刃とは反対側の端部に接続される内刃と、を有する。刃先交換式エンドミルにおいて、主切刃は、外周刃として機能し、副切刃は、底刃として機能する。また、内刃は、例えばランピング加工などの際に切刃として機能する場合がある。
【0005】
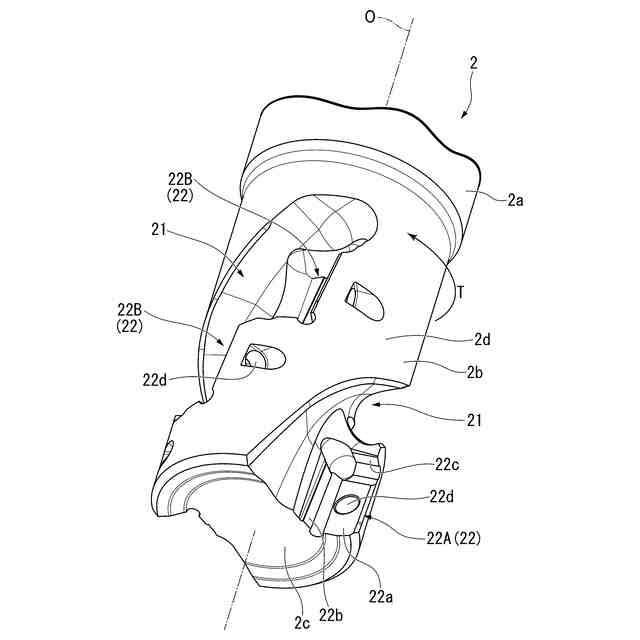
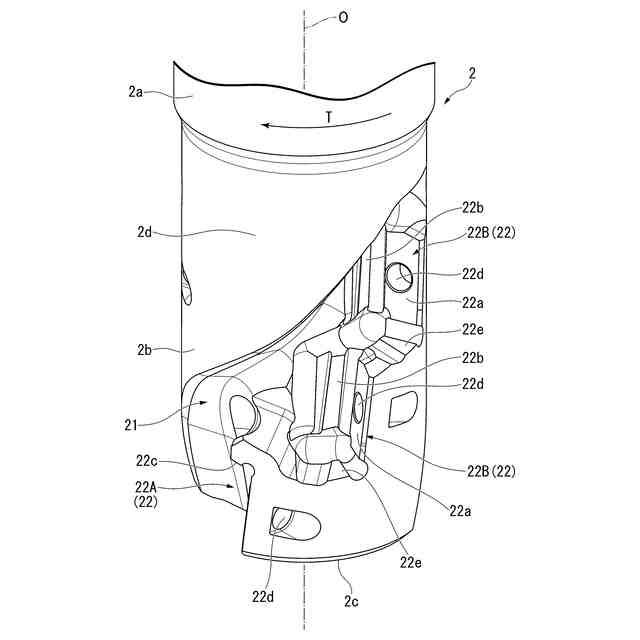
また、切屑排出溝に沿って階段状に配列する複数のインサート取付座は、工具軸方向において最も先端側に配置される最先端の(1段目の)インサート取付座と、工具軸方向において最先端のインサート取付座よりも後端側に配置される最先端以外の(2段目以降の)インサート取付座と、を含んでいる。
【0006】
最先端以外のインサート取付座は、切削インサートのすくい面とは反対側を向く着座面に接触する第1壁面と、切削インサートの工具径方向の内側を向く側面に接触する第2壁面と、切削インサートの工具軸方向の先端側を向く側面に接触する第3壁面と、を有している。第1壁面は、エンドミル回転方向とは反対側から切削インサートを支持する。第2壁面は、工具径方向の内側から切削インサートを支持する。第3壁面は、工具軸方向の先端側から切削インサートを支持する。
【0007】
最先端のインサート取付座は、切削インサートのすくい面とは反対側を向く着座面に接触する第1壁面と、切削インサートの工具径方向の内側を向く側面に接触する第2壁面と、切削インサートの工具軸方向の後端側を向く側面に接触する第4壁面と、を有している。第1壁面は、エンドミル回転方向とは反対側から切削インサートを支持する。第2壁面は、工具径方向の内側から切削インサートを支持する。第4壁面は、工具軸方向の後端側から切削インサートを支持する。
【0008】
このように、最先端以外の(2段目以降の)インサート取付座と、最先端の(1段目の)インサート取付座とでは、切削インサートを工具軸方向から支持する壁面(第3壁面、第4壁面)が、互いに異なっている。
【先行技術文献】
【特許文献】
【0009】
特許第7052176号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
この種の刃先交換式エンドミルでは、最先端のインサート取付座に装着される切削インサートの副切刃(底刃)が、被削材の加工面を仕上げ加工する。この副切刃を、工具軸方向の先端側へ向けて凸となる曲率半径の大きな曲線状に形成することにより、仕上げ面精度の向上を図ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
6日前
日東精工株式会社
多軸ねじ締め機
3日前
有限会社 ナプラ
金属粒子
26日前
ブラザー工業株式会社
工作機械
4日前
株式会社FUJI
チャック装置
16日前
ブラザー工業株式会社
工作機械
4日前
株式会社不二越
管用テーパタップ
5日前
オークマ株式会社
診断装置
1か月前
津田駒工業株式会社
2連回転割出し装置
26日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社プロテリアル
金属箔の溶接方法
3日前
株式会社コスメック
クランプ装置
20日前
株式会社コスメック
クランプ装置
11日前
ビアメカニクス株式会社
レーザ加工装置
3日前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
工作機械
25日前
オーエスジー株式会社
ドリル
12日前
トヨタ自動車株式会社
レーザ加工機
17日前
豊田鉄工株式会社
レーザー溶接装置
27日前
スター精密株式会社
工作機械
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
11日前
株式会社恵信工業
アプセット溶接方法
12日前
株式会社ダイヘン
サブマージアーク溶接装置
17日前
アサダ株式会社
バンドソー装置
16日前
アサダ株式会社
バンドソー装置
16日前
宮川工機株式会社
プレカット加工装置
12日前
トヨタ自動車株式会社
グラフ生成方法
5日前
株式会社恵信工業
アプセット溶接方法
19日前
株式会社マキタ
ジグソー
20日前
株式会社プロテリアル
クラッド材の製造方法
26日前
株式会社プロテリアル
クラッド材の製造方法
26日前
株式会社ダイヘン
2重シールドティグ溶接方法
17日前
株式会社不二越
管用テーパタップ
1か月前
東レエンジニアリング株式会社
レーザ加工装置
11日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ