TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059387
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023169450
出願日
2023-09-29
発明の名称
溶接トーチのノズルアタッチメント
出願人
プレス工業株式会社
代理人
個人
主分類
B23K
9/29 20060101AFI20250403BHJP(工作機械;他に分類されない金属加工)
要約
【課題】既存の溶接トーチに旋回流を生成してシールドガスの使用量を削減でき、溶接スパッタの付着積層によって旋回流の生成が妨げられた場合に最小限のコストで旋回流の生成を回復できる溶接トーチのノズルアタッチメントを提供する。
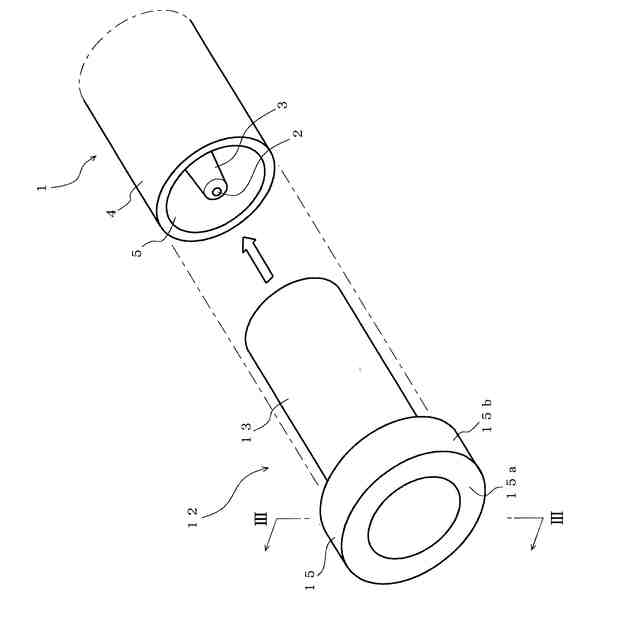
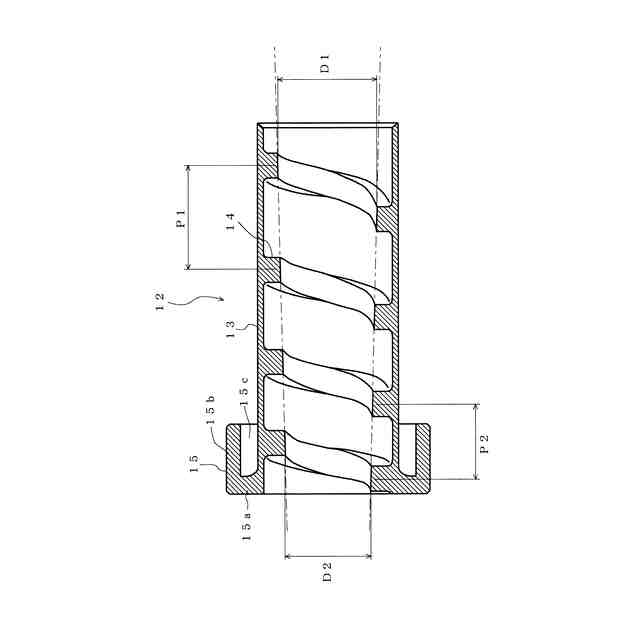
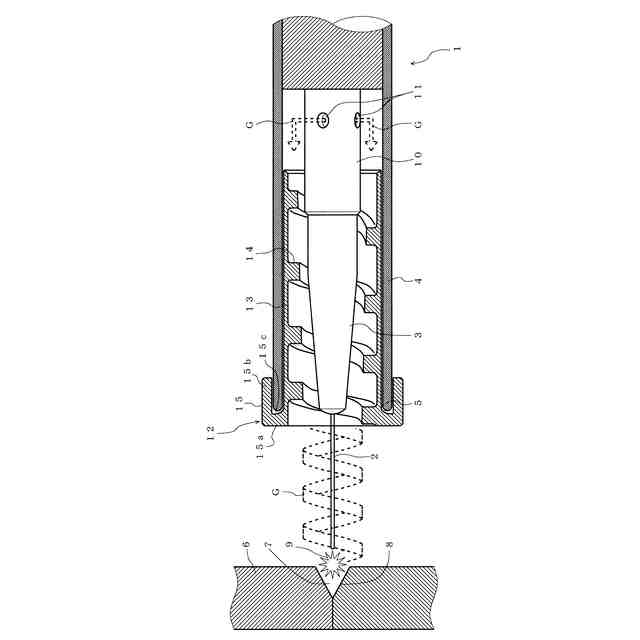
【解決手段】先端部から溶接ワイヤ2を送り出す棒状のチップ3と、チップ3の周囲を囲繞する筒状のノズル4とを備え、ノズル4とチップ3との間に流したシールドガスGをノズル4の開口5から溶接箇所7へ噴出してアーク溶接を行う溶接トーチ1のノズル4に着脱されるノズルアタッチメント12であって、ノズル4の開口5からノズル4の内周面に接するように着脱自在に差し入れられる筒状の挿入筒部13と、挿入筒部13とチップ3との間を流れるシールドガスGに旋回流を付与するため挿入筒部13の内周面に螺旋状に形成された螺旋部14とを有する。
【選択図】図4
特許請求の範囲
【請求項1】
先端部から溶接ワイヤを送り出す棒状のチップと、該チップの周囲を囲繞する筒状のノズルと、を備え、該ノズルと前記チップとの間に流したシールドガスを前記ノズルの開口から溶接箇所へ噴出してアーク溶接を行う溶接トーチの前記ノズルに着脱されるノズルアタッチメントであって、
前記ノズルの開口から前記ノズルの内周面に接するように着脱自在に差し入れられる筒状の挿入筒部と、該挿入筒部と前記チップとの間を流れるシールドガスに旋回流を付与するため前記挿入筒部の内周面に螺旋状に形成された螺旋部とを有する、ことを特徴とする溶接トーチのノズルアタッチメント。
続きを表示(約 690 文字)
【請求項2】
前記螺旋部は、前記挿入筒部と前記チップとの間を流れるシールドガスの上流側から下流側に向かって、螺旋ピッチが狭くなるように形成されている、ことを特徴とする請求項1に記載の溶接トーチのノズルアタッチメント。
【請求項3】
前記螺旋部は、前記挿入筒部と前記チップとの間を流れるシールドガスの上流側から下流側に向かって、前記螺旋部を構成する山の高さが高くなって山の頂部における前記挿入筒部の内径が徐々に小さくなるように形成されている、ことを特徴とする請求項1又は2に記載の溶接トーチのノズルアタッチメント。
【請求項4】
前記挿入筒部の先端に、前記挿入筒部を前記溶接トーチの前記ノズルの開口に差し入れる際に作業者の手指で把持される把持部が設けられており、該把持部は、前記挿入筒部の先端から径方向外方に延出されたフランジ部と、該フランジ部の外縁から前記ノズルの外周面に接するように前記挿入筒部の軸方向に延出された外筒部とを有する、ことを特徴とする請求項1又は2に記載の溶接トーチのノズルアタッチメント。
【請求項5】
前記挿入筒部、前記螺旋部及び前記把持部の材質が、前記ノズルの材質よりも溶接時に飛散するスパッタが付着し難い材質である、ことを特徴とする請求項4に記載の溶接トーチのノズルアタッチメント。
【請求項6】
前記挿入筒部、前記螺旋部及び前記把持部の材質が、絶縁皮膜付ステンレス、シリコーンゴム、樹脂又はセラミックである、ことを特徴とする請求項5に記載の溶接トーチのノズルアタッチメント。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接トーチのノズルに着脱されるノズルアタッチメントに係り、特に、ノズルから被溶接部材の溶接箇所に向けて噴射されるシールドガスの消費量を効率よく低減できる溶接トーチのノズルアタッチメントに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
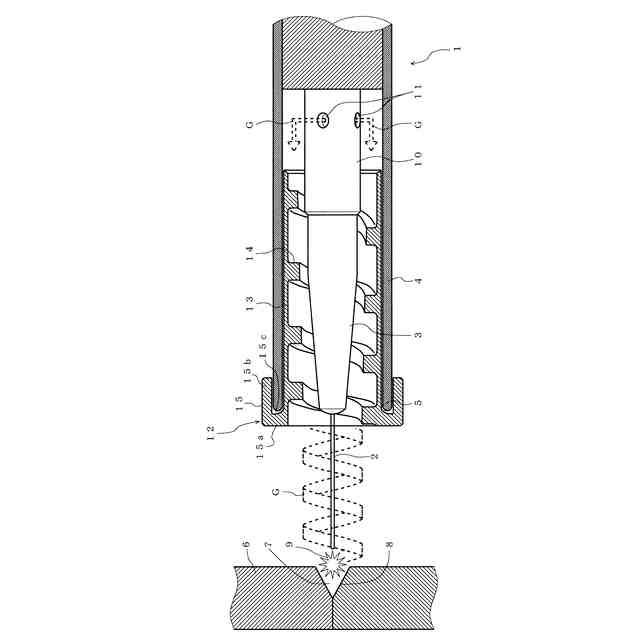
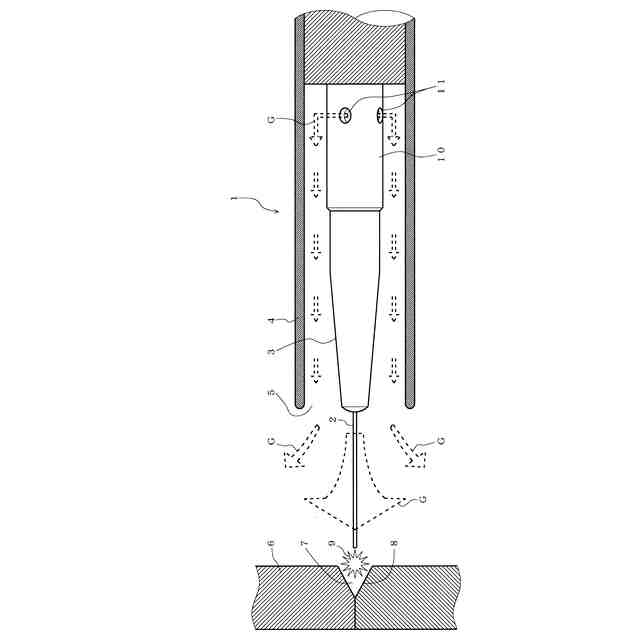
図1に示すように、アーク溶接に用いる溶接トーチ1は、先端部から溶接ワイヤ2を送り出す棒状のチップ3と、チップ3の周囲を囲繞する筒状のノズル4とを備えており、ノズル4とチップ3との間に流したシールドガスG(例えばCO2ガス)をノズル4の開口5から被溶接部材6の溶接箇所7へ噴出してアーク溶接を行うものである。
【0003】
すなわち、チップ3の先端部から溶接ワイヤ2を被溶接部材6の溶接箇所7に形成した開先8へ向けて送り出しつつ、溶接ワイヤ2と被溶接部材6との間に電圧を印加してアーク9を発生させ、開先8を溶接ワイヤ2と共に溶融させる。この際、溶接箇所7の溶融金属が空気と触れると溶接欠陥の原因となるため、チップ3の基端部に装着されたオリフィス10の噴出口11から噴出されたシールドガスGを、チップ3とノズル4との間に流してノズル4の開口5から溶接箇所7に向けて噴射し、溶接箇所7の溶融金属が空気と接触することを抑えている。
【0004】
しかし、図1に示すように、一般的な溶接トーチ1のノズル4の内周面は滑らかな筒状となっているため、ノズル4とチップ3との間を流れるシールドガスGは、ノズル4の開口5から噴出された直後に破線矢印Gに示すように四方八方に拡散してしまい、溶接箇所7におけるシールドガスGのガス濃度が薄まりシールド効果が低下する。また、ノズル4の開口5からシールドガスGが拡散すると、溶接箇所7へ向けたガスGの勢い(慣性力)が低下するめ、風等の外的要因により溶接箇所7まで適切に届かない虞がある。このため、溶接品質の低下が懸念される。
【0005】
この結果、適切な溶接品質を確保できるシールド効果を得るためには多量のシールドガスGをノズル4の開口5から噴射させる必要があり、シールドガスGの使用量が増大してコストアップの原因となっていた。また、シールドガスGにCO2ガス等の温暖化ガスを用いた場合、地球環境保護に悪影響を及ぼす原因となる。
【0006】
この対策として、溶接トーチ1のノズル4の内周面に螺旋状の溝を形成し、シールドガスGに旋回流を付与することでシールドガスGの広がりを抑制し、高いシールド効果を得るようにしたものが知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
特開2021-186836号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、文献1の螺旋状の溝は、溶接トーチのノズル自体の内周面に形成されているため、図1に示すような既存の溶接トーチ1のノズル4に付与することができず、既存の溶接トーチ1に後発的に旋回流を発生させられない。従って、既存の溶接トーチ1に対してシールドガスGの使用量を削減することはできない。また、経年使用した場合、溶接時に飛散するスパッタがノズル4の内周面に形成された螺旋溝に付着積層して旋回流の生成が妨げられることが考えられる。この場合、適切な旋回流を回復させるためには、ノズル4を溶接トーチ1から取り外して新品と交換する必要が生じ、一定のコストが避けられない。
【0009】
以上の事情を考慮して創案された本発明の目的は、既存の溶接トーチに後付けすることで既存の溶接トーチについて旋回流を生成してシールドガスの使用量を削減でき、加えて、溶接スパッタの付着積層によって旋回流の生成が妨げられた場合に最小限のコストで旋回流の生成を回復できる溶接トーチのノズルアタッチメントを提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成すべく創案された本発明によれば、先端部から溶接ワイヤを送り出す棒状のチップと、チップの周囲を囲繞する筒状のノズルと、を備え、ノズルとチップとの間に流したシールドガスをノズルの開口から溶接箇所へ噴出してアーク溶接を行う溶接トーチのノズルに着脱されるノズルアタッチメントであって、ノズルの開口からノズルの内周面に接するように着脱自在に差し入れられる筒状の挿入筒部と、挿入筒部とチップとの間を流れるシールドガスに旋回流を付与するため挿入筒部の内周面に螺旋状に形成された螺旋部とを有する、ことを特徴とする溶接トーチのノズルアタッチメントが提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
個人
複合金属回転式ホーン
2か月前
株式会社FUJI
工作機械
6日前
日東精工株式会社
多軸ねじ締め機
3日前
有限会社 ナプラ
金属粒子
26日前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社ナベヤ
締結装置
1か月前
株式会社ツガミ
工作機械
2か月前
トヨタ自動車株式会社
取付装置
2か月前
ブラザー工業株式会社
工作機械
4日前
ブラザー工業株式会社
工作機械
4日前
株式会社FUJI
チャック装置
16日前
株式会社トーキン
溶接用トーチ
2か月前
津田駒工業株式会社
2連回転割出し装置
26日前
オークマ株式会社
工作機械
25日前
株式会社コスメック
クランプ装置
11日前
株式会社プロテリアル
金属箔の溶接方法
3日前
株式会社不二越
管用テーパタップ
5日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
20日前
ビアメカニクス株式会社
レーザ加工装置
3日前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
診断装置
1か月前
株式会社不二越
歯車研削盤
1か月前
株式会社関本管工
エルボ管保持装置
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
スター精密株式会社
工作機械
1か月前
オーエスジー株式会社
ドリル
12日前
トヨタ自動車株式会社
レーザ加工機
17日前
豊田鉄工株式会社
レーザー溶接装置
27日前
アサダ株式会社
バンドソー装置
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































