TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025058457
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023168400
出願日
2023-09-28
発明の名称
3次元造形装置およびパレット検出方法
出願人
株式会社FUJI
代理人
弁理士法人アイテック国際特許事務所
主分類
B29C
64/393 20170101AFI20250402BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】センサの数を増やすことなく、パレットを適切に検出する。
【解決手段】板状のパレットに造形物を造形する3次元造形装置は、パレットの対向する二つの辺の縁部を載置可能な一対の載置部材と、載置部材の少なくとも一方側に辺の長さより大きな間隔で配設され格納位置から載置部材の間に向けて突出するように作動する一対の突出部材と、突出部材を作動させる第1アクチュエータと、突出部材または第1アクチュエータの作動位置を検出する第1センサと、を備え、パレットを移動させるパレット移動部と、第1アクチュエータにより突出部材を作動させた際の第1センサの検出信号に基づいて、載置部材上に間隔内に収まる位置からずれた位置ずれ状態のパレットがあるか否かを検出する検出処理を実行する検出処理部と、を備える。
【選択図】図10
特許請求の範囲
【請求項1】
板状のパレットに造形物を造形する3次元造形装置であって、
前記パレットの対向する二つの辺の縁部を載置可能な一対の載置部材と、前記載置部材の少なくとも一方側に前記辺の長さより大きな間隔で配設され格納位置から前記載置部材の間に向けて突出するように作動する一対の突出部材と、前記突出部材を作動させる第1アクチュエータと、前記突出部材または前記第1アクチュエータの作動位置を検出する第1センサと、を備え、前記パレットを移動させるパレット移動部と、
前記第1アクチュエータにより前記突出部材を作動させた際の前記第1センサの検出信号に基づいて、前記載置部材上に前記間隔内に収まる位置からずれた位置ずれ状態の前記パレットがあるか否かを検出する検出処理を実行する検出処理部と、
を備える3次元造形装置。
続きを表示(約 1,500 文字)
【請求項2】
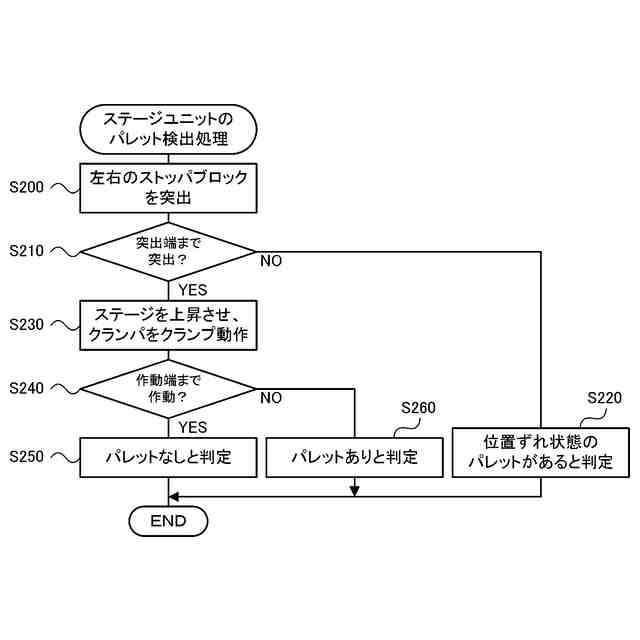
前記検出処理部は、前記第1センサの検出信号に基づいて前記突出部材が突出端位置にあるか否かを判定し、前記突出部材が前記突出端位置にある場合に前記位置ずれ状態の前記パレットがないことを検出し、前記突出部材が前記突出端位置にない場合に前記位置ずれ状態の前記パレットがあることを検出する、
請求項1に記載の3次元造形装置。
【請求項3】
前記パレット移動部は、前記載置部材の間を昇降可能に構成され上面で前記パレットを支持するステージと、前記ステージ上の前記パレットをクランプするように作動するクランプ部材と、前記クランプ部材を作動させる第2アクチュエータと、前記クランプ部材または前記第2アクチュエータの作動位置を検出する第2センサと、を備え、
前記検出処理部は、前記検出処理では、前記位置ずれ状態の前記パレットがないことを検出した後に、前記ステージが上昇した状態で前記第2アクチュエータにより前記クランプ部材を作動させた際の前記第2センサの検出信号に基づいて、前記ステージ上に前記パレットがあるか否かを検出する、
請求項1または2に記載の3次元造形装置。
【請求項4】
前記クランプ部材は、待機位置から、前記パレットをクランプする位置を超えた作動端位置まで作動可能であり、
前記検出処理部は、前記第2センサの検出信号に基づいて前記クランプ部材が前記作動端位置にあるか否かを判定し、前記クランプ部材が前記作動端位置にある場合に前記パレットがないことを検出し、前記クランプ部材が前記作動端位置にない場合に前記パレットがあることを検出する、
請求項3に記載の3次元造形装置。
【請求項5】
作業者が前記載置部材に前記パレットをセットする際に開閉される開閉カバーを備え、
前記検出処理部は、前記開閉カバーが閉じられた場合に、前記検出処理を実行する、
請求項1または2に記載の3次元造形装置。
【請求項6】
前記パレット移動部の外部から前記載置部材に前記パレットを移載する移載部を備え、
前記検出処理部は、前記移載部により前記載置部材に前記パレットが移載された場合に、前記検出処理を実行する、
請求項1または2に記載の3次元造形装置。
【請求項7】
前記検出処理部により前記位置ずれ状態の前記パレットがあることが検出された場合に、作業者にエラーを報知する報知処理部を備える、
請求項1または2に記載の3次元造形装置。
【請求項8】
前記第1アクチュエータにより前記突出部材を作動させた状態で、前記パレットを前記載置部材にセットするように作業者に指示する指示処理部を備える、
請求項1または2に記載の3次元造形装置。
【請求項9】
板状のパレットの対向する二つの辺の縁部を載置可能な一対の載置部材と、前記載置部材の少なくとも一方側に前記辺の長さより大きな間隔で配設され格納位置から前記載置部材の間に向けて突出するように作動する一対の突出部材と、前記突出部材を作動させる第1アクチュエータと、前記突出部材または前記第1アクチュエータの作動位置を検出する第1センサと、を備えるパレット移動部により前記パレットを移動させ、前記パレットに造形物を造形する3次元造形装置のパレット検出方法であって、
前記第1アクチュエータにより前記突出部材を作動させた際の前記第1センサの検出信号に基づいて、前記載置部材上に前記間隔内に収まる位置からずれた位置ずれ状態の前記パレットがあるか否かを検出する検出処理を実行するステップを含む、
パレット検出方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、3次元造形装置およびパレット検出方法について開示する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、矩形状の金属板からなるパレット(可搬プレート)の上に、造形材を吐出して造形物を造形する3次元造形装置が提案されている。例えば、特許文献1には、パレットがセットされたことを検出するためのセンサを備え、センサによりパレットを検出するとパレットを固定して造形処理を行うことが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2013-67036号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した装置において、セットされるパレットの位置決めなどを目的に、パレットの辺の長さよりも若干大きな間隔で一対の可動式の突出部材を配設することが考えられる。しかし、パレットを検出するためのセンサに加えて、突出部材の作動位置を検出するためのセンサも必要となるため、センサの数が増えてしまう。
【0005】
本開示は、センサの数を増やすことなく、パレットを適切に検出することを主目的とする。
【課題を解決するための手段】
【0006】
本開示は、上述の主目的を達成するために以下の手段を採った。
【0007】
本開示の3次元造形装置は、
板状のパレットに造形物を造形する3次元造形装置であって、
前記パレットの対向する二つの辺の縁部を載置可能な一対の載置部材と、前記載置部材の少なくとも一方側に前記辺の長さより大きな間隔で配設され格納位置から前記載置部材の間に向けて突出するように作動する一対の突出部材と、前記突出部材を作動させる第1アクチュエータと、前記突出部材または前記第1アクチュエータの作動位置を検出する第1センサと、を備え、前記パレットを移動させるパレット移動部と、
前記第1アクチュエータにより前記突出部材を作動させた際の前記第1センサの検出信号に基づいて、前記載置部材上に前記間隔内に収まる位置からずれた位置ずれ状態の前記パレットがあるか否かを検出する検出処理を実行する検出処理部と、
を備えることを要旨とする。
【0008】
本開示の3次元造形装置では、第1アクチュエータにより突出部材を作動させた際の第1センサの検出信号に基づいて、載置部材上に位置ずれ状態のパレットがあるか否かを検出する。これにより、パレット検出用のセンサを設けることなく、突出部材の作動確認に必要な第1センサを用いてパレットを検出可能となる。したがって、可動式の突出部材を設けても、センサの数を増やすことなくパレットを適切に検出することができる。
【図面の簡単な説明】
【0009】
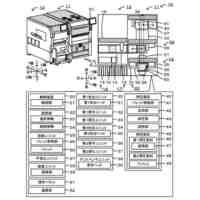
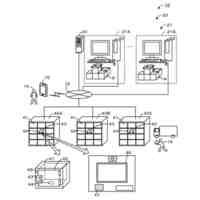
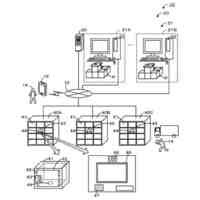
造形装置10を含む生産システム1の構成の概略を示す構成図。
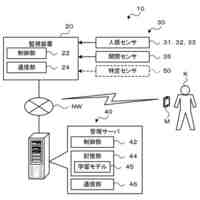
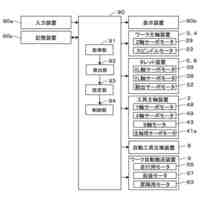
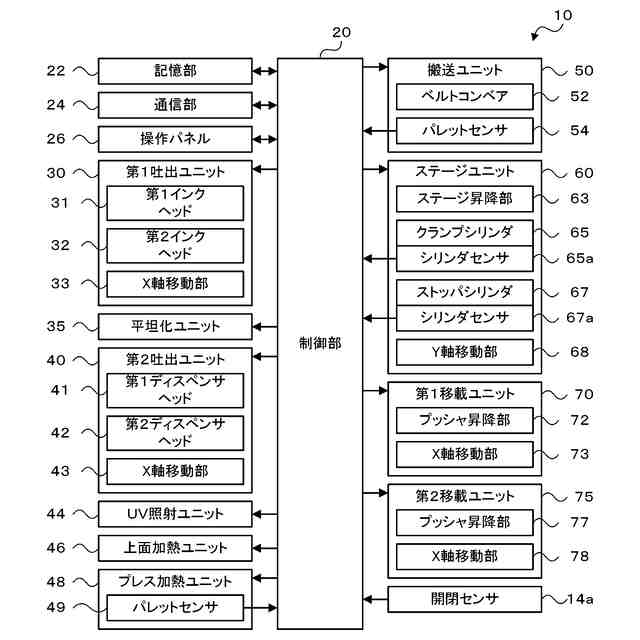
造形装置10の構成の概略を示すブロック図。
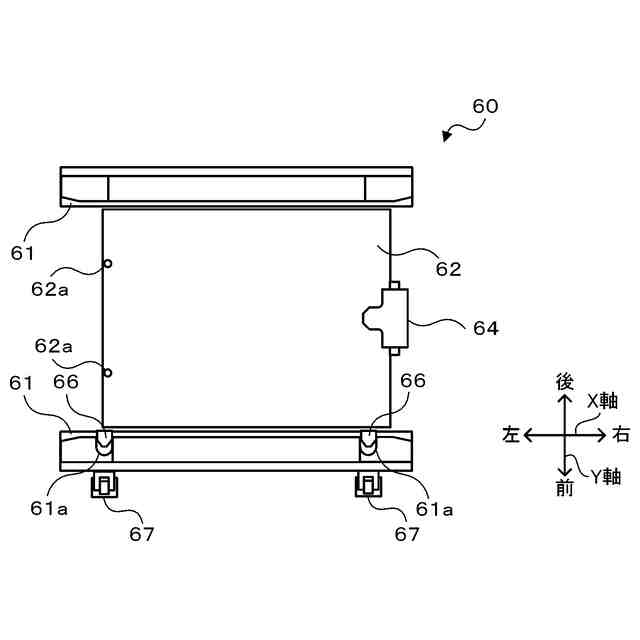
パレットPがない状態のステージユニット60の上面図。
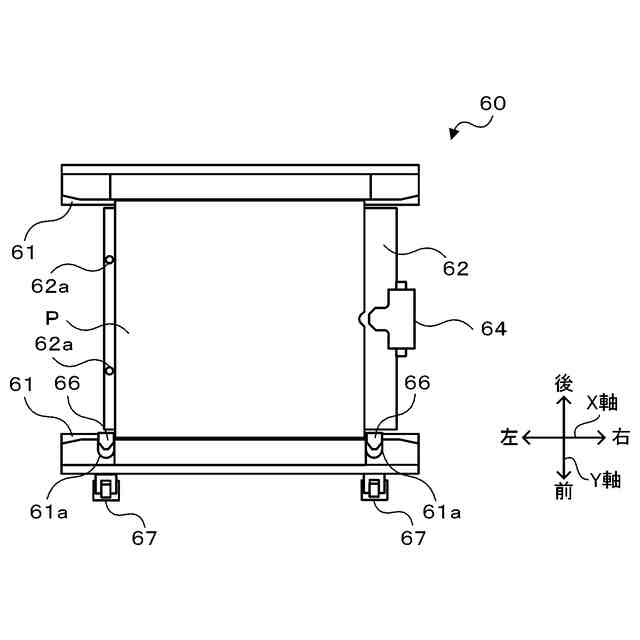
パレットPがある状態のステージユニット60の上面図。
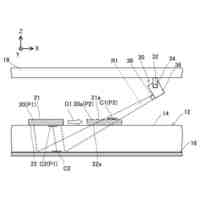
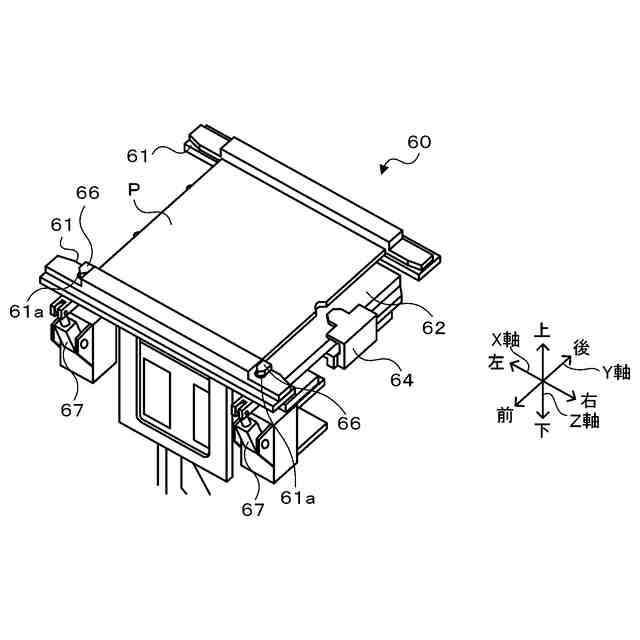
パレットPがある状態のステージユニット60の斜視図。
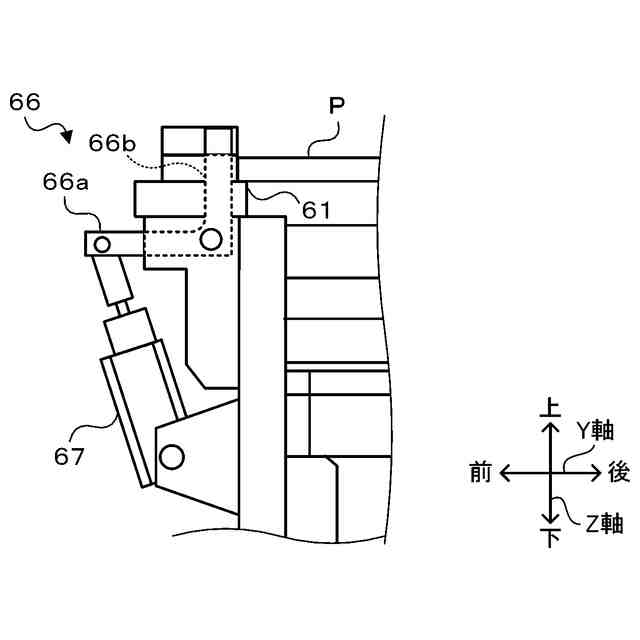
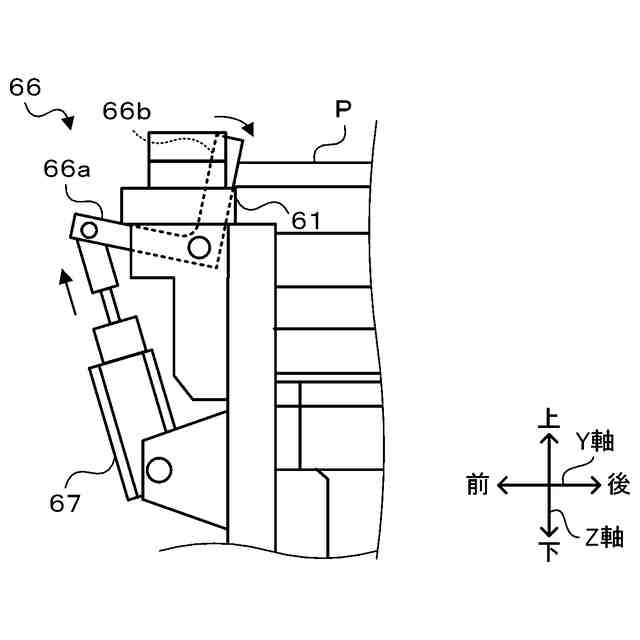
ストッパブロック66の構成の概略を示す構成図。
ストッパブロック66の構成の概略を示す構成図。
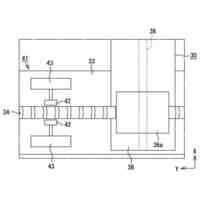
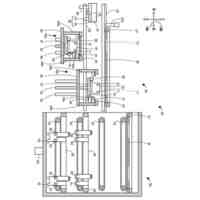
第1移載ユニット70の構成の概略を示す構成図。
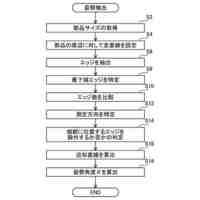
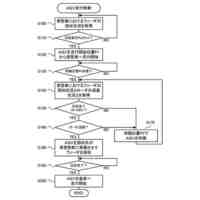
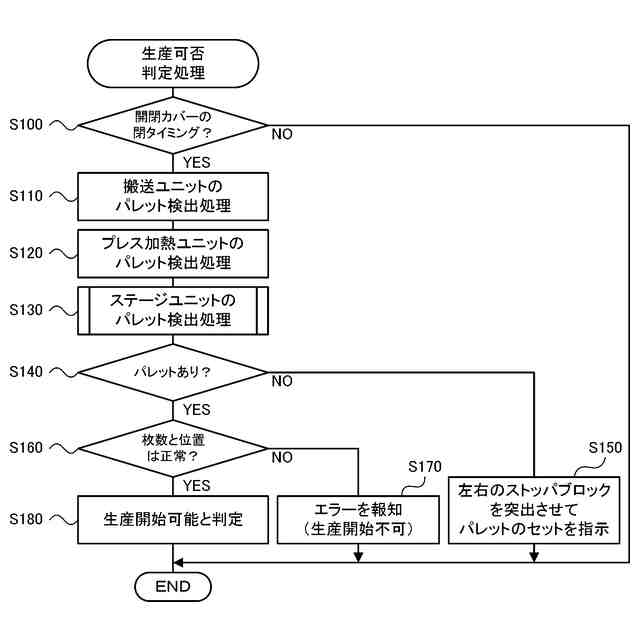
生産可否判定処理の一例を示すフローチャート。
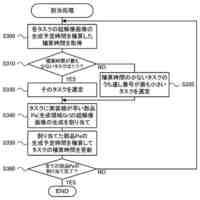
ステージユニットのパレット検出処理の一例を示すフローチャート。
ストッパブロック66の突出が阻害された様子の一例を示す説明図。
パレット検出処理の様子を示す説明図。
パレット移載処理の一例を示すフローチャート。
パレット移載処理の別例を示すフローチャート。
【発明を実施するための形態】
【0010】
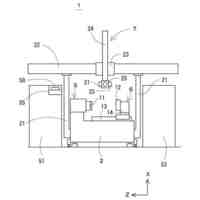
本開示の実施形態について図面を用いて説明する。図1は、造形装置10を含む生産システム1の構成の概略を示す構成図である。図2は、造形装置10の構成の概略を示すブロック図である。なお、本実施形態において、左右方向(X軸)、前後方向(Y軸)、上下方向(Z軸)は、図1に示した通りとする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
印刷装置
12日前
株式会社FUJI
基板搬送装置
6日前
株式会社FUJI
保持具収納装置
1か月前
株式会社FUJI
ストッカシステム
22日前
株式会社FUJI
周辺装置制御用治具
21日前
株式会社FUJI
ワーク搬送機付き工作機械
16日前
株式会社FUJI
押圧装置、印刷装置及び押圧部材
16日前
株式会社FUJI
実装機、実装機のヘッド交換方法
22日前
株式会社FUJI
部品実装機及び部品傾き検出方法
1か月前
株式会社FUJI
3次元造形装置およびパレット検出方法
1か月前
株式会社FUJI
実装装置、画像処理装置および画像処理方法
1か月前
株式会社FUJI
部品実装機、方法及びコンピュータプログラム
1か月前
株式会社FUJI
動作プログラム、およびアクチュエータの駆動方法
1か月前
株式会社FUJI
制御装置、管理装置、ストッカシステムおよびストッカ
1か月前
株式会社FUJI
睡眠判定システム、睡眠判定方法および学習モデル生成方法
22日前
株式会社FUJI
実装システム
1か月前
株式会社FUJI
制御装置、ストッカ、管理装置、ストッカシステムおよび制御方法
19日前
株式会社FUJI
廃材処理システム
1か月前
株式会社FUJI
制御装置、ストッカ、ストッカシステム、管理装置および制御方法
15日前
株式会社FUJI
廃テープ回収ユニット
8日前
株式会社FUJI
印刷装置及び搬送治具
1か月前
株式会社FUJI
ワーク加工装置、ワーク加工装置における搬送方法、及び搬送プログラム
1か月前
株式会社FUJI
良否判定方法および基板生産システム
1か月前
株式会社FUJI
良否判定方法および基板生産システム
1か月前
東レ株式会社
吹出しノズル
6か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
シーメット株式会社
光造形装置
5か月前
個人
射出ミキシングノズル
7か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社日本製鋼所
押出機
8か月前
グンゼ株式会社
ピン
5か月前
株式会社カワタ
計量混合装置
12日前
株式会社FTS
ロッド
4か月前
日機装株式会社
加圧システム
1か月前
個人
樹脂可塑化方法及び装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ