TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069379
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2025017402,2022579185
出願日
2025-02-05,2021-02-02
発明の名称
実装システム
出願人
株式会社FUJI
代理人
弁理士法人アイテック国際特許事務所
主分類
H05K
13/02 20060101AFI20250422BHJP(他に分類されない電気技術)
要約
【課題】自動搬送車による部材の回収を効率よく行う。
【解決手段】部品の実装に関する実装関連処理を行う複数の実装関連装置が並んで配置され、実装関連処理に用いられた部材が所定箇所に回収される実装ラインを備え、自動搬送車により所定箇所から部材が回収される実装システムは、所定箇所における部材の回収状況に基づいて、所定箇所への自動搬送車の走行を制御する制御装置を備える。
【選択図】図5
特許請求の範囲
【請求項1】
部品の実装に関する実装関連処理を行う複数の実装関連装置が並んで配置され、前記実装関連処理に用いられた部材が所定箇所に回収される実装ラインを備え、自動搬送車により前記所定箇所から前記部材が回収される実装システムであって、
前記所定箇所における前記部材の回収状況に基づいて、前記所定箇所への前記自動搬送車の走行を制御する制御装置
を備える実装システム。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の実装システムであって、
前記制御装置は、前記所定箇所に回収対象の前記部材が揃った場合に所定の走行開始位置から前記所定箇所への走行を開始するように、前記自動搬送車を制御する
実装システム。
【請求項3】
請求項1に記載の実装システムであって、
前記制御装置は、前記所定箇所に回収対象の前記部材が揃う前に所定の走行開始位置から前記所定箇所への走行を開始し、前記走行開始位置よりも前記所定箇所に近い所定の待機位置で回収対象の前記部材が揃うまで待機するように、前記自動搬送車を制御する
実装システム。
【請求項4】
請求項3に記載の実装システムであって、
前記制御装置は、前記回収対象の前記部材が揃う前において該回収対象のうち所定割合以上の前記部材が揃った場合に前記走行開始位置から走行を開始するように、前記自動搬送車を制御する
実装システム。
【請求項5】
請求項1に記載の実装システムであって、
前記所定箇所には、前記部材が回収される回収箇所と、前記部材が配膳される配膳箇所とが設けられており、
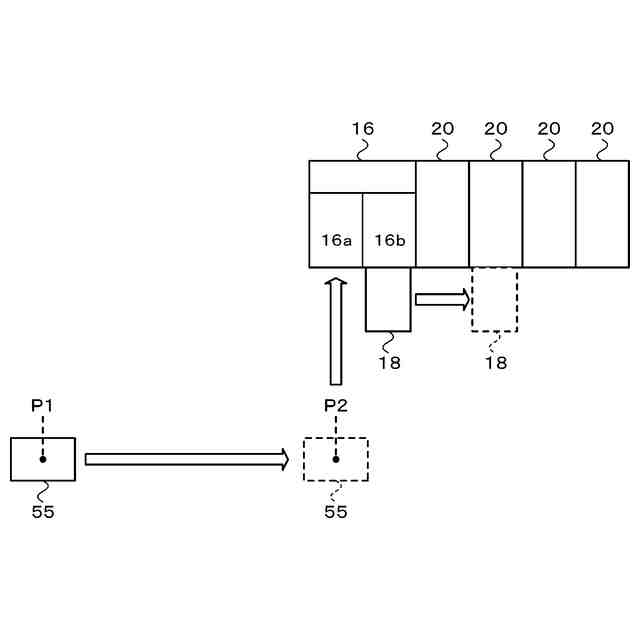
前記制御装置は、前記配膳箇所に配膳される配膳対象の前記部材が揃った状態で、前記回収箇所における前記部材の回収状況に基づいて回収対象の前記部材が揃ったことを確認した場合に、配膳対象の前記部材が搭載された前記自動搬送車が所定の走行開始位置から前記所定箇所への走行を開始し、前記所定箇所では前記配膳箇所に配膳対象の前記部材を配膳した後に前記回収箇所から回収対象の前記部材を回収するように、前記自動搬送車を制御する
実装システム。
【請求項6】
請求項1に記載の実装システムであって、
前記所定箇所には、前記部材が回収される回収箇所と、前記部材が配膳される配膳箇所とが設けられており、
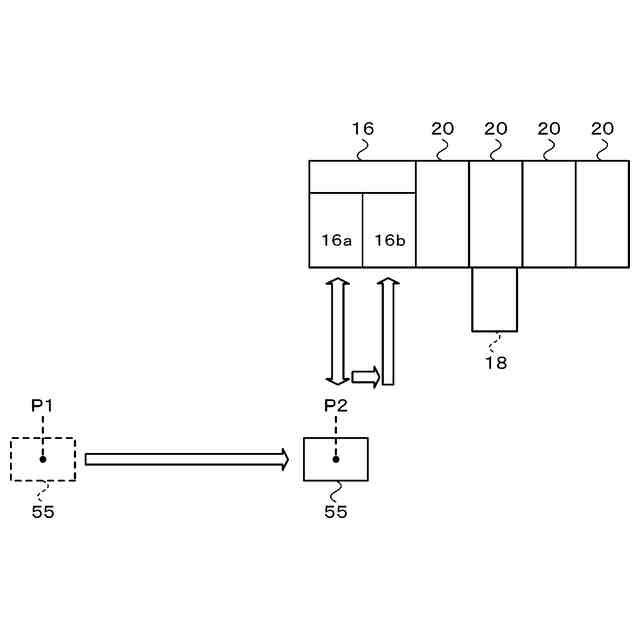
前記制御装置は、前記回収箇所における前記部材の回収状況と前記配膳箇所における前記部材の配膳状況とに基づいて回収対象の前記部材が揃うと共に前記配膳箇所に配膳対象の前記部材の配膳が可能であることを確認した場合に、配膳対象の前記部材が搭載された前記自動搬送車が所定の走行開始位置から前記所定箇所への走行を開始し、前記所定箇所では前記配膳箇所に配膳対象の前記部材を配膳した後に前記回収箇所から回収対象の前記部材を回収するように、前記自動搬送車を制御する
実装システム。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、実装システムを開示する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、部品を基板に実装する実装装置などの実装関連設備と、実装に用いられる部材を実装関連設備に補給したり実装関連設備から回収したりする交換装置と、を備える実装システムが知られている(例えば、特許文献1参照)。この実装システムでは、交換装置として、実装装置本体の背後で交換テーブルが所定方向に往復移動可能なテーブル移動装置と、テーブル移動装置の背後に配置され所定方向に沿って移動可能な台車とを備えるものが記載されている。そして、部材を搭載した交換テーブルを、実装装置とテーブル移動装置との間およびテーブル移動装置と台車との間をスライドさせることにより、部材を交換テーブルごと交換するものとしている。
【先行技術文献】
【特許文献】
【0003】
特開平5-75293号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した実装システムが、使用済みの部材を所定箇所にまとめて回収しておき、自動搬送車により所定箇所から回収されるように構成される場合がある。しかしながら、自動搬送車が所定箇所に到着した場合に、部材の回収が予定通り行われていないと、部材が回収されるまで自動搬送車を待機させる必要があり、搬送車による部材の回収効率が低下してしまう。
【0005】
本開示は、自動搬送車による部材の回収を効率よく行うことを主目的とする。
【課題を解決するための手段】
【0006】
本開示は、上述の主目的を達成するために以下の手段を採った。
【0007】
本開示の実装システムは、
部品の実装に関する実装関連処理を行う複数の実装関連装置が並んで配置され、前記実装関連処理に用いられた部材が所定箇所に回収される実装ラインを備え、自動搬送車により前記所定箇所から前記部材が回収される実装システムであって、
前記所定箇所における前記部材の回収状況に基づいて、前記所定箇所への前記自動搬送車の走行を制御する制御装置
を備えることを要旨とする。
【0008】
本開示の実装システムでは、所定箇所における部材の回収状況に基づいて、所定箇所への自動搬送車の走行を制御する。このため、自動搬送車が所定箇所に到着したり近付いた際に部材の回収が完了していない状況となるのを抑制することができる。したがって、自動搬送車が所定箇所への部材の回収を待つ待機時間を削減することができるから、自動搬送車による部材の回収を効率よく行うことができる。
【図面の簡単な説明】
【0009】
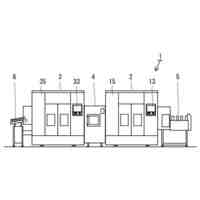
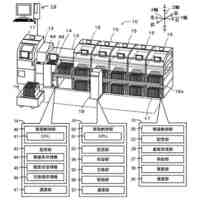
実装システム1の一例を示す説明図。
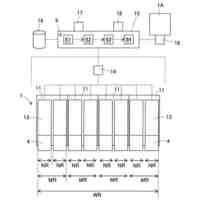
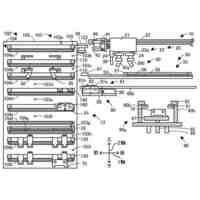
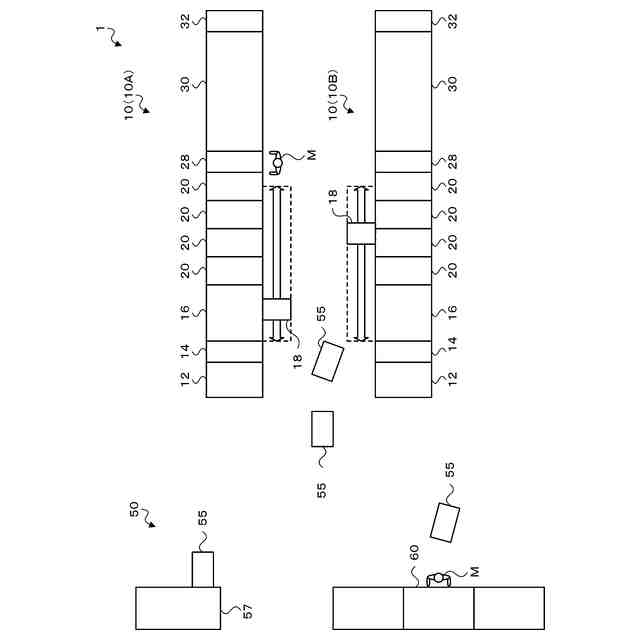
実装ライン10の構成の概略を示す説明図。
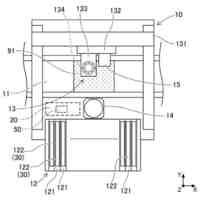
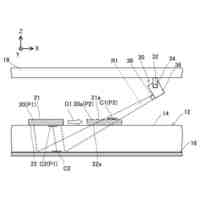
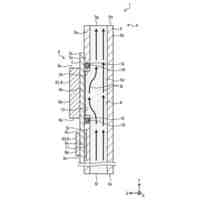
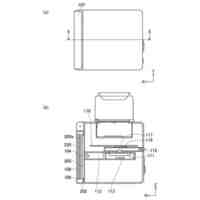
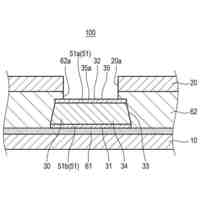
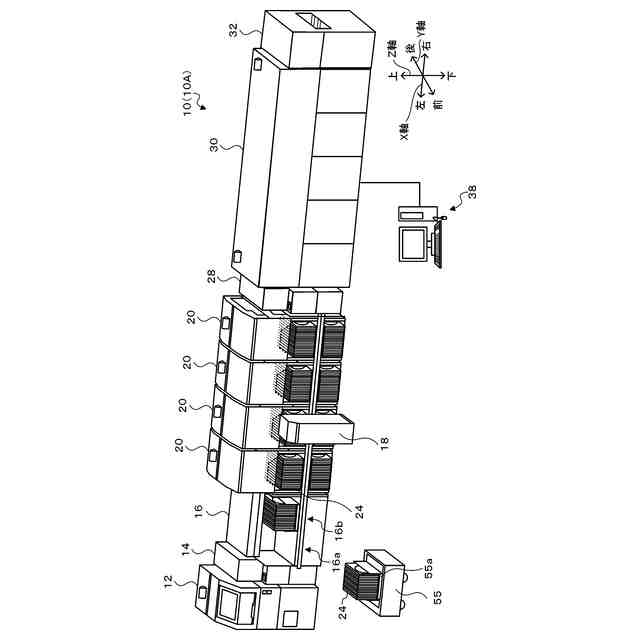
実装装置20の構成の概略を示す説明図。
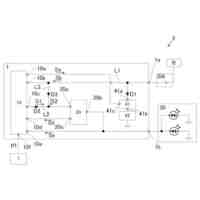
実装システム1の制御に関する構成を示すブロック図。
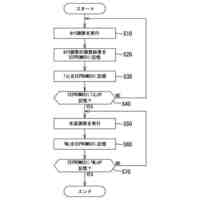
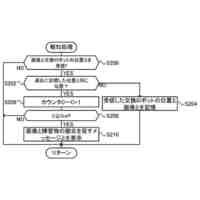
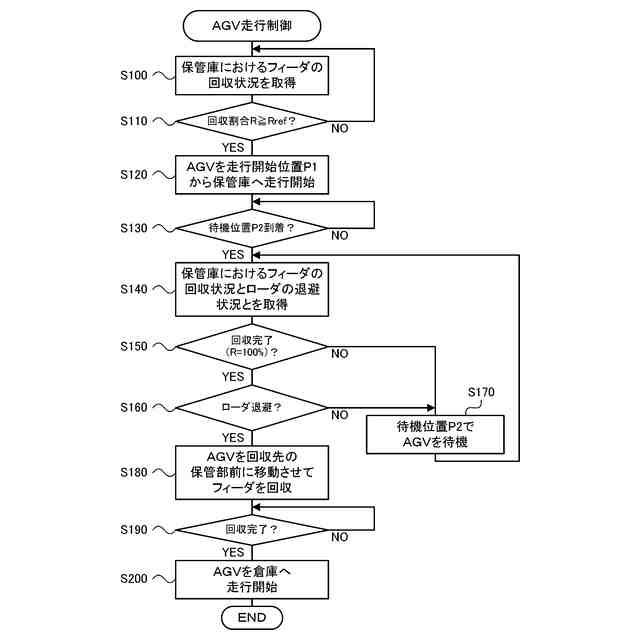
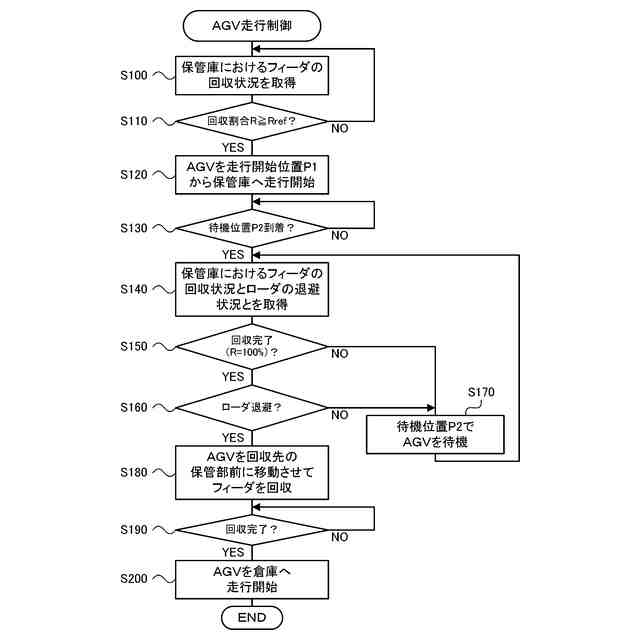
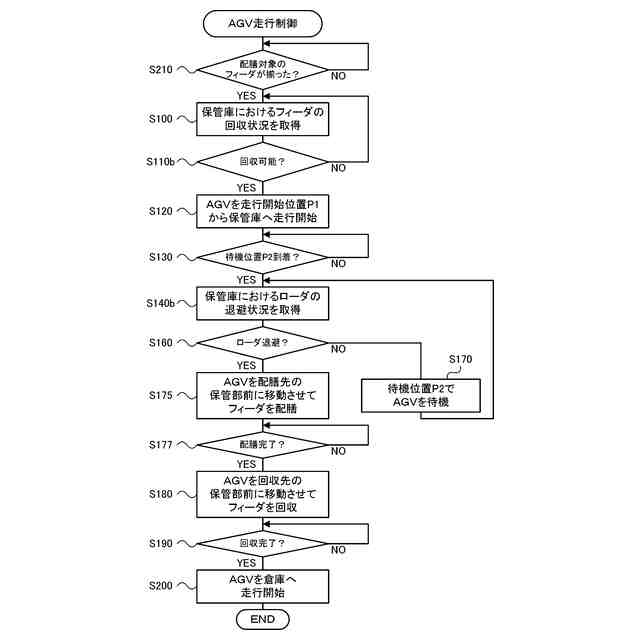
AGV走行制御の一例を示すフローチャート。
AGV55が保管庫16へ走行する様子の一例を示す説明図。
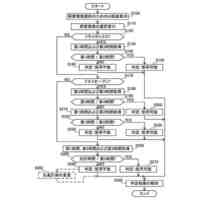
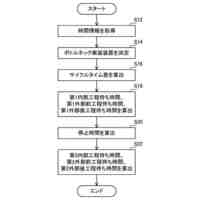
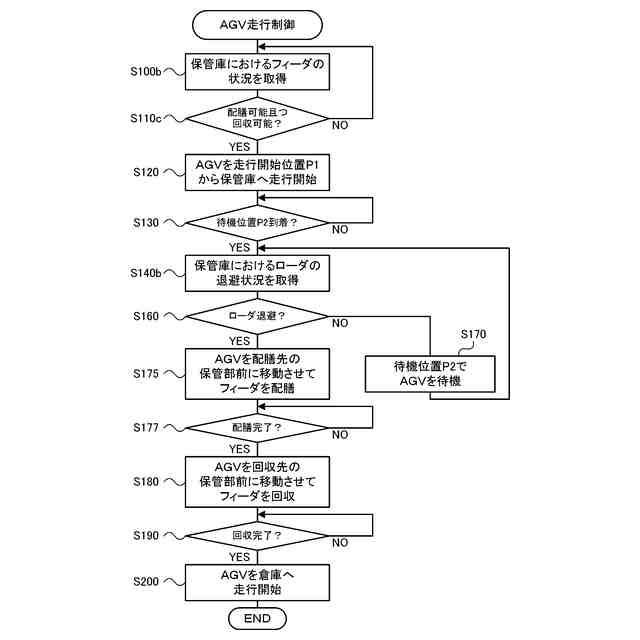
変形例のAGV走行制御を示すフローチャート。
変形例においてAGV55が保管庫16へ走行する様子を示す説明図。
変形例のAGV走行制御を示すフローチャート。
【発明を実施するための形態】
【0010】
次に、本開示を実施するための形態を図面を参照しながら説明する。図1は、実装システム1の一例を示す説明図である。図2は、実装ライン10の構成の概略を示す説明図である。図3は、実装装置20の構成の概略を示す説明図である。図4は、実装システム1の制御に関する構成を示すブロック図である。なお、本実施形態において、左右方向(X軸)、前後方向(Y軸)及び上下方向(Z軸)は、図2,3に示した通りとする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
17日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
29日前
株式会社FUJI
加工システム
1か月前
株式会社FUJI
装着支援装置
1日前
株式会社FUJI
生産支援装置
22日前
株式会社FUJI
基板搬送装置
1か月前
株式会社FUJI
最適化システム
1か月前
株式会社FUJI
加工機械ライン
7日前
株式会社FUJI
対基板作業システム
1か月前
株式会社FUJI
支援装置及び支援方法
17日前
株式会社FUJI
搬送装置および搬送方法
15日前
株式会社FUJI
メンテナンス方法及び造形装置
1か月前
株式会社FUJI
部品実装機及び部品の傾き検出方法
15日前
株式会社FUJI
報知システム及び報知システムの制御方法
1か月前
株式会社FUJI
搬送ロボットの運用方法および搬送システム
2日前
株式会社FUJI
算出システム、管理装置、及びコンピュータプログラム
1か月前
株式会社FUJI
管理装置
1か月前
株式会社FUJI
印刷システム
今日
株式会社FUJI
実装システム
1か月前
株式会社FUJI
対基板作業機、および電磁モータの回転の規制を解除する解除方法
29日前
株式会社FUJI
廃テープ回収ユニット
1か月前
株式会社FUJI
搬入出方法及び収納装置
15日前
株式会社FUJI
部品補給作業管理装置、移動型作業装置、実装システム、情報処理方法及び移動作業方法
10日前
株式会社コロナ
電気機器
18日前
株式会社遠藤照明
照明装置
1か月前
日本精機株式会社
回路基板
1か月前
日本精機株式会社
駆動装置
2か月前
三菱電機株式会社
電子機器
2か月前
株式会社国際電気
電子装置
2か月前
キヤノン株式会社
電子機器
22日前
株式会社プロテリアル
シールド材
2か月前
メクテック株式会社
配線基板
22日前
マクセル株式会社
配列用マスク
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ