TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085356
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199174
出願日
2023-11-24
発明の名称
算出システム、管理装置、及びコンピュータプログラム
出願人
株式会社FUJI
代理人
弁理士法人 快友国際特許事務所
主分類
H05K
13/00 20060101AFI20250529BHJP(他に分類されない電気技術)
要約
【課題】内部工程待ち時間及び外部工程待ち時間を算出する技術を提供する。
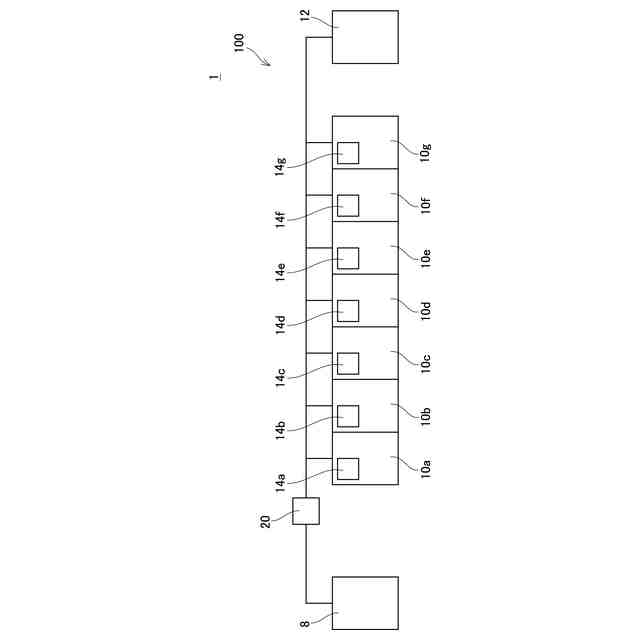
【解決手段】算出システムは、複数の実装装置と、その各々と通信可能に接続された管理装置とを備える。複数の実装装置は、第1実装装置と、第2実装装置とを少なくとも含む。複数の実装装置の各々は、当該実装装置における基板の搬送状態に関する時間情報を管理装置に出力し、管理装置は、複数の実装装置の各々から出力された時間情報に基づいて、複数の実装装置のうちの少なくとも一つの実装装置について、一つの実装装置を除いた他の実装装置における処理を待つことにより発生した内部工程待ち時間と、前工程設備における処理及び後工程設備における処理を待つことにより発生した外部工程待ち時間とを算出する。
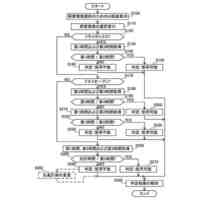
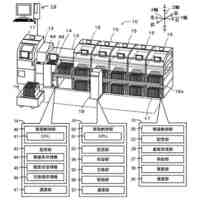
【選択図】図3
特許請求の範囲
【請求項1】
上流側から下流側に向かって順に配置された複数の実装装置と、前記複数の実装装置の各々と通信可能に接続された管理装置と、を備える算出システムであって、
前記複数の実装装置は、前工程設備に接続される第1実装装置と、後工程設備に接続される第2実装装置と、を少なくとも含み、
前記第1実装装置は、前記前工程設備において処理された基板を搬入し、搬入した前記基板に部品を実装する処理を実行した後、下流側の実装装置に搬出し、
前記第2実装装置は、上流側の実装装置において部品が実装された基板を搬入し、搬入した前記基板に部品を実装する処理をした後、前記後工程設備に搬出し、
前記複数の実装装置の各々は、当該実装装置における基板の搬送状態に関する時間情報を前記管理装置に出力し、
前記管理装置は、前記複数の実装装置の各々から出力された前記時間情報に基づいて、前記複数の実装装置のうちの少なくとも一つの実装装置について、前記一つの実装装置を除いた他の実装装置における処理を待つことにより発生した内部工程待ち時間と、前記前工程設備における処理及び前記後工程設備における処理を待つことにより発生した外部工程待ち時間とを算出する、算出システム。
続きを表示(約 2,700 文字)
【請求項2】
前記管理装置は、
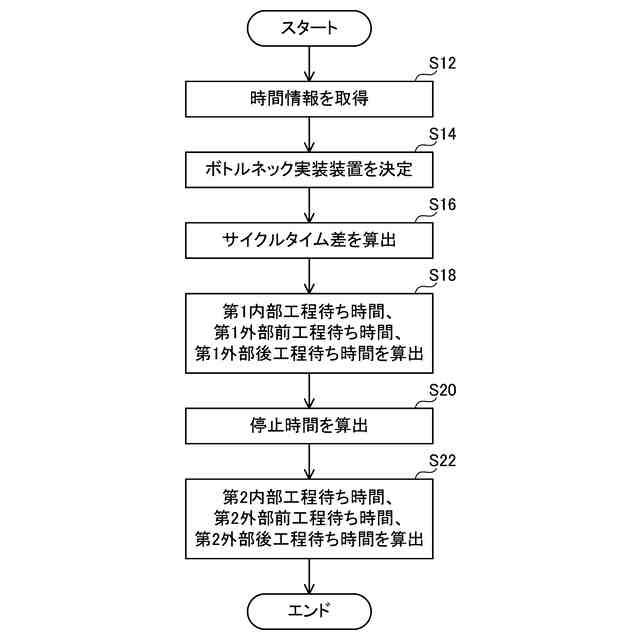
前記複数の実装装置の各々から出力された製造時間に基づいて、最も長い製造時間を出力する実装装置をボトルネック実装装置として決定し、
前記ボトルネック実装装置を除いた残りの実装装置の各々について、前記ボトルネック実装装置における製造時間から各実装装置における製造時間を減じた時間をサイクルタイム差とし、
前記サイクルタイム差に基づいて、前記内部工程待ち時間及び前記外部工程待ち時間を算出する、請求項1に記載の算出システム。
【請求項3】
前記時間情報は、前記一つの実装装置が、前記前工程設備における処理及び前記一つの実装装置よりも上流側に位置する実装装置における処理を待つことにより発生した前工程待ち時間と、前記一つの実装装置が、前記一つの実装装置よりも下流側に位置する実装装置における処理及び前記後工程設備における処理を待つことにより発生した後工程待ち時間を含み、
前記外部工程待ち時間は、前記前工程設備を待つことにより発生した外部前工程待ち時間と、前記後工程設備を待つことにより発生した外部後工程待ち時間を含み、
前記管理装置は、前記残りの実装装置の各々について、
前記サイクルタイム差を前記内部工程待ち時間に加算し、
前記残りの実装装置のうち、前記ボトルネック実装装置よりも上流側に位置する実装装置については、後工程待ち時間から前記サイクルタイム差を減じた時間を、前記外部後工程待ち時間として算出し、
前記残りの実装装置のうち、前記ボトルネック実装装置よりも下流側に位置する実装装置については、前工程待ち時間から前記サイクルタイム差を減じた時間を、前記外部前工程待ち時間として算出する、請求項2に記載の算出システム。
【請求項4】
前記管理装置は、前記複数の実装装置の各々における停止時間に基づいて、前記内部工程待ち時間及び前記外部工程待ち時間を算出する、請求項1から3のいずれか一項に記載の算出システム。
【請求項5】
前記時間情報は、前記一つの実装装置が、前記前工程設備における処理及び前記一つの実装装置よりも上流側に位置する実装装置における処理を待つことにより発生した前工程待ち時間と、前記一つの実装装置が、前記一つの実装装置よりも下流側に位置する実装装置における処理及び前記後工程設備における処理を待つことにより発生した後工程待ち時間を含み、
前記外部工程待ち時間は、前記前工程設備を待つことにより発生した外部前工程待ち時間と、前記後工程設備を待つことにより発生した外部後工程待ち時間を含み、
前記管理装置は、少なくとも前記一つの実装装置について、
前記他の実装装置における停止時間の合計である総停止時間を、前記内部工程待ち時間に加算し、
前工程待ち時間から、前記他の実装装置のうち、前記一つの実装装置よりも上流側に位置する実装装置における停止時間の合計を減じた値を、前記外部前工程待ち時間として算出し、
後工程待ち時間から、前記他の実装装置のうち、前記一つの実装装置よりも下流側に位置する実装装置における停止時間の合計を減じた値を、前記外部後工程待ち時間として算出する、請求項4に記載の算出システム。
【請求項6】
前記管理装置は、前記内部工程待ち時間を要因ごと分類して提示可能である、請求項1に記載の算出システム。
【請求項7】
前記要因には、最も長い製造時間を出力するボトルネック実装装置における製造時間から各実装装置における製造時間を減じた時間であるサイクルタイム差、又は前記他の実装装置における停止時間の合計の時間である総停止時間の少なくとも一方が含まれる、請求項6に記載の算出システム。
【請求項8】
前記管理装置は、前記複数の実装装置の各々から出力された前記時間情報のみに基づいて、前記内部工程待ち時間及び前記外部工程待ち時間を算出する、請求項1に記載の算出システム。
【請求項9】
上流側から下流側に向かって順に配置された複数の実装装置の各々と通信可能に接続された管理装置であって、
前記複数の実装装置は、前工程設備に接続される第1実装装置と、後工程設備に接続される第2実装装置と、を少なくとも含み、
前記第1実装装置は、前記前工程設備において処理された基板を搬入し、搬入した前記基板に部品を実装する処理を実行した後、下流側の実装装置に搬出し、
前記第2実装装置は、上流側の実装装置において部品が実装された基板を搬入し、搬入した前記基板に部品を実装する処理をした後、前記後工程設備に搬出し、
前記複数の実装装置の各々は、当該実装装置における基板の搬送状態に関する時間情報を前記管理装置に出力し、
前記管理装置は、前記複数の実装装置の各々から出力された前記時間情報に基づいて、前記複数の実装装置のうちの少なくとも一つの実装装置について、当該一つの実装装置を除いた他の実装装置における実装処理を待つことにより発生した内部工程待ち時間と、前記前工程設備及び前記後工程設備を待つことにより発生した外部工程待ち時間とを算出する、管理装置。
【請求項10】
上流側から下流側に向かって順に配置された複数の実装装置の各々と通信可能に接続されている管理装置のためのコンピュータプログラムであって、
前記複数の実装装置は、前工程設備に接続される第1実装装置と、後工程設備に接続される第2実装装置と、を少なくとも含み、前記第1実装装置は、前記前工程設備において処理された基板を搬入し、搬入した前記基板に部品を実装する処理を実行した後、下流側の実装装置に搬出し、前記第2実装装置は、上流側の実装装置において部品が実装された基板を搬入し、搬入した前記基板に部品を実装する処理をした後、前記後工程設備に搬出し、
前記コンピュータプログラムは、前記管理装置を、
前記複数の実装装置の各々から、当該実装装置における基板の搬送状態に関する時間情報を取得する時間情報取得部と、
前記複数の実装装置の各々から取得した前記時間情報に基づいて、前記複数の実装装置のうちの少なくとも一つの実装装置について、当該一つの実装装置を除いた他の実装装置における実装処理を待つことにより発生した内部工程待ち時間と、前記前工程設備及び前記後工程設備を待つことにより発生した外部工程待ち時間とを算出する待ち時間算出部として機能させるコンピュータプログラム。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、電子部品を基板に実装する技術に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
例えば、半田印刷処理、接着剤塗布処理、実装処理、外観検査処理、半田付け処理といった一連の処理によって、電子部品が実装された基板が生産される。この場合、例えば、実装処理が終わっていても、その前工程設備において接着剤塗布処理が終わっていなければ、前工程設備から実装装置へ基板が搬送されず、実装装置において待ち時間が発生する。そして、この待ち時間は、実装装置による処理時間に含まれて計測されてしまう。
【0003】
上記の点に関して、特許文献1には、前工程待ち時間及び後工程待ち時間を算出するための技術が開示されている。特許文献1の算出システムは、部品実装装置から前工程設備に対して基板搬送が要求されており、かつ、前工程設備から部品実装装置に対して基板搬送が許可されない時間を、前工程待ち時間として算出する。同様に、特許文献1の算出システムは、部品実装装置から後工程設備に対して基板搬送が許可され、かつ、後工程設備から部品実装装置に対して基板搬送が要求されない時間を、後工程待ち時間として算出する。
【先行技術文献】
【特許文献】
【0004】
特開平05-048291号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の算出システムでは、実装装置が前工程設備又は後工程設備における処理を待つことより発生した待ち時間、即ち、外部工程待ち時間が算出される。しかしながら、基板に複数の電子部品を実装する場合には、実装装置として、上流側から下流側に向かって順に配置された複数の実装装置が採用されることがある。この場合、例えば、特定の実装装置について、特許文献1の技術を用いて外部工程待ち時間を算出すると、算出された外部工程待ち時間には、特定の実装装置を除いた他の実装装置における処理を待つことにより発生した待ち時間(即ち、内部工程待ち時間)が含まれてしまうという問題がある。
【0006】
本明細書は、内部工程待ち時間及び外部工程待ち時間を算出するための技術を開示する。
【課題を解決するための手段】
【0007】
本明細書に開示する算出システムは、上流側から下流側に向かって順に配置された複数の実装装置と、複数の実装装置の各々と通信可能に接続された管理装置と、を備える。複数の実装装置は、前工程設備に接続される第1実装装置と、後工程設備に接続される第2実装装置と、を少なくとも含む。第1実装装置は、前工程設備において処理された基板を搬入し、搬入した基板に部品を実装する処理を実行した後、下流側の実装装置に搬出する。第2実装装置は、上流側の実装装置において部品が実装された基板を搬入し、搬入した基板に部品を実装する処理をした後、後工程設備に搬出する。複数の実装装置の各々は、当該実装装置における基板の搬送状態に関する時間情報を管理装置に出力する。管理装置は、複数の実装装置の各々から出力された時間情報に基づいて、複数の実装装置のうちの少なくとも一つの実装装置について、一つの実装装置を除いた他の実装装置における処理を待つことにより発生した内部工程待ち時間と、前工程設備における処理及び後工程設備における処理を待つことにより発生した外部工程待ち時間とを算出する。
【0008】
上記した算出システムでは、上流側から下流側に向かって順に配置された複数の実装装置の各々が、当該実装装置における基板の搬送状態に関する時間情報を管理装置に出力する。そして、管理装置は、複数の実装装置の各々から出力された時間情報に基づいて、複数の実装装置のうちの少なくとも一つの実装装置について、内部工程待ち時間と外部工程待ち時間とを算出する。複数の実装装置の各々から出力された時間情報に基づいて算出するため、内部工程待ち時間と外部工程待ち時間とを区別して算出することができる。
【0009】
本明細書に開示する管理装置は、上流側から下流側に向かって順に配置された複数の実装装置の各々と通信可能に接続されている。複数の実装装置は、前工程設備に接続される第1実装装置と、後工程設備に接続される第2実装装置と、を少なくとも含む。第1実装装置は、前工程設備において処理された基板を搬入し、搬入した基板に部品を実装する処理を実行した後、下流側の実装装置に搬出する。第2実装装置は、上流側の実装装置において部品が実装された基板を搬入し、搬入した基板に部品を実装する処理をした後、後工程設備に搬出する。複数の実装装置の各々は、当該実装装置における基板の搬送状態に関する時間情報を管理装置に出力する。管理装置は、複数の実装装置の各々から出力された時間情報に基づいて、複数の実装装置のうちの少なくとも一つの実装装置について、当該一つの実装装置を除いた他の実装装置における実装処理を待つことにより発生した内部工程待ち時間と、前工程設備及び後工程設備を待つことにより発生した外部工程待ち時間とを算出する。
【0010】
本明細書に開示するコンピュータプログラムは、上流側から下流側に向かって順に配置された複数の実装装置の各々と通信可能に接続されている管理装置のためのコンピュータプログラムである。複数の実装装置は、前工程設備に接続される第1実装装置と、後工程設備に接続される第2実装装置と、を少なくとも含む。第1実装装置は、前工程設備において処理された基板を搬入し、搬入した基板に部品を実装する処理を実行した後、下流側の実装装置に搬出する。第2実装装置は、上流側の実装装置において部品が実装された基板を搬入し、搬入した基板に部品を実装する処理をした後、後工程設備に搬出する。コンピュータプログラムは、管理装置を、複数の実装装置の各々から、当該実装装置における基板の搬送状態に関する時間情報を取得する時間情報取得部と、複数の実装装置の各々から取得した時間情報に基づいて、複数の実装装置のうちの少なくとも一つの実装装置について、当該一つの実装装置を除いた他の実装装置における実装処理を待つことにより発生した内部工程待ち時間と、前工程設備及び後工程設備を待つことにより発生した外部工程待ち時間とを算出する待ち時間算出部として機能させる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
装着支援装置
1か月前
株式会社FUJI
加工機械ライン
1か月前
株式会社FUJI
テープフィーダ
6日前
株式会社FUJI
支援装置及び支援方法
2か月前
株式会社FUJI
搬送装置および搬送方法
2か月前
株式会社FUJI
最適化装置および最適化方法
1か月前
株式会社FUJI
部品実装機及びテープ回収方法。
今日
株式会社FUJI
廃テープ搬送装置および実装装置
1か月前
株式会社FUJI
部品実装機及び部品の傾き検出方法
2か月前
株式会社FUJI
搬送ロボットの運用方法および搬送システム
1か月前
株式会社FUJI
作業装置
7日前
株式会社FUJI
モータ制御装置、装着ヘッド及びモータ制御装置の制御方法
13日前
株式会社FUJI
印刷システム
1か月前
株式会社FUJI
異物除去方法
5日前
株式会社FUJI
搬入出方法及び収納装置
2か月前
株式会社FUJI
部品実装機、部品実装機のためのコンピュータプログラム及び部品実装機の制御方法
4日前
株式会社FUJI
実装方法及び印刷関連部材交換方法
5日前
株式会社FUJI
部品装着システムおよび情報管理方法
25日前
株式会社FUJI
部品補給作業管理装置、移動型作業装置、実装システム、情報処理方法及び移動作業方法
1か月前
株式会社コロナ
電気機器
2か月前
日本精機株式会社
回路基板
今日
個人
非衝突型ガウス加速器
25日前
株式会社遠藤照明
照明装置
2か月前
キヤノン株式会社
電子機器
2か月前
個人
節電材料
1か月前
アイホン株式会社
電気機器
25日前
メクテック株式会社
配線基板
15日前
メクテック株式会社
配線基板
2か月前
東レ株式会社
霧化状活性液体供給装置
11日前
マクセル株式会社
配列用マスク
1か月前
イビデン株式会社
配線基板
7日前
イビデン株式会社
配線基板
28日前
イビデン株式会社
プリント配線板
2か月前
イビデン株式会社
プリント配線板
2か月前
トキコーポレーション株式会社
照明器具
2か月前
サクサ株式会社
筐体の壁掛け構造
8日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ