TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025106584
公報種別
公開特許公報(A)
公開日
2025-07-15
出願番号
2025069317,2024074603
出願日
2025-04-21,2018-08-23
発明の名称
部品補給作業管理装置、移動型作業装置、実装システム、情報処理方法及び移動作業方法
出願人
株式会社FUJI
代理人
弁理士法人アイテック国際特許事務所
主分類
H05K
13/02 20060101AFI20250708BHJP(他に分類されない電気技術)
要約
【課題】移動型作業装置による作業をより確実に行う。
【解決手段】実装システムは、保持部材を備えた実装装置と、保持部材を回収又は装着させる移動型作業装置と、移動作業管理装置とを含む。移動作業管理装置は、現在の実装装置に装着されている保持部材の使用状態を含む配置状態情報と実装装置が実装処理する実装条件情報とに基づいて、移動型作業装置が作業する保持部材を回収処理する回収順序及び/又は保持部材を補給処理する補給順序を含む交換順序情報を作成する。
【選択図】図1
特許請求の範囲
【請求項1】
部品を実装対象物に実装処理する実装部と、前記部品を保持する保持部材を装着する装着部を有する供給部と、前記保持部材から前記部品を前記実装部に採取させる実装制御部とを備えた実装装置と、前記保持部材を前記供給部から回収し又は前記保持部材を前記供給部へ補給し前記保持部材を移動させる移動制御部を備えた移動型作業装置と、を含む実装システムに用いられる移動作業管理装置であって、
現在の前記実装装置に装着されている保持部材の使用状態を含む配置状態情報と前記実装装置が前記実装処理する実装条件情報とに基づいて、前記移動型作業装置が作業する前記保持部材を回収処理する回収順序及び/又は前記保持部材を補給処理する補給順序を含む交換順序情報を作成する管理制御部、
を備えた移動作業管理装置。
続きを表示(約 1,800 文字)
【請求項2】
前記管理制御部は、(1)~(3)のいずれか1以上の優先度を用いて前記交換順序情報を作成する、請求項1に記載の移動作業管理装置。
(1)前記回収処理を前記補給処理よりも優先する。
(2)前記回収処理及び前記補給処理において、前記移動型作業装置の移動距離がより短くなる交換順序を優先する。
(3)前記供給部には前記実装部が前記部品を採取可能な実装用装着部と前記実装部が前記部品を採取できないバッファ用装着部とを有し、前記実装システムは前記実装装置以外に前記保持部材を保管する保管部を有しており、前記回収処理では前記保持部材の移動先として前記バッファ用装着部を前記保管部よりも優先し、前記補給処理では前記保持部材の移動先として前記実装用装着部を前記バッファ用装着部よりも優先する。
(4)前記移動型作業装置は前記保持部材を収容する2以上の収容部を有し、複数の交換対象の保持部材の位置に基づく前記移動型作業装置の移動時間が所定範囲内であるときはより多くの前記収容部に前記保持部材を収容することを優先し、前記移動時間が所定範囲外であるときは空きの前記収容部が生じることを許容する。
【請求項3】
前記管理制御部は、前記実装対象物の生産に先立って前記供給部の空き装着部に前記保持部材を補給する補給処理を行う補給処理データ及び/又は前記実装対象物の生産開始時に前記保持部材を使用位置へ移動する移動処理を行う移動処理データを含む前記交換順序情報を作成する、請求項1又は2に記載の移動作業管理装置。
【請求項4】
前記実装装置は、前記実装部が前記部品を採取可能な実装用装着部と、前記実装部が前記部品を採取できないバッファ用装着部とを有し、
前記管理制御部は、前記補給処理として前記保持部材をバッファ用装着部に配置し、前記実装対象物の生産開始時に前記保持部材を使用位置へ移動する移動処理としてバッファ用装着部に装着された前記保持部材を前記実装用装着部へ移動するように前記交換順序情報を作成する、請求項1~3のいずれか1項に記載の移動作業管理装置。
【請求項5】
前記管理制御部は、次の実装条件情報の切替タイミング、前記保持部材の部品切れタイミング、作業者による前記装着部への前記保持部材の装着タイミング、作業者による前記装着部からの前記保持部材の装着解除タイミングのうち1以上を含む駆動タイミングに応じて前記交換順序情報を作成する、請求項1~4のいずれか1項に記載の移動作業管理装置。
【請求項6】
前記管理制御部は、前記切替タイミングに応じて次の実装条件情報で用いる前記保持部材の配置における前記交換順序情報を作成し、前記部品切れタイミングと前記装着タイミングと前記装着解除タイミングとのうち1以上に応じて現在実行している実装条件情報で用いる前記保持部材の配置における前記交換順序情報を作成する、請求項5に記載の移動作業管理装置。
【請求項7】
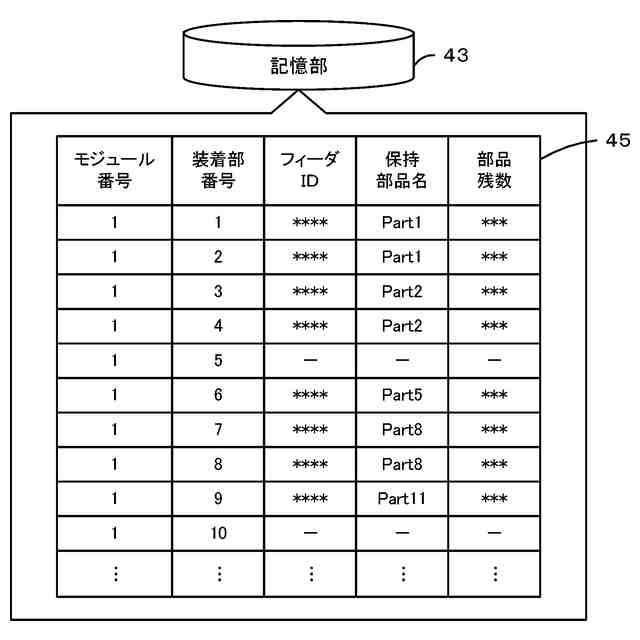
前記管理制御部は、所定の駆動タイミングに応じて、前記実装装置の前記供給部に装着された保持部材の位置と残存部品数とを含む前記配置状態情報を取得する、請求項1~6のいずれか1項に記載の移動作業管理装置。
【請求項8】
前記管理制御部は、現在の装着部の前記保持部材の装着状態から変更を要する保持部材の交換順序である前記交換順序情報を作成する、請求項1~7のいずれか1項に記載の移動作業管理装置。
【請求項9】
前記管理制御部は、前記作成した交換順序情報を前記実装装置、前記移動型作業装置及び前記実装システムを管理する管理装置のうち1以上を含む外部装置へ出力する、請求項1~8のいずれか1項に記載の移動作業管理装置。
【請求項10】
部品を実装対象物に実装処理する実装部と、前記部品を保持する保持部材を装着する装着部を有する供給部と、前記保持部材から前記部品を前記実装部に採取させる実装制御部とを備えた実装装置と、
前記保持部材を前記供給部から回収し又は前記保持部材を前記供給部へ補給し前記保持部材を移動させる移動型作業装置と、
請求項1~9のいずれか1項に記載の移動作業管理装置と、
を備えた実装システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本明細書では、移動作業管理装置、実装システム及び移動作業管理方法を開示する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、実装システムとしては、生産ラインにフィーダ保管庫を配置し、実装装置とフィーダ保管庫との間で移動しフィーダを交換する交換ロボット(移動型作業装置)を備えたものが提案されている(例えば、特許文献1参照)。この実装システムでは、いずれの実装装置で使用されるフィーダも補給や回収をフィーダ保管庫で行えばよいから、作業者がフィーダの補給や回収を容易に行うことができる。
【先行技術文献】
【特許文献】
【0003】
国際公開第2017/033268号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の実装システムでは、移動型作業装置がフィーダを自動交換するものであるが、その交換をどのように行うかまでは考慮されていなかった。例えば、実装装置では、生産のスケジュール変更や想定外の部品切れなどの対策で、予定されていないスロットから作業者がフィーダを抜き出す場合、予定されていない空きスロットに作業者がフィーダを装着しておく場合などがあり、移動型作業装置が予定通りの作業を行うことができないことがあった。
【0005】
本開示は、移動型作業装置による作業をより確実に行うことができる移動作業管理装置、実装システム及び移動作業管理方法を提供することを主目的とする。
【課題を解決するための手段】
【0006】
本開示は、上述の主目的を達成するために以下の手段を採った。
【0007】
本開示の移動作業管理装置は、
部品を実装対象物に実装処理する実装部と、前記部品を保持する保持部材を装着する装着部を有する供給部と、前記保持部材から前記部品を前記実装部に採取させる実装制御部とを備えた実装装置と、前記保持部材を前記供給部から回収し又は前記保持部材を前記供給部へ補給し前記保持部材を移動させる移動制御部を備えた移動型作業装置と、を含む実装システムに用いられる移動作業管理装置であって、
現在の前記実装装置に装着されている保持部材の使用状態を含む配置状態情報と前記実装装置が前記実装処理する実装条件情報とに基づいて、前記移動型作業装置が作業する前記保持部材を回収処理する回収順序及び/又は前記保持部材を補給処理する補給順序を含む交換順序情報を作成する管理制御部、
を備えたものである。
【0008】
一般的に、実装システムにおいて、実装装置上の保持部材の配置状態や部品残数などは、日々の生産で変化していくものであり、事前に予定した配置状態や部品残数とは異なる場合が生じうる。この移動作業管理装置では、現在の実装装置の配置状態と、生産に用いる実装条件情報とを用いて保持部材の交換順序(回収順序や補給順序)を設定するため、実際の保持部材の配置状態に応じて保持部材を交換することができる。したがって、この移動作業管理装置では、移動型作業装置による作業をより確実に行うことができる。ここで、保持部材としては、部品を保持したテープや部品を保持したトレイなどが挙げられる。なお、実装装置では保持部材を有するフィーダを装着部に装着するものとしてもよい。
【図面の簡単な説明】
【0009】
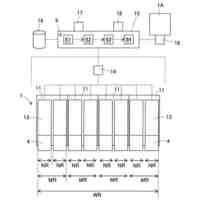
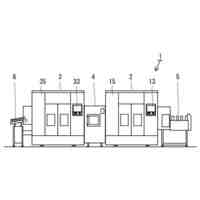
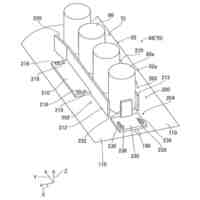
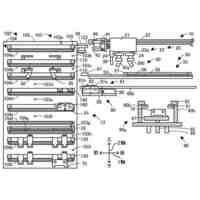
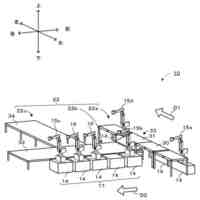
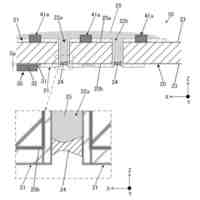
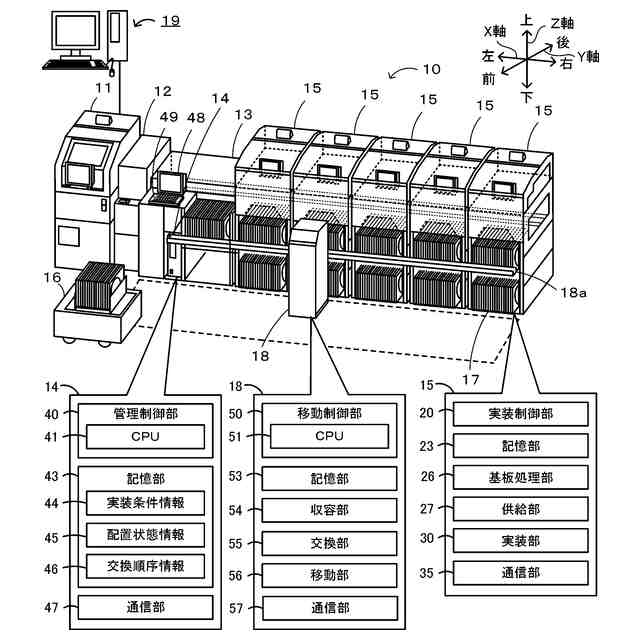
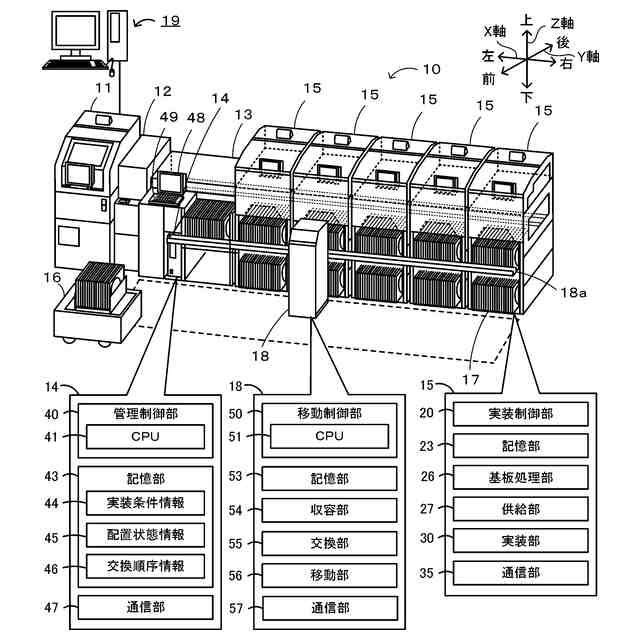
実装システム10の一例を示す概略説明図。
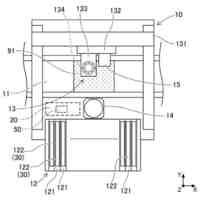
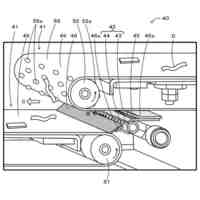
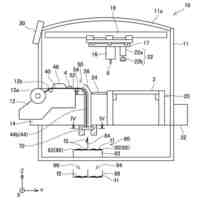
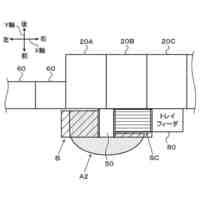
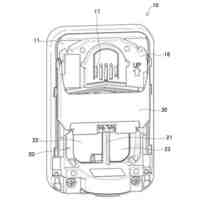
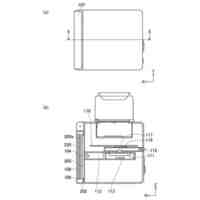
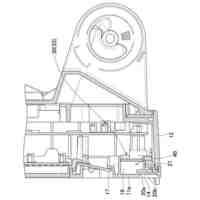
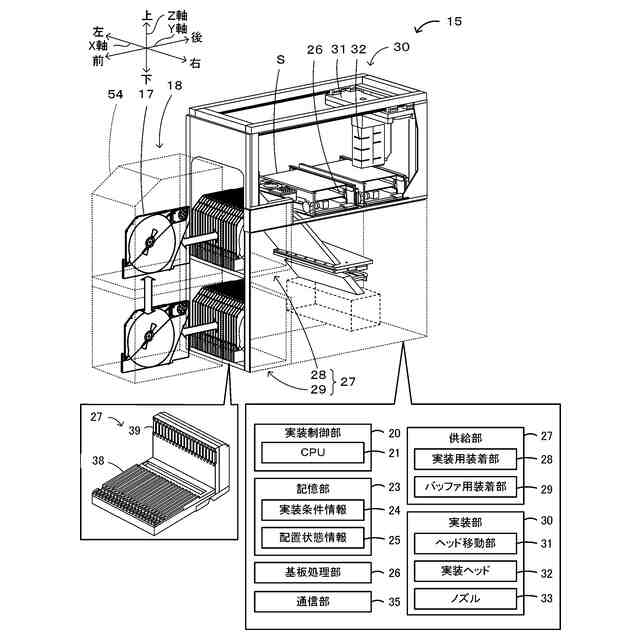
実装装置15及びローダ18の構成の概略を示す説明図。
記憶部43に記憶された配置状態情報45の一例を示す説明図。
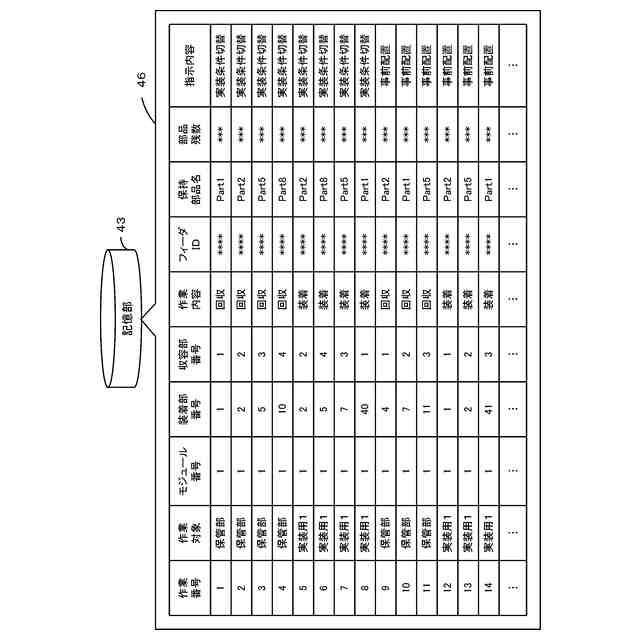
記憶部43に記憶された交換順序情報46の一例を示す説明図。
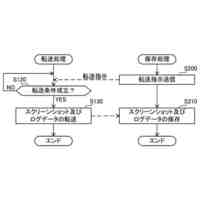
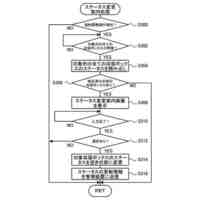
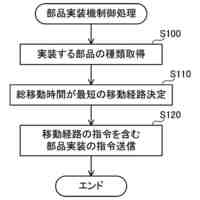
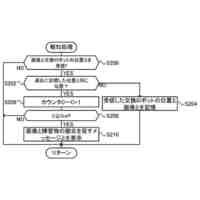
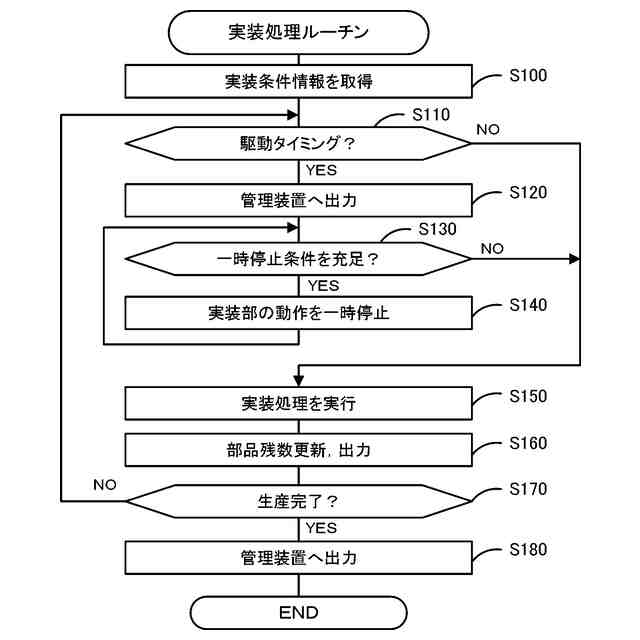
実装処理ルーチンの一例を示すフローチャート。
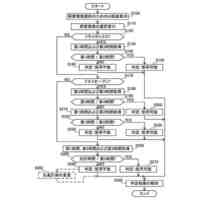
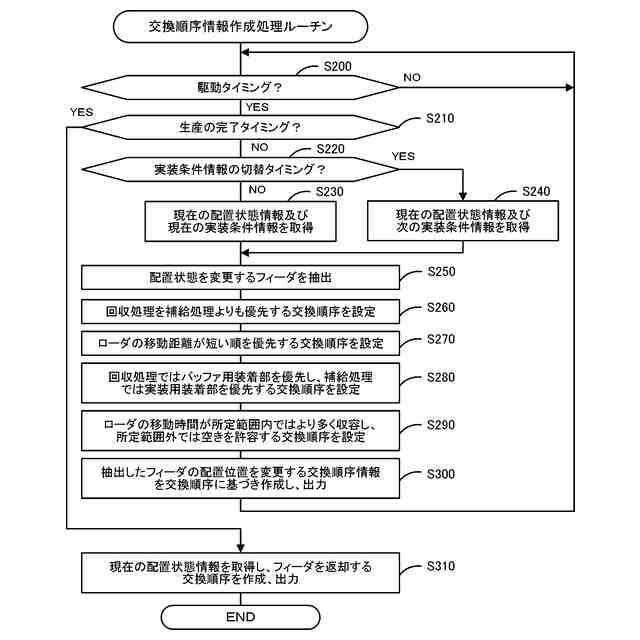
交換順序情報作成処理ルーチンの一例を示すフローチャート。
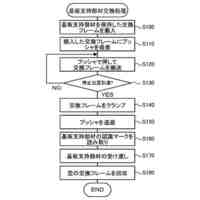
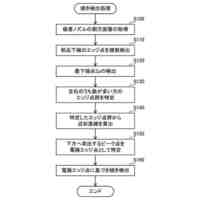
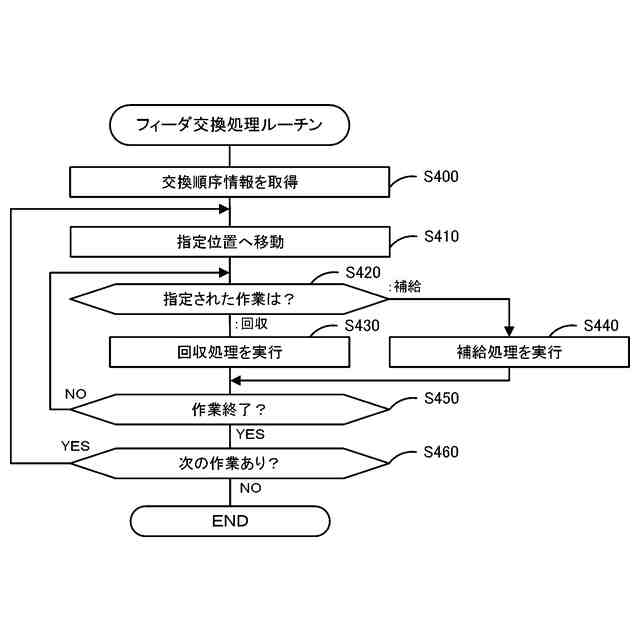
フィーダ交換処理ルーチンの一例を示すフローチャート。
【発明を実施するための形態】
【0010】
本実施形態を図面を参照しながら以下に説明する。図1は、本開示である実装システム10の一例を示す概略説明図である。図2は、実装装置15及び移動型作業装置であるローダ18の構成の概略を示す説明図である。図3は、管理PC14の記憶部43に記憶された配置状態情報45の一例を示す説明図である。図4は、管理PC14の記憶部43に記憶された交換順序情報46の一例を示す説明図である。なお、本実施形態において、左右方向(X軸)、前後方向(Y軸)及び上下方向(Z軸)は、図1、2に示した通りとする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
装着支援装置
2か月前
株式会社FUJI
生産支援装置
2か月前
株式会社FUJI
対基板作業機
6日前
株式会社FUJI
加工機械ライン
2か月前
株式会社FUJI
テープフィーダ
22日前
株式会社FUJI
ストッカシステム
15日前
株式会社FUJI
支援装置及び支援方法
2か月前
株式会社FUJI
搬送装置および搬送方法
2か月前
株式会社FUJI
最適化装置および最適化方法
1か月前
株式会社FUJI
廃テープ搬送装置および実装装置
1か月前
株式会社FUJI
部品実装機及びテープ回収方法。
16日前
株式会社FUJI
部品実装機及び部品の傾き検出方法
2か月前
株式会社FUJI
搬送ロボットの運用方法および搬送システム
2か月前
株式会社FUJI
作業装置
23日前
株式会社FUJI
交換装置
14日前
株式会社FUJI
モータ制御装置、装着ヘッド及びモータ制御装置の制御方法
29日前
株式会社FUJI
印刷システム
2か月前
株式会社FUJI
異物除去方法
21日前
株式会社FUJI
実装システム
8日前
株式会社FUJI
対基板作業機、および電磁モータの回転の規制を解除する解除方法
3か月前
株式会社FUJI
搬入出方法及び収納装置
2か月前
株式会社FUJI
部品実装機、部品実装機のためのコンピュータプログラム及び部品実装機の制御方法
20日前
株式会社FUJI
実装方法及び印刷関連部材交換方法
21日前
株式会社FUJI
部品装着システムおよび情報管理方法
1か月前
株式会社FUJI
部品補給作業管理装置、移動型作業装置、実装システム、情報処理方法及び移動作業方法
2か月前
株式会社コロナ
電気機器
2か月前
株式会社遠藤照明
照明装置
3か月前
日本精機株式会社
回路基板
16日前
日本精機株式会社
回路基板
3か月前
個人
非衝突型ガウス加速器
1か月前
アイホン株式会社
電気機器
8日前
キヤノン株式会社
電子機器
2か月前
アイホン株式会社
電気機器
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ