TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093105
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208631
出願日
2023-12-11
発明の名称
工作機械
出願人
株式会社FUJI
代理人
弁理士法人ネクスト
,
個人
,
個人
主分類
B23Q
3/06 20060101AFI20250616BHJP(工作機械;他に分類されない金属加工)
要約
【課題】チャック装置のチャックで必要な把持力を、加工を開始する前に決定できる工作機械を提供すること。
【解決手段】本開示の工作機械は、ワークをチャックで把持するチャック装置と、チャックに把持されたワークを加工する加工装置と、チャックを開閉させる流体圧シリンダと、加工プログラムに基づいて加工装置を制御してワークの加工を実行する制御装置と、を備え、制御装置は、加工プログラムの実行においてチャックの把持力として必要な必要把持力を加工プログラムに基づいて決定し、決定した必要把持力に応じた流体圧シリンダの圧力の値を報知する処理、及び決定した必要把持力に応じた流体圧シリンダの圧力に調整する処理のうち、少なくとも一方の処理を実行する。
【選択図】図5
特許請求の範囲
【請求項1】
ワークをチャックで把持するチャック装置と、
前記チャックに把持された前記ワークを加工する加工装置と、
前記チャックを開閉させる流体圧シリンダと、
加工プログラムに基づいて前記加工装置を制御して前記ワークの加工を実行する制御装置と、
を備え、
前記制御装置は、
前記加工プログラムの実行において前記チャックの把持力として必要な必要把持力を前記加工プログラムに基づいて決定し、決定した必要把持力に応じた前記流体圧シリンダの圧力の値を報知する処理、及び決定した必要把持力に応じた前記流体圧シリンダの圧力に調整する処理のうち、少なくとも一方の処理を実行する、工作機械。
続きを表示(約 1,500 文字)
【請求項2】
前記制御装置は、
前記加工プログラムに含まれる加工工程ごとの加工条件に基づいて、前記加工工程ごとの切削トルクを演算し、演算した前記加工工程ごとの前記切削トルクと、前記加工工程の加工内容に応じた安全率に基づいて前記必要把持力を決定する、請求項1に記載の工作機械。
【請求項3】
前記安全率は、
加工内容に応じて異なる値であり、
前記制御装置は、
前記加工工程の加工内容に応じた前記安全率と、前記加工工程の切削トルクを乗算した値を前記加工工程ごとに演算し、演算した前記加工工程ごとの乗算した値のうち、最も大きい値以上の前記必要把持力を決定する、請求項2に記載の工作機械。
【請求項4】
ユーザインタフェースと、
比切削抵抗データを記憶する記憶装置と、
を、さらに備え、
前記比切削抵抗データには、
比切削抵抗の値、及び前記ワークの材質が関連付けて記憶されており、
前記制御装置は、
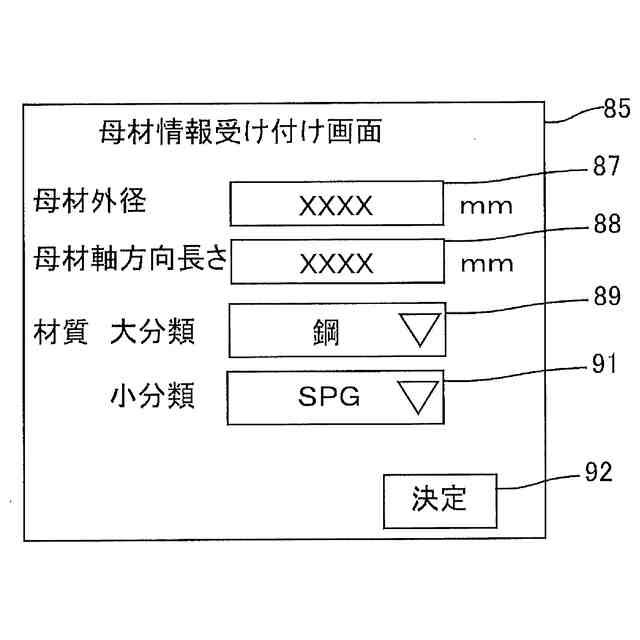
前記ユーザインタフェースを介して加工対象の前記ワークの材質の情報を受け付け、受け付けた材質、前記加工プログラムに含まれる加工工程ごとの送りの値、及び前記比切削抵抗データに基づいて比切削抵抗の値を決定し、決定した比切削抵抗の値に基づいて前記加工工程ごとの前記切削トルクを演算する、請求項2に記載の工作機械。
【請求項5】
ユーザインタフェースを、さらに備え、
前記制御装置は、
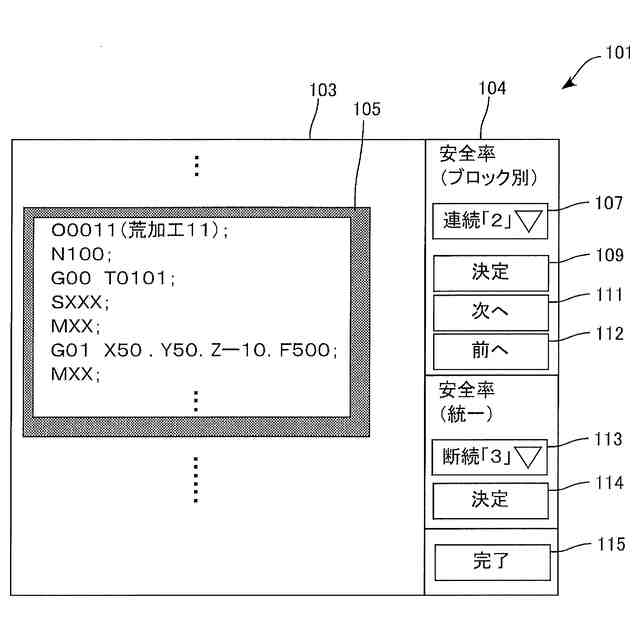
前記加工プログラムに含まれる加工工程ごとの加工条件に基づいて、前記加工工程ごとの切削トルクを演算し、演算した前記加工工程ごとの前記切削トルクを昇順に並べ、前記切削トルクが最も大きい前記加工工程から、所定の基準順位までの前記加工工程の情報を、前記ユーザインタフェースに表示し、
表示した前記加工工程ごとの安全率の値を、前記ユーザインタフェースを介して受け付け、
前記加工工程ごとの前記切削トルクに、受け付けた前記加工工程ごとの前記安全率を乗算した値を演算し、乗算した値のうち、最も大きい値以上の前記必要把持力を決定する、請求項1に記載の工作機械。
【請求項6】
前記流体圧シリンダに供給される流体の圧力を調整する制御弁を、さらに備え、
前記制御装置は、
前記加工プログラムに含まれる加工工程ごとの加工条件に基づいて、前記加工工程ごとの切削トルクを演算し、演算した前記加工工程ごとの前記切削トルクに基づいて、前記加工工程ごとの前記必要把持力を決定し、
決定した前記必要把持力に応じた前記流体圧シリンダの圧力に調整する処理を、前記加工プログラムの実行時に前記加工工程に応じて実行し、且つ、決定した前記必要把持力に応じて前記制御弁を制御することで、前記流体圧シリンダの圧力を調整する、請求項1又は請求項2に記載の工作機械。
【請求項7】
前記流体圧シリンダの圧力を検出する圧力センサを、さらに備え、
前記制御装置は、
加工対象の前記ワークが変更される段取り替え後の最初の加工において、加工前及び加工中に、前記圧力センサで検出した前記流体圧シリンダの圧力の値が、加工前に決定した必要把持力に応じた前記流体圧シリンダの圧力の値よりも小さいか否かを判断し、
加工前に小さいと判断した場合には、加工を開始せずにエラーを報知し、
加工中に小さいと判断した場合には、加工動作を停止する、請求項1又は請求項2に記載の工作機械。
発明の詳細な説明
【技術分野】
【0001】
本開示は、工作機械のチャック装置を駆動する流体圧シリンダの圧力を管理する技術に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、工作機械におけるワークの把持力に関する技術が種々提案されている。例えば、下記特許文献1には、トルクモータを回転させてドローバーを移動させ、爪を開閉するチャック装置について記載されている。このチャック装置の把持力記憶部には、主軸の回転数の値と、爪の把持力の値とが対応付けられた把持力データが記憶されている。チャック装置は、検出した主軸の回転数と、把持力データとに基づいて、回転数に応じた爪の把持力が得られるように、トルクモータに流す電流を制御している。
【先行技術文献】
【特許文献】
【0003】
特開平11-320222号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記したチャック装置では、主軸を回転させた後でなければ必要な把持力を決定することが難しい。また、加工工程ごとに主軸の回転数が変化する場合、加工工程ごとに回転数を検出して把持力データから必要な把持力を決定する必要が生じる。このため、ワークの加工を開始する前に、必要な把持力を担保できているのか判断することが難しい。必要な把持力が担保できていない状態で加工が開始された場合、ワークの脱落等が発生する虞がある。
【0005】
本開示は、上記の課題に鑑みてなされたものであり、チャック装置のチャックで必要な把持力を、加工を開始する前に決定できる工作機械を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本明細書は、ワークをチャックで把持するチャック装置と、前記チャックに把持された前記ワークを加工する加工装置と、前記チャックを開閉させる流体圧シリンダと、加工プログラムに基づいて前記加工装置を制御して前記ワークの加工を実行する制御装置と、を備え、前記制御装置は、前記加工プログラムの実行において前記チャックの把持力として必要な必要把持力を前記加工プログラムに基づいて決定し、決定した必要把持力に応じた前記流体圧シリンダの圧力の値を報知する処理、及び決定した必要把持力に応じた前記流体圧シリンダの圧力に調整する処理のうち、少なくとも一方の処理を実行する、工作機械を開示する。
【発明の効果】
【0007】
本開示の工作機械によれば、制御装置は、加工プログラムに基づいて必要把持力を決定できる。このため、加工プログラムに設定された加工条件に応じた把持力、即ち、その加工プログラムの加工において要求される把持力を、必要把持力として事前に決定できる。決定した必要把持力に応じた圧力を報知することで、ユーザは、流体圧シリンダの圧力を適切な値に設定できる。また、必要把持力に応じた圧力に自動で調整することで、圧力の調整作業を不要にできる。結果として、チャックの把持力の低下によるビビりの発生、ワークの脱落、あるいは、把持力の上昇によるワークの歪みの発生を抑止できる。
【図面の簡単な説明】
【0008】
本実施例に係わる工作機械のブロック図。
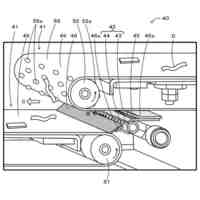
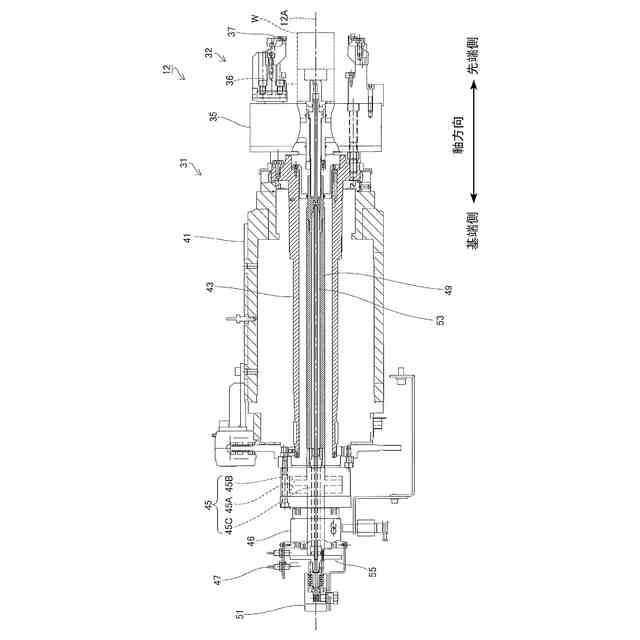
ワーク主軸装置の一部断面図。
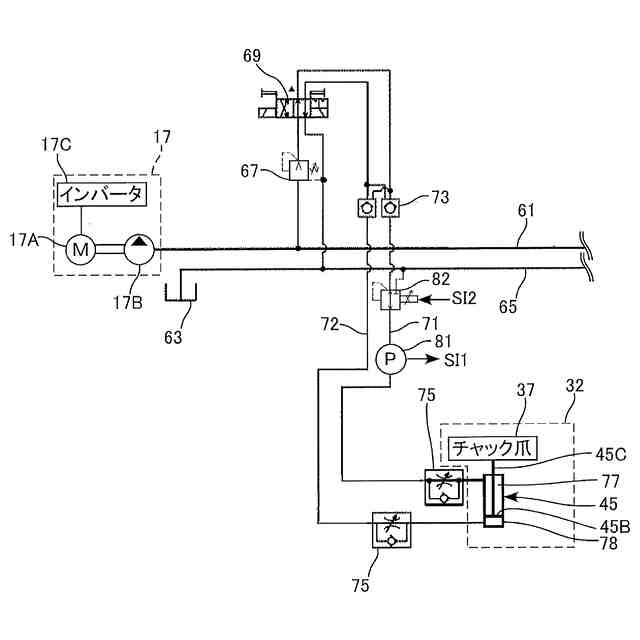
チャック装置を駆動する油圧回路を示す図。
母材の情報を受け付ける受付画面を示す図。
安全率を受け付ける受付画面を示す図。
別例の安全率を受け付ける受付画面を示す図。
【発明を実施するための形態】
【0009】
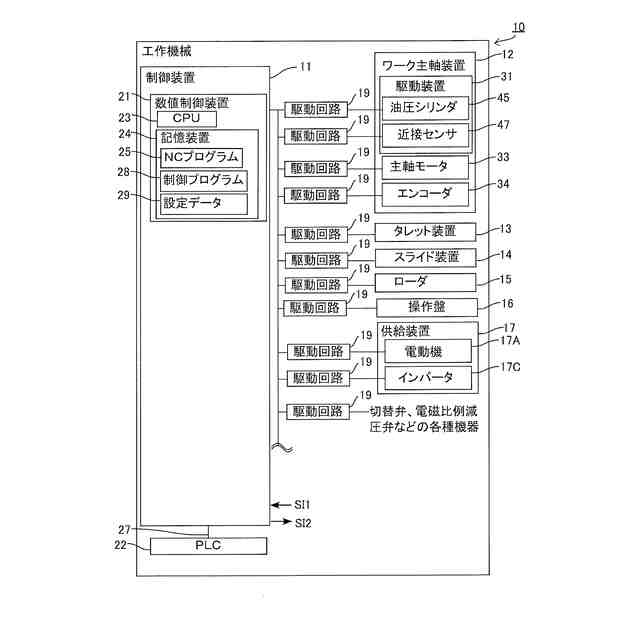
以下、本開示の工作機械を具体化した一実施例について図面を参照しながら説明する。図1は、工作機械10のブロック図を示している。図1に示すように、工作機械10は、例えば、タレット型の旋盤であり、制御装置11、ワーク主軸装置12、タレット装置13、スライド装置14、ローダ15、操作盤16、供給装置17を備えている。尚、図1に示す工作機械10の構成は、一例である。例えば、工作機械10は、ワーク主軸装置12及びタレット装置13を複数組備える旋盤でも良く、タレット装置13に加えて工具主軸装置を備える、所謂、複合加工機でも良い。また、本開示の工作機械としては、旋盤に限らず、マシニングセンタ、フライス盤、ボール盤などの様々な構成の工作機械を採用できる。また、工作機械10は、ローダ15などのワークを搬送するロボットを備えなくとも良い。本開示の工作機械としては、流体圧シリンダを駆動源としてワークをチャックするチャック装置を備える様々な工作機械を採用できる。
【0010】
制御装置11は、数値制御装置21と、PLC22を備えている。数値制御装置21は、CPU23と、記憶装置24とを備えている。記憶装置24は、例えば、RAM、ROM、フラッシュメモリ、HDD等を備えている。尚、記憶装置24の構成は、上記した構成に限らず、HDDに替えてSSDを備える構成でも良く、USBメモリなどの外部記憶装置、DVD-RAMなどの記憶メディアを備える構成でも良く、あるいはこれらを組み合わせた構成でも良い。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
最適化装置および最適化方法
23日前
株式会社FUJI
廃テープ搬送装置および実装装置
1か月前
株式会社FUJI
モータ制御装置、装着ヘッド及びモータ制御装置の制御方法
2日前
株式会社FUJI
部品装着システムおよび情報管理方法
14日前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
7日前
日東精工株式会社
ねじ締め機
4か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
22日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
個人
切削油供給装置
4日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
日進工具株式会社
エンドミル
4か月前
キヤノン電子株式会社
加工システム
17日前
エフ・ピー・ツール株式会社
リーマ
4か月前
株式会社アンド
半田付け方法
3か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
株式会社アンド
半田付け方法
3か月前
大見工業株式会社
ドリル
1か月前
トヨタ自動車株式会社
接合方法
4か月前
ブラザー工業株式会社
工作機械
4か月前
株式会社トヨコー
被膜除去方法
3か月前
ブラザー工業株式会社
工作機械
4か月前
村田機械株式会社
レーザ加工機
3か月前
村田機械株式会社
レーザ加工機
3か月前
大肯精密株式会社
自動送り穿孔機
4か月前
津田駒工業株式会社
センタリングバイス
11日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ