TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025087861
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2025036742,2023101706
出願日
2025-03-07,2018-12-11
発明の名称
実装システム
出願人
株式会社FUJI
代理人
弁理士法人アイテック国際特許事務所
主分類
H05K
13/02 20060101AFI20250603BHJP(他に分類されない電気技術)
要約
【課題】生産ジョブの切り替わり時に、必要な部品供給ユニットをより効率よく配置して生産効率の低下を抑制する。
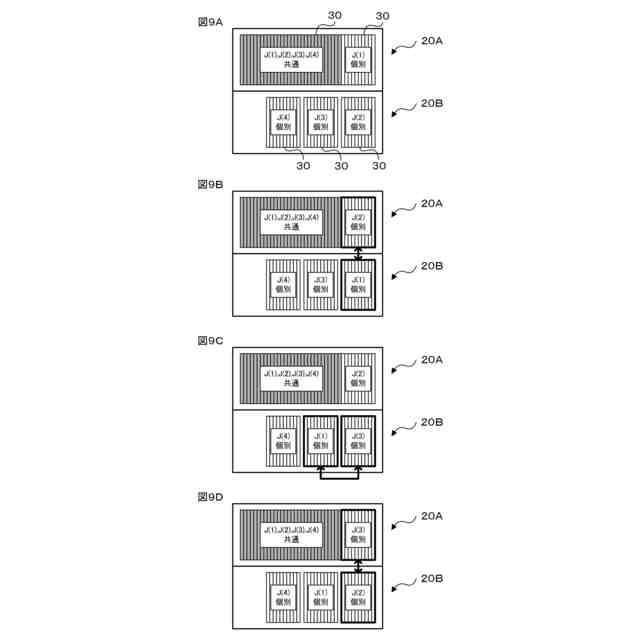
【解決手段】実装システムは、部品実装機に部品供給ユニットが部品を供給可能に並ぶ供給可能エリアと部品供給ユニットが部品を供給不能に並ぶ供給不能エリアとが設けられ、複数の生産ジョブに共通する部品を供給するための第1部品供給ユニットが供給可能エリアに配置されると共に生産グループのいずれかの生産ジョブで必要な部品を供給するための第2部品供給ユニットが供給可能エリアと供給不能エリアとに分散して配置された状態で、生産グループの各生産ジョブに基づく実装処理を順次実行するように部品実装機を制御し、生産ジョブが切り替わる度に切替後の生産ジョブで必要な第2部品供給ユニットを供給可能エリアに配置するために供給可能エリアと供給不能エリアとの間で第2部品供給ユニットを自動交換するように制御する。
【選択図】図9
特許請求の範囲
【請求項1】
複数の部品供給ユニットから供給された部品を採取して基板に実装する実装処理を生産ジョブに基づいて実行する部品実装機と、前記部品実装機に配置される前記部品供給ユニットを自動交換するユニット交換装置と、を備える実装システムであって、
前記部品実装機は、前記部品供給ユニットが部品を供給可能に並ぶ供給可能エリアと、前記部品供給ユニットが部品を供給不能に並ぶ供給不能エリアと、が設けられ、
所定の生産グループが有する複数の生産ジョブに共通する部品を供給するための第1部品供給ユニットが前記供給可能エリアに配置されると共に前記生産グループのいずれかの生産ジョブで必要な部品を供給するための第2部品供給ユニットが前記供給可能エリアと前記供給不能エリアとに分散して配置された状態で、前記生産グループの各生産ジョブに基づく実装処理を順次実行するように前記部品実装機を制御し、生産ジョブが切り替わる度に切替後の生産ジョブで必要な前記第2部品供給ユニットを前記供給可能エリアに配置するために前記供給可能エリアと前記供給不能エリアとの間で前記第2部品供給ユニットを自動交換するように前記ユニット交換装置を制御する制御装置を備える
実装システム。
続きを表示(約 970 文字)
【請求項2】
請求項1に記載の実装システムであって、
前記部品実装機は、前記供給可能エリアと前記供給不能エリアとが上下に並んで設けられ、
前記制御装置は、生産ジョブに基づく実装処理の実行中に、該生産ジョブで必要な前記第2部品供給ユニットの前記供給可能エリアにおける配置範囲に対応する前記供給不能エリアの範囲内に、切替後の生産ジョブで必要な前記第2部品供給ユニットを配置するように前記ユニット交換装置を制御する
実装システム。
【請求項3】
請求項1または2に記載の実装システムであって、
前記部品実装機は、前記供給可能エリアと前記供給不能エリアとが上下に並んで設けられ、前記供給可能エリア内で実装処理に適した並びの所定位置が前記部品供給ユニット毎にそれぞれ定められており、
前記制御装置は、生産ジョブに基づく実装処理の実行中に、前記供給可能エリア内の前記所定位置に対応する前記供給不能エリア内の位置に、切替後の生産ジョブで必要な前記第2部品供給ユニットを配置するように前記ユニット交換装置を制御する
実装システム。
【請求項4】
複数の部品供給ユニットから供給された部品を採取して基板に実装する実装処理を生産ジョブに基づいて実行する部品実装機と、前記部品実装機に配置される前記部品供給ユニットを自動交換するユニット交換装置と、を備える実装システムにおける前記部品供給ユニットの配置方法であって、
所定の生産グループが有する複数の生産ジョブに共通する部品を供給するための第1部品供給ユニットが部品を供給可能な供給可能エリアに配置されると共に前記生産グループのいずれかの生産ジョブで必要な部品を供給するための第2部品供給ユニットが前記供給可能エリアと部品を供給不能な供給不能エリアとに分散して配置された状態で、前記生産グループの各生産ジョブに基づく実装処理を前記部品実装機に順次実行させる場合、生産ジョブが切り替わる度に切替後の生産ジョブで必要な前記第2部品供給ユニットを前記供給可能エリアに配置するために前記ユニット交換装置により前記供給可能エリアと前記供給不能エリアとの間で前記第2部品供給ユニットを自動交換させる
部品供給ユニットの配置方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、実装システムおよび部品供給ユニットの配置方法を開示する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、部品を供給するカセット式の部品供給ユニット(フィーダ)が着脱可能に装着される部品実装機を備える実装システムにおいて、部品供給ユニットを自動交換する交換装置を備えるものが提案されている(例えば、特許文献1参照)。このシステムでは、基板の生産計画や各部品供給ユニットにおける部品残量に基づいて各部品供給ユニットの交換時期を設定し、その交換時期で部品供給ユニットを着脱して自動交換するように交換装置を制御している。
【先行技術文献】
【特許文献】
【0003】
WO2017/33268A1
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した実装システムにおいて、例えば基板種の変更などの生産ジョブの切り替わり時に、自動交換の対象となる部品供給ユニットの数が多くなると、交換装置による自動交換に時間が掛かるものとなる。そうなると、実装処理の開始が遅れて、システム全体の生産効率の低下に繋がってしまう。
【0005】
本開示は、生産ジョブの切り替わり時に、必要な部品供給ユニットをより効率よく配置して生産効率の低下を抑制することを主目的とする。
【課題を解決するための手段】
【0006】
本開示は、上述の主目的を達成するために以下の手段を採った。
【0007】
本開示の実装システムは、複数の部品供給ユニットから供給された部品を採取して基板に実装する実装処理を生産ジョブに基づいて実行する部品実装機と、前記部品実装機に配置される前記部品供給ユニットを自動交換するユニット交換装置と、を備える実装システムであって、前記部品実装機は、前記部品供給ユニットが部品を供給可能に並ぶ供給可能エリアと、前記部品供給ユニットが部品を供給不能に並ぶ供給不能エリアと、が設けられ、所定の生産グループが有する複数の生産ジョブに共通する部品を供給するための第1部品供給ユニットが前記供給可能エリアに配置されると共に前記生産グループのいずれかの生産ジョブで必要な部品を供給するための第2部品供給ユニットが前記供給可能エリアと前記供給不能エリアとに分散して配置された状態で、前記生産グループの各生産ジョブに基づく実装処理を順次実行するように前記部品実装機を制御し、生産ジョブが切り替わる度に切替後の生産ジョブで必要な前記第2部品供給ユニットを前記供給可能エリアに配置するために前記供給可能エリアと前記供給不能エリアとの間で前記第2部品供給ユニットを自動交換するように前記ユニット交換装置を制御する制御装置を備えることを要旨とする。
【0008】
本開示の実装システムでは、所定の生産グループが有する複数の生産ジョブに共通する部品を供給するための第1部品供給ユニットが供給可能エリアに配置されると共にいずれかの生産ジョブで必要な部品を供給するための第2部品供給ユニットが供給可能エリアと供給不能エリアとに分散して配置された状態で、生産グループの各生産ジョブに基づく実装処理を順次実行する。また、生産ジョブが切り替わる度に切替後の生産ジョブで必要な第2部品供給ユニットを供給可能エリアに配置するために供給可能エリアと供給不能エリアとの間で第2部品供給ユニットを自動交換する。これにより、複数の生産ジョブに共通する第1部品供給ユニットは供給可能エリアに配置したまま、生産ジョブが切り替わる度に切替後の生産ジョブで必要な第2部品供給ユニットを供給可能エリアに配置すればよいから、生産ジョブの切り替わり時に自動交換する部品供給ユニットの数を少なくすることができる。また、第2部品供給ユニットは、供給可能エリアと供給不能エリアとに分散して配置されているから、切替後の生産ジョブで必要な第2部品供給ユニットを供給可能エリアに速やかに配置することができる。したがって、生産ジョブの切り替わり時に、必要な部品供給ユニットをより効率よく配置して生産効率の低下を抑制することができる。
【図面の簡単な説明】
【0009】
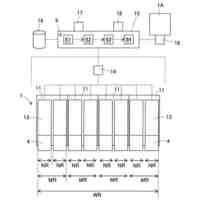
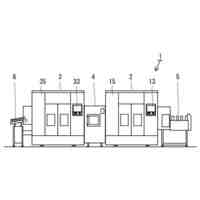
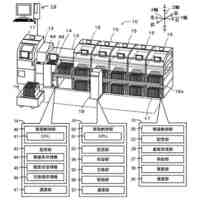
部品実装システム10の構成の概略を示す構成図。
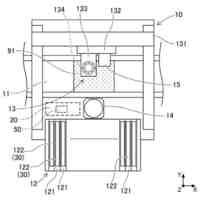
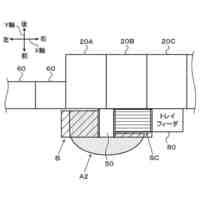
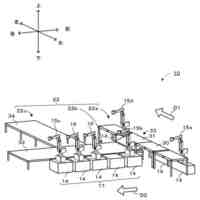
部品実装機20の構成の概略を示す構成図。
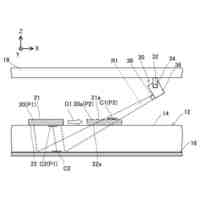
フィーダ30の構成の概略を示す構成図。
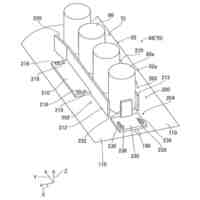
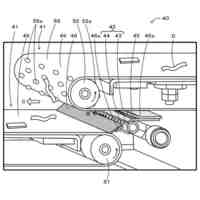
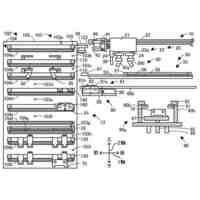
ローダ50の構成の概略を示す構成図。
部品実装システム10の制御に関する構成図。
フィーダ配置情報29の一例を示す説明図。
フィーダ配置情報29の一例を示す説明図。
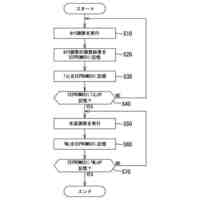
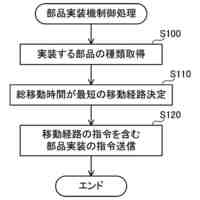
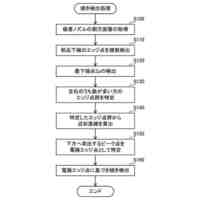
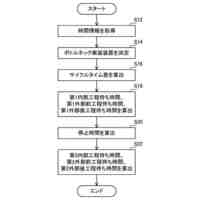
実装管理処理ルーチンの一例を示すフローチャート。
フィーダ30の配置の様子の一例を示す説明図。
バッファエリア20B内で個別フィーダを移し替える際のフィーダ配置情報29Bの一例を示す説明図。
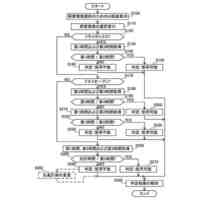
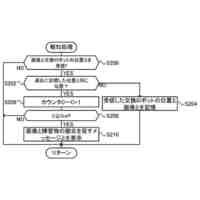
生産グループ設定処理ルーチンの一例を示すフローチャート。
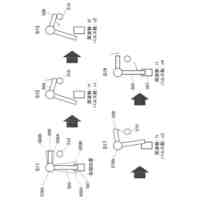
変形例の交換ロボット150の一例を示す説明図。
【発明を実施するための形態】
【0010】
次に、本開示を実施するための形態について図面を参照しながら説明する。図1は本実施形態の部品実装システム10の構成の概略を示す構成図であり、図2は部品実装機20の構成の概略を示す構成図であり、図3はフィーダ30の構成の概略を示す構成図である。また、図4はローダ50の構成の概略を示す構成図であり、図5は部品実装システム10の制御に関する構成図である。なお、図1の左右方向がX方向であり、前後方向がY方向であり、上下方向がZ方向である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
加工システム
2か月前
株式会社FUJI
基板搬送装置
3か月前
株式会社FUJI
生産支援装置
2か月前
株式会社FUJI
装着支援装置
1か月前
株式会社FUJI
最適化システム
2か月前
株式会社FUJI
テープフィーダ
4日前
株式会社FUJI
加工機械ライン
1か月前
株式会社FUJI
対基板作業システム
2か月前
株式会社FUJI
支援装置及び支援方法
2か月前
株式会社FUJI
搬送装置および搬送方法
1か月前
株式会社FUJI
最適化装置および最適化方法
1か月前
株式会社FUJI
メンテナンス方法及び造形装置
3か月前
株式会社FUJI
廃テープ搬送装置および実装装置
1か月前
株式会社FUJI
部品実装機及び部品の傾き検出方法
1か月前
株式会社FUJI
報知システム及び報知システムの制御方法
2か月前
株式会社FUJI
搬送ロボットの運用方法および搬送システム
1か月前
株式会社FUJI
算出システム、管理装置、及びコンピュータプログラム
3か月前
株式会社FUJI
作業装置
5日前
株式会社FUJI
管理装置
3か月前
株式会社FUJI
モータ制御装置、装着ヘッド及びモータ制御装置の制御方法
11日前
株式会社FUJI
印刷システム
1か月前
株式会社FUJI
異物除去方法
3日前
株式会社FUJI
実装システム
2か月前
株式会社FUJI
対基板作業機、および電磁モータの回転の規制を解除する解除方法
2か月前
株式会社FUJI
廃テープ回収ユニット
3か月前
株式会社FUJI
搬入出方法及び収納装置
1か月前
株式会社FUJI
実装方法及び印刷関連部材交換方法
3日前
株式会社FUJI
部品実装機、部品実装機のためのコンピュータプログラム及び部品実装機の制御方法
2日前
株式会社FUJI
部品装着システムおよび情報管理方法
23日前
株式会社FUJI
部品補給作業管理装置、移動型作業装置、実装システム、情報処理方法及び移動作業方法
1か月前
株式会社コロナ
電気機器
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ