TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025081622
公報種別
公開特許公報(A)
公開日
2025-05-27
出願番号
2025027794,2024037055
出願日
2025-02-25,2018-05-31
発明の名称
廃テープ回収ユニット
出願人
株式会社FUJI
代理人
弁理士法人アイテック国際特許事務所
主分類
H05K
13/02 20060101AFI20250520BHJP(他に分類されない電気技術)
要約
【課題】廃テープが溢れ出るのを抑制する。
【解決手段】廃テープ搬送方向下流側に他のコンベア装置(下流コンベア)が隣接するコンベア装置は、廃テープ発生条件が成立するか廃テープ搬送方向上流側の他のコンベア装置(上流コンベア)から作動要求を入力すると、下流コンベアに作動要求を出力し、下流コンベアの作動を確認すると、作動を開始し、作動中に廃テープ発生条件が成立しておらず上流コンベアからの作動要求も入力されないと、作動を停止すると共に下流コンベアへの作動要求を解除する。一方、廃テープ回収部が隣接するコンベア装置は、廃テープ発生条件が成立するか上流コンベアから作動要求を入力し、廃テープ回収部が回収可能状態であると、作動を開始し、作動中に廃テープ発生条件が成立しておらず上流コンベアからの作動要求も入力されないと、作動を停止する。
【選択図】図10
特許請求の範囲
【請求項1】
複数の部品を収容するテープを送り出して前記部品を供給するフィーダと、基板を搬送する基板搬送装置と、前記フィーダにより送り出されたテープから前記部品を取り出して前記基板搬送装置により搬送された基板に実装する実装ヘッドと、前記フィーダにより送り出され前記部品が取り出された後のテープを切断して廃テープとして排出する切断装置と、を有する複数の部品実装機が直列に配置されて部品実装ラインを構成する部品実装システムに適用され、各部品実装機から排出された廃テープを該廃テープの搬送端に設けられた廃テープ回収部へ搬送する廃テープ搬送装置であって、
少なくとも前記各部品実装機ごとに独立して設けられ、それぞれ廃テープ搬送方向下流側に隣接する他のコンベア装置または前記廃テープ回収部に前記廃テープを受け渡し可能に構成された複数のコンベア装置を備え、
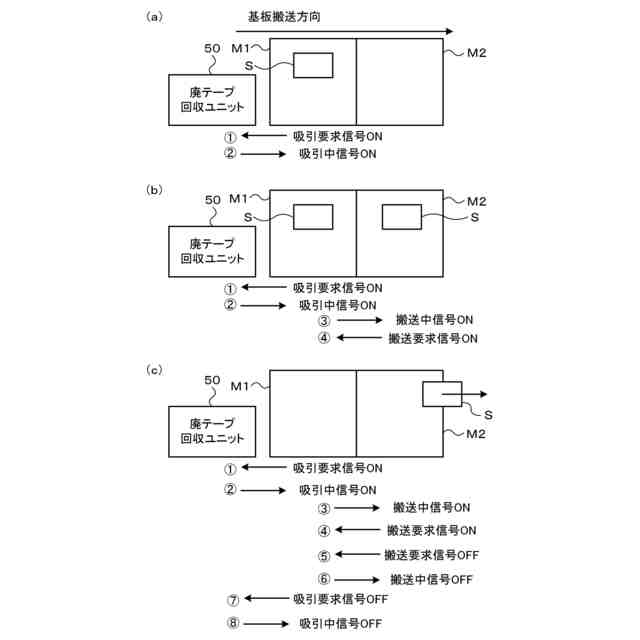
前記複数のコンベア装置のうち前記廃テープ搬送方向下流側に他のコンベア装置が隣接するコンベア装置は、対応する部品実装機から前記廃テープが排出される所定の廃テープ発生条件が成立するか廃テープ搬送方向上流側に隣接する他のコンベア装置から作動要求を入力すると、前記廃テープ搬送方向下流側に隣接する他のコンベア装置に作動要求を出力し、該廃テープ搬送方向下流側に隣接する他のコンベア装置の作動を確認すると、作動を開始し、作動中に前記廃テープ発生条件が成立しておらず前記廃テープ搬送方向上流側に隣接する他のコンベア装置からの作動要求も入力されないと、作動を停止すると共に前記廃テープ搬送方向下流側に隣接する他のコンベア装置への作動要求を解除し、
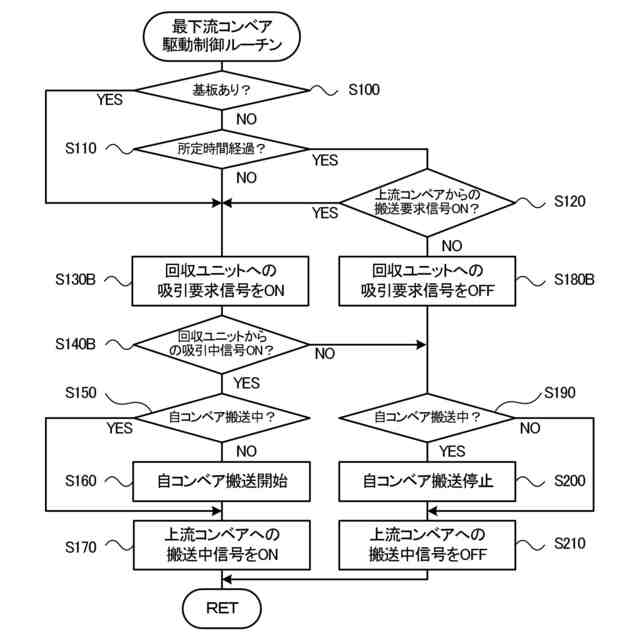
前記複数のコンベア装置のうち前記廃テープ搬送方向下流側に前記廃テープ回収部が隣接するコンベア装置は、前記廃テープ発生条件が成立するか前記廃テープ搬送方向上流側に隣接する他のコンベア装置から作動要求を入力し、該廃テープ回収部が前記廃テープを回収可能な回収可能状態であると、作動を開始し、作動中に前記廃テープ発生条件が成立しておらず前記廃テープ搬送方向上流側に隣接する他のコンベア装置からの作動要求も入力されないと、作動を停止する、
廃テープ搬送装置。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の廃テープ搬送装置であって、
前記複数のコンベア装置のうち前記廃テープ搬送方向下流側に前記廃テープ回収部が隣接するコンベア装置は、作動中に前記廃テープ回収部が前記廃テープを回収不能な回収不能状態となると、作動を停止する、
廃テープ搬送装置。
【請求項3】
請求項1または2に記載の廃テープ搬送装置であって、
前記複数のコンベア装置のうち前記廃テープ搬送方向下流側に他のコンベア装置が隣接するコンベア装置は、作動中に前記廃テープ搬送方向下流側に隣接する他のコンベア装置が作動を停止すると、作動を停止する、
廃テープ搬送装置。
【請求項4】
請求項1ないし3いずれか1項に記載の廃テープ搬送装置であって、
前記廃テープ発生条件は、前記基板が搬入されたことに基づいて成立し、該基板が搬出されてから新たな基板が搬入されていない状態が所定時間継続したことに基づいて成立が解除される、
廃テープ搬送装置。
【請求項5】
複数の部品を収容するテープを送り出して前記部品を供給するフィーダと、基板を搬送する基板搬送装置と、前記フィーダにより送り出されたテープから前記部品を取り出して前記基板搬送装置により搬送された基板に実装する実装ヘッドと、前記フィーダにより送り出され前記部品が取り出された後のテープを切断して廃テープとして排出する切断装置
と、を有する複数の部品実装機が直列に配置された部品実装ラインと、
請求項1ないし5いずれか1項に記載の廃テープ搬送装置と、
を備える部品実装システムであって、
前記部品実装ラインは、部品実装動作中に前記廃テープ回収部が前記廃テープを回収不能な回収不能状態となるか前記複数のコンベア装置のいずれかの作動が停止すると、所定時間が経過するまで部品実装動作を継続し、前記所定時間が経過すると、部品実装動作を停止する、
部品実装システム。
【請求項6】
複数の部品を収容するテープを送り出して前記部品を供給するフィーダと、基板を搬送する基板搬送装置と、前記フィーダにより送り出されたテープから前記部品を取り出して前記基板搬送装置により搬送された基板に実装する実装ヘッドと、前記フィーダにより送り出され前記部品が取り出された後のテープを切断して廃テープとして排出する切断装置と、を有する複数の部品実装機が直列に配置された部品実装ラインと、
請求項1ないし5いずれか1項に記載の廃テープ搬送装置と、
を備える部品実装システムであって、
前記部品実装ラインは、部品実装動作中に前記廃テープ回収部が前記廃テープを回収不能な回収不能状態となるか前記複数のコンベア装置のいずれかの作動が停止すると、前記複数の部品実装機のいずれかで前記廃テープの排出量が所定量に達するまで部品実装動作を継続し、前記廃テープの排出量が前記所定量に達すると、部品実装動作を停止する、
部品実装システム。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、廃テープ搬送装置および部品実装システムについて開示する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
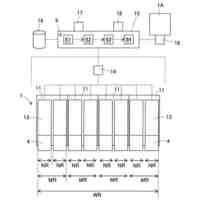
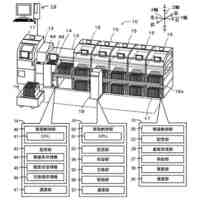
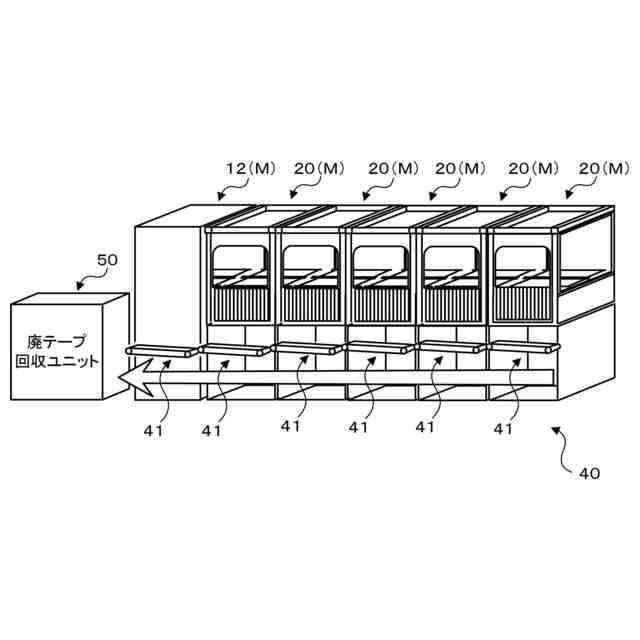
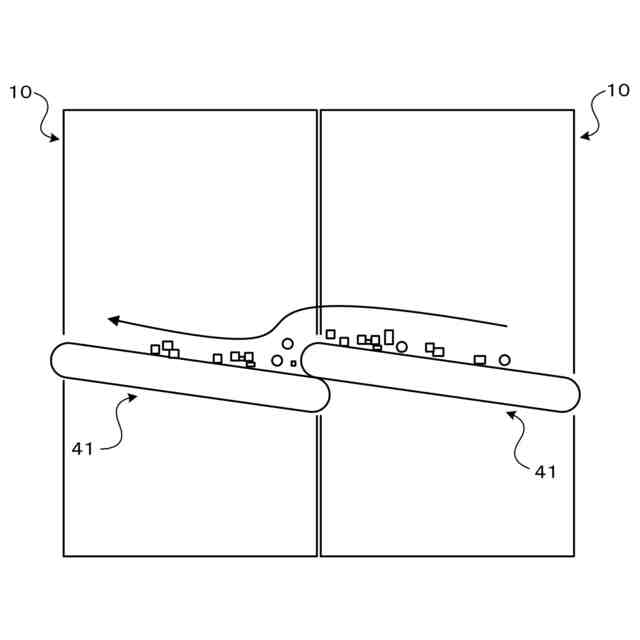
従来より、複数台の部品実装機が基板搬送方向に沿って設置された部品実装システムが知られている。例えば、特許文献1には、部品供給装置(テープフィーダ)による部品の供給に伴って生じる廃テープを基板搬送方向と平行な方向に搬送する廃テープ搬送装置を備える部品実装システムが開示されている。廃テープ搬送装置は、部品実装機ごとに独立して設置された複数のコンベア装置を備える。複数のコンベア装置は、各部品実装機で発生した廃テープを、廃テープの搬送方向下流側に隣接するコンベア装置に順次受け渡すことにより、最終的には、基板搬送方向終端の部品実装機の側方に設置された回収ボックスへ排出する。
【先行技術文献】
【特許文献】
【0003】
国際公開第2015/045018号
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した特許文献1には、各部品実装機で発生した廃テープを各部品実装機に設けられたコンベア装置が隣接するコンベア装置に受け渡しながら順次搬送することについては記載されているものの、複数のコンベア装置をどのように作動させるかについては何ら言及されていない。特許文献1記載の部品実装システムでは、複数のコンベア装置を常時作動させることが考えられるが、回収ボックスが満杯のときや故障等により一部のコンベア装置の作動が停止していると、回収ボックスやコンベア装置から廃テープが溢れ出るおそれがある。
【0005】
本開示は、各部品実装機ごとに独立して設けられた複数のコンベア装置を備えるものにおいて、各部品実装機で発生した廃テープが廃テープ回収部で回収される途中で廃テープ回収部やコンベア装置から溢れ出るのを抑制することを主目的とする。
【課題を解決するための手段】
【0006】
本開示は、上述の主目的を達成するために以下の手段を採った。
【0007】
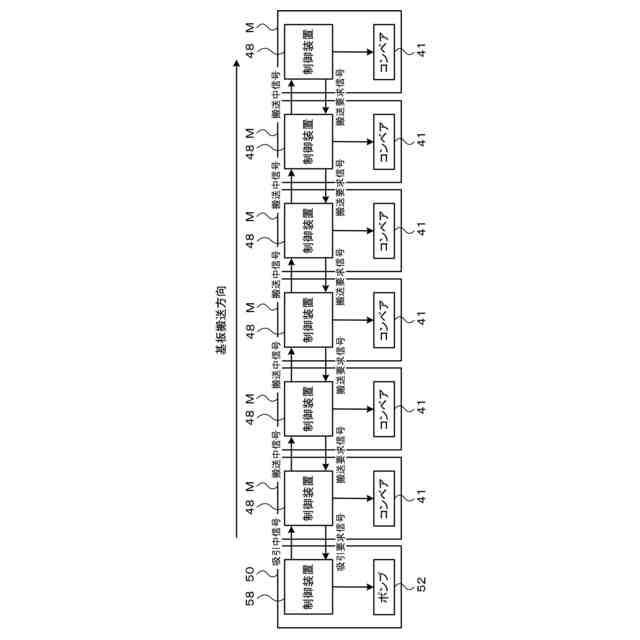
本開示の廃テープ搬送装置は、複数の部品を収容するテープを送り出して前記部品を供給するフィーダと、基板を搬送する基板搬送装置と、前記フィーダにより送り出されたテープから前記部品を取り出して前記基板搬送装置により搬送された基板に実装する実装ヘッドと、前記フィーダにより送り出され前記部品が取り出された後のテープを切断して廃テープとして排出する切断装置と、を有する複数の部品実装機が直列に配置されて部品実装ラインを構成する部品実装システムに適用され、各部品実装機から排出された廃テープを該廃テープの搬送端に設けられた廃テープ回収部へ搬送する廃テープ搬送装置であって、少なくとも前記各部品実装機ごとに独立して設けられ、それぞれ廃テープ搬送方向下流側に隣接する他のコンベア装置または前記廃テープ回収部に前記廃テープを受け渡し可能に構成された複数のコンベア装置を備え、前記複数のコンベア装置のうち前記廃テープ搬送方向下流側に他のコンベア装置が隣接するコンベア装置は、対応する部品実装機から前記廃テープが排出される所定の廃テープ発生条件が成立するか廃テープ搬送方向上流側に隣接する他のコンベア装置から作動要求を入力すると、前記廃テープ搬送方向下流側に隣接する他のコンベア装置に作動要求を出力し、該廃テープ搬送方向下流側に隣接する他のコンベア装置の作動を確認すると、作動を開始し、作動中に前記廃テープ発生条件が成立しておらず前記廃テープ搬送方向上流側に隣接する他のコンベア装置からの作動要求も入力されないと、作動を停止すると共に前記廃テープ搬送方向下流側に隣接する他のコンベア装置への作動要求を解除し、前記複数のコンベア装置のうち前記廃テープ搬送方向下流側に前記廃テープ回収部が隣接するコンベア装置は、前記廃テープ発生条件が成立するか前記廃テープ搬送方向上流側に隣接する他のコンベア装置から作動要求を入力し、該廃テープ回収部が前記廃テープを回収可能な回収可能状態であると、作動を開始し、作動中に前記廃テープ発生条件が成立しておらず前記廃テープ搬送方向上流側に隣接する他のコンベア装置からの作動要求も入力されないと、作動を停止することを要旨とする。
【0008】
この本開示の廃テープ搬送装置は、複数の部品実装機が直列に配置されて部品実装ラインを構成する部品実装システムに適用され、各部品実装機から排出された廃テープをその搬送端に設けられた廃テープ回収部へ搬送する。この廃テープ搬送装置は、少なくとも各部品実装機ごとに独立して設けられたコンベア装置を有する。各コンベア装置は、それぞれ廃テープ搬送方向下流側に隣接する他のコンベア装置または廃テープ回収部に廃テープを受け渡し可能である。複数のコンベア装置のうち廃テープ搬送方向下流側に他のコンベア装置が隣接するコンベア装置は、対応する部品実装機から廃テープが排出される所定の廃テープ発生条件が成立するか廃テープ搬送方向上流側に隣接する他のコンベア装置から作動要求を入力すると、廃テープ搬送方向下流側に隣接する他のコンベア装置に作動要求を出力し、廃テープ搬送方向下流側に隣接する他のコンベア装置の作動を確認すると、作動を開始し、作動中に廃テープ発生条件が成立しておらず廃テープ搬送方向上流側に隣接する他のコンベア装置からの作動要求も入力されないと、作動を停止すると共に前記廃テープ搬送方向下流側に隣接する他のコンベア装置への作動要求を解除する。一方、複数のコンベア装置のうち廃テープ搬送方向下流側に廃テープ回収部が隣接するコンベア装置は、廃テープ発生条件が成立するか廃テープ搬送方向上流側に隣接する他のコンベア装置から作動要求を入力し、廃テープ回収部が廃テープを回収可能な回収可能状態であると、作動を開始し、作動中に廃テープ発生条件が成立しておらず廃テープ搬送方向上流側に隣接する他のコンベア装置からの作動要求も入力されないと、作動を停止する。これにより、廃テープ搬送装置は、例えば廃テープ回収部が廃テープを回収不能な状態であったり廃テープ搬送方向下流側のコンベア装置が停止している状態でコンベア装置が作動を開始しないようにすることができる。この結果、廃テープ搬送装置は、廃テープが廃テープ回収部に搬送される途中でコンベア装置から溢れ出るのを抑制することができる。また、各コンベア装置は、廃テープ発生条件が成立しなくなったり廃テープ搬送方向上流側のコンベア装置からの作動要求が入力されなくなると、作動を停止するから、コンベア装置を常時作動するものに比して、省エネルギ化を図ることができる。
【0009】
本開示の部品実装システムは、複数の部品を収容するテープを送り出して前記部品を供給するフィーダと、基板を搬送する基板搬送装置と、前記フィーダにより送り出されたテープから前記部品を取り出して前記基板搬送装置により搬送された基板に実装する実装ヘッドと、前記フィーダにより送り出され前記部品が取り出された後のテープを切断して廃テープとして排出する切断装置と、を有する複数の部品実装機が直列に配置された部品実装ラインと、上述した本開示の廃テープ搬送装置と、を備える部品実装システムであって、前記部品実装ラインは、部品実装動作中に前記廃テープ回収部が前記廃テープを回収不能な回収不能状態となるか前記複数のコンベア装置のいずれかの作動が停止すると、所定時間が経過するまで部品実装動作を継続し、前記所定時間が経過すると、部品実装動作を停止することを要旨とする。
【0010】
この本開示の部品実装システムは、複数の部品実装機が直列に配置された部品実装ラインと、上述した本開示の廃テープ搬送装置と、を備える。部品実装ラインは、部品実装動作中に廃テープ回収部が廃テープを回収不能な回収不能状態となるか複数のコンベア装置のいずれかの作動が停止すると、所定時間が経過するまで部品実装動作を継続し、所定時間が経過すると、部品実装動作を停止する。これにより、部品実装システムは、廃テープが廃テープ回収部へ搬送される途中でコンベア装置から溢れ出るのをより確実に防止することができる。また、部品実装システムは、部品実装動作中に廃テープ回収部が回収不能状態となったり複数のコンベア装置のいずれかが停止したときに直ちに部品実装動作を停止するものに比して、生産効率を高めることができる。なお、部品実装ラインは、複数の部品実装機のいずれかで廃テープの排出量が所定量に達するまで部品実装動作を継続し、廃テープの排出量が所定量に達すると、部品実装動作を停止するものとしてもよい。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
生産支援装置
2か月前
株式会社FUJI
加工システム
2か月前
株式会社FUJI
装着支援装置
1か月前
株式会社FUJI
テープフィーダ
5日前
株式会社FUJI
加工機械ライン
1か月前
株式会社FUJI
支援装置及び支援方法
2か月前
株式会社FUJI
搬送装置および搬送方法
2か月前
株式会社FUJI
最適化装置および最適化方法
1か月前
株式会社FUJI
廃テープ搬送装置および実装装置
1か月前
株式会社FUJI
部品実装機及び部品の傾き検出方法
2か月前
株式会社FUJI
報知システム及び報知システムの制御方法
2か月前
株式会社FUJI
搬送ロボットの運用方法および搬送システム
1か月前
株式会社FUJI
作業装置
6日前
株式会社FUJI
モータ制御装置、装着ヘッド及びモータ制御装置の制御方法
12日前
株式会社FUJI
印刷システム
1か月前
株式会社FUJI
異物除去方法
4日前
株式会社FUJI
対基板作業機、および電磁モータの回転の規制を解除する解除方法
2か月前
株式会社FUJI
搬入出方法及び収納装置
2か月前
株式会社FUJI
部品実装機、部品実装機のためのコンピュータプログラム及び部品実装機の制御方法
3日前
株式会社FUJI
実装方法及び印刷関連部材交換方法
4日前
株式会社FUJI
部品装着システムおよび情報管理方法
24日前
株式会社FUJI
部品補給作業管理装置、移動型作業装置、実装システム、情報処理方法及び移動作業方法
1か月前
株式会社コロナ
電気機器
2か月前
個人
非衝突型ガウス加速器
24日前
日本精機株式会社
回路基板
3か月前
株式会社遠藤照明
照明装置
2か月前
キヤノン株式会社
電子機器
2か月前
個人
節電材料
1か月前
アイホン株式会社
電気機器
24日前
メクテック株式会社
配線基板
2か月前
メクテック株式会社
配線基板
14日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ