TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086709
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2023200918
出願日
2023-11-28
発明の名称
メンテナンス方法及び造形装置
出願人
株式会社FUJI
代理人
弁理士法人ネクスト
,
個人
,
個人
主分類
B22F
12/53 20210101AFI20250602BHJP(鋳造;粉末冶金)
要約
【課題】吐出装置に不具合が生じる可能性を低減できるメンテナンス方法、及び造形装置を提供すること。
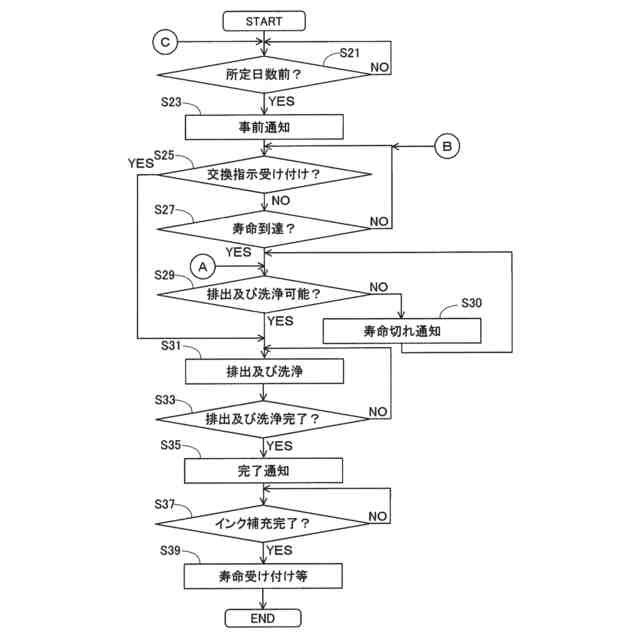
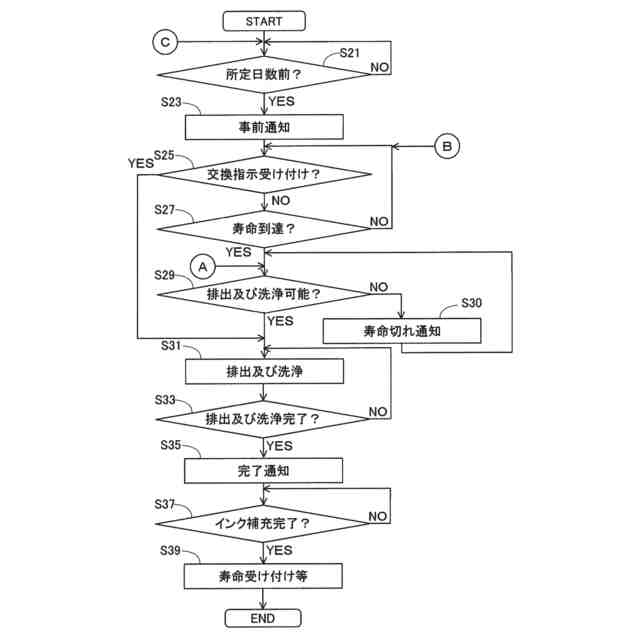
【解決手段】本開示のメンテナンス方法は、タンクに貯留された金属含有液の寿命から、所定時間だけ前に到達したか否かを判断する第1寿命判断工程と、第1寿命判断工程により所定時間だけ前に到達したと判断した場合、タンクに貯留された金属含有液の寿命が近づいていることを示唆する通知を実行する第1通知工程と、タンクに貯留された金属含有液が寿命に到達したか否かを判断する第2寿命判断工程と、第2寿命判断工程により金属含有液が寿命に到達したと判断した場合、タンクに貯留された金属含有液をノズルから排出し、洗浄装置によりノズルを洗浄する排出洗浄工程と、を含む。
【選択図】図7
特許請求の範囲
【請求項1】
金属微粒子を含有する金属含有液を貯留可能なタンクと、
前記タンクに接続され、前記タンクから供給された前記金属含有液を吐出するノズルと、
前記ノズルを洗浄する洗浄装置と、
を備える吐出装置のメンテナンス方法であって、
前記タンクに貯留された前記金属含有液の寿命から、所定時間だけ前に到達したか否かを判断する第1寿命判断工程と、
前記第1寿命判断工程により前記所定時間だけ前に到達したと判断した場合、前記タンクに貯留された前記金属含有液の寿命が近づいていることを示唆する通知を実行する第1通知工程と、
前記タンクに貯留された前記金属含有液が寿命に到達したか否かを判断する第2寿命判断工程と、
前記第2寿命判断工程により前記金属含有液が寿命に到達したと判断した場合、前記タンクに貯留された前記金属含有液を前記ノズルから排出し、前記洗浄装置により前記ノズルを洗浄する排出洗浄工程と、
を含む、メンテナンス方法。
続きを表示(約 1,400 文字)
【請求項2】
前記第2寿命判断工程により前記金属含有液が寿命に到達したと判断した場合に、前記金属含有液の排出、及び前記洗浄装置による洗浄のうち、少なくとも一方を実行できない状態に前記吐出装置があれば、前記金属含有液が寿命に到達したことを示唆する通知を実行する第2通知工程を、さらに含む、請求項1に記載のメンテナンス方法。
【請求項3】
前記金属含有液を前記ノズルから吐出し、吐出した前記金属含有液を硬化させて金属配線を形成する金属配線形成工程と、
前記吐出装置を備える造形装置が、前記金属配線を有する造形物の造形を開始してから終了するまでの間に、前記タンクに貯留された前記金属含有液が寿命に到達するか否かを、造形を開始する前までに判断する第3寿命判断工程と、
前記第3寿命判断工程により造形の開始から終了までの間に前記金属含有液が寿命に到達すると判断した場合、造形中に前記金属含有液が寿命に到達することを示唆する通知を、造形を開始する前に実行する第3通知工程と、
を含む、請求項1又は請求項2に記載のメンテナンス方法。
【請求項4】
前記吐出装置を備える造形装置の起動時に、前記第2寿命判断工程を実行し、前記金属含有液が既に寿命を過ぎていた場合、前記排出洗浄工程を実行する、請求項1又は請求項2に記載のメンテナンス方法。
【請求項5】
前記吐出装置を備える造形装置は、
前記吐出装置を用いて造形を実行することが可能な通常モードに比べて消費電力を低減する省電力モードを有し、
前記省電力モード中において前記第2寿命判断工程を実行し、前記省電力モード中に前記金属含有液が寿命に到達したと判断した場合、前記省電力モードを解除して前記排出洗浄工程を実行する、請求項1又は請求項2に記載のメンテナンス方法。
【請求項6】
前記排出洗浄工程において、
前記金属含有液の寿命から、前記洗浄装置により前記ノズルの洗浄を開始するまでの経過時間の長さに応じて、洗浄の実行回数、及び洗浄液の量のうち、少なくとも一方を多くする、請求項1又は請求項2に記載のメンテナンス方法。
【請求項7】
吐出装置と、
前記吐出装置を制御する制御装置と、
を備え、
前記吐出装置は、
金属微粒子を含有する金属含有液を貯留可能なタンクと、
前記タンクに接続され、前記タンクから供給された前記金属含有液を吐出するノズルと、
前記ノズルを洗浄する洗浄装置と、
を備え、
前記制御装置は、
前記タンクに貯留された前記金属含有液の寿命から、所定時間だけ前に到達したか否かを判断する第1寿命判断処理と、
前記第1寿命判断処理により前記所定時間だけ前に到達したと判断した場合、前記タンクに貯留された前記金属含有液の寿命が近づいていることを示唆する通知を実行する第1通知処理と、
前記タンクに貯留された前記金属含有液が寿命に到達したか否かを判断する第2寿命判断処理と、
前記第2寿命判断処理により前記金属含有液が寿命に到達したと判断した場合、前記タンクに貯留された前記金属含有液を前記ノズルから排出し、前記洗浄装置により前記ノズルを洗浄する排出洗浄処理と、
を実行する、造形装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、吐出装置のメンテナンスの技術に関するものである。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
従来、金属微粒子を含有する金属含有液を用いて、3次元積層造形法により3次元造形物を造形する技術について提案されている。例えば、下記特許文献1には、金属含有液をインクジェットヘッドから吐出し、吐出した金属含有液を加熱して造形を行っている。
【先行技術文献】
【特許文献】
【0003】
特開2020-193236号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記した金属含有液は、例えば、吐出後に溶剤が乾燥し加熱することで導電性が発現されるように設計されている場合があり、状態が変化するために寿命(使用期限)が設定されている場合がある。寿命が切れた金属含有液をタンク等に入れたままにしておくと、インクジェットヘッド内で金属微粒子が凝集して大きな粒子になってしまい、例えばノズルが詰まるなどの不具合が発生する虞がある。
【0005】
本開示は、そのような実情に鑑みてなされたものであり、吐出装置に不具合が生じる可能性を低減できるメンテナンス方法、及び造形装置を提供することを課題とする。
【課題を解決するための手段】
【0006】
本明細書は、金属微粒子を含有する金属含有液を貯留可能なタンクと、前記タンクに接続され、前記タンクから供給された前記金属含有液を吐出するノズルと、前記ノズルを洗浄する洗浄装置と、を備える吐出装置のメンテナンス方法であって、前記タンクに貯留された前記金属含有液の寿命から、所定時間だけ前に到達したか否かを判断する第1寿命判断工程と、前記第1寿命判断工程により前記所定時間だけ前に到達したと判断した場合、前記タンクに貯留された前記金属含有液の寿命が近づいていることを示唆する通知を実行する第1通知工程と、前記タンクに貯留された前記金属含有液が寿命に到達したか否かを判断する第2寿命判断工程と、前記第2寿命判断工程により前記金属含有液が寿命に到達したと判断した場合、前記タンクに貯留された前記金属含有液を前記ノズルから排出し、前記洗浄装置により前記ノズルを洗浄する排出洗浄工程と、を含む、メンテナンス方法を開示する。
尚、本開示の内容は、メンテナンス方法としての実施に限らず、種々の形態により実施することができる。例えば、本開示の内容は、吐出装置を備える造形装置、造形装置を制御する制御プログラム、制御プログラムを記憶した記憶媒体などとして実施しても極めて有益である。
【発明の効果】
【0007】
本開示によれば、金属含有液が寿命に到達した場合、タンクに貯留された金属含有液を排出しノズルを洗浄する。これにより、ノズルの詰まりなどの不具合が吐出装置に発生する可能性を低減できる。さらに、寿命から所定時間だけ前に到達した場合、寿命が近づいていることを示唆する通知を実行する。これにより、寿命が近づいていることをユーザに事前に知らせることができる。ユーザは、通知を受けた後から、金属含有液が寿命に到達するまでの間に、金属含有液の交換の準備等を実行できる。
【図面の簡単な説明】
【0008】
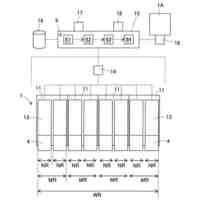
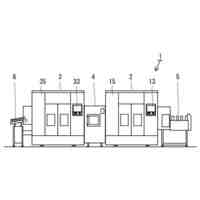
第1実施例に係わる基板形成装置を示す図である。
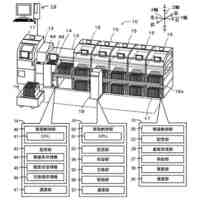
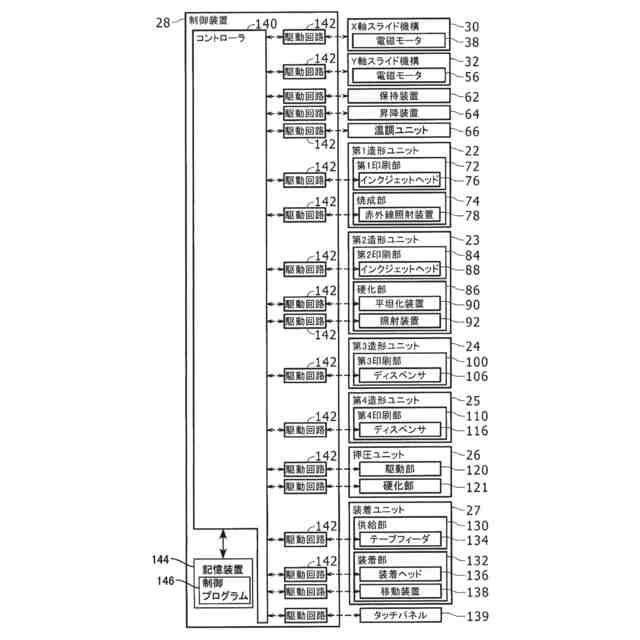
基板形成装置のブロック図である。
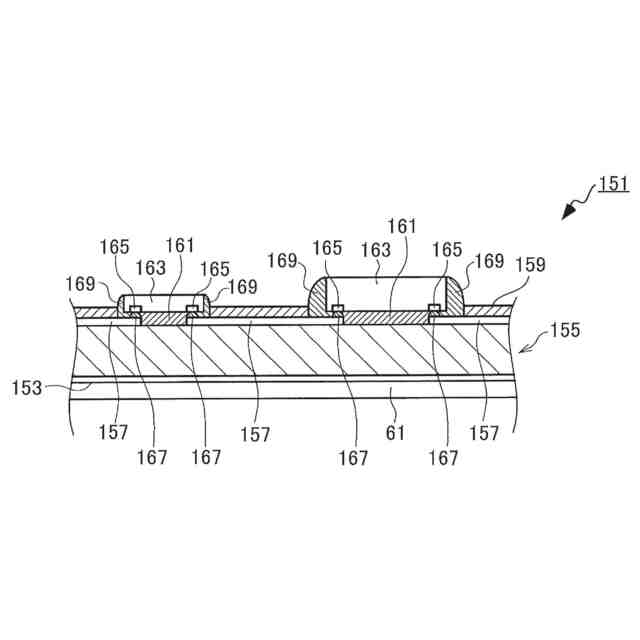
基板形成装置で生産する回路基板を示す図である。
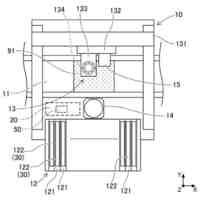
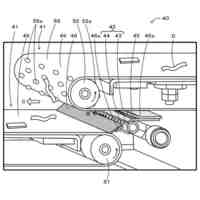
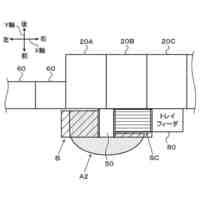
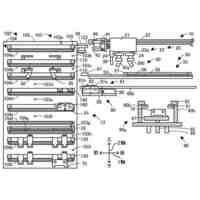
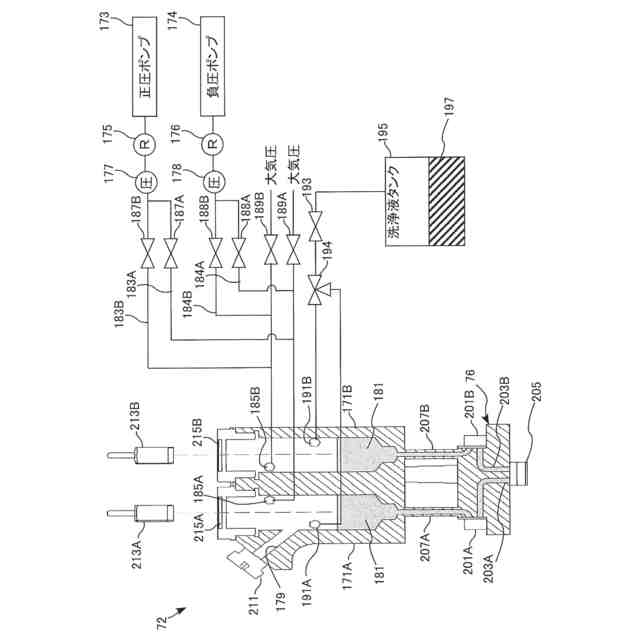
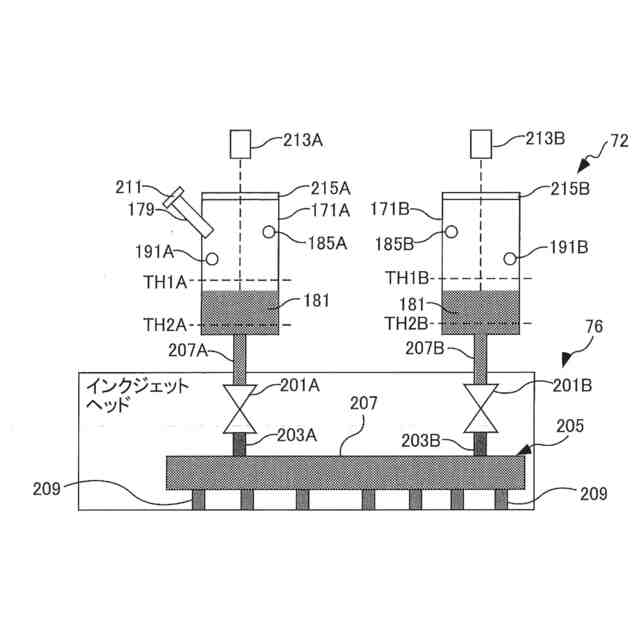
第1印刷部のうち、インクジェットヘッドに係わる構成を示す図である。
第1印刷部のうち、インクジェットヘッドに係わる構成を示す模式図である。
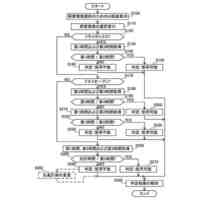
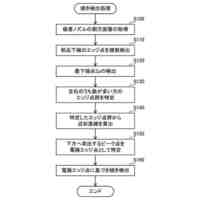
起動時の処理を示すフローチャートである。
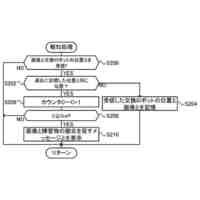
金属インクの寿命に応じた通知、インクの排出及びノズルの洗浄を実行する処理を示すフローチャートである。
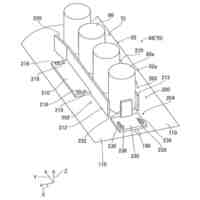
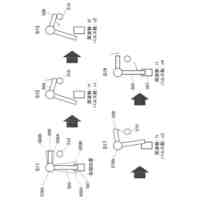
第2実施例に係わる第1印刷部のうち、インクジェットヘッドに係わる構成を示す図である。
【発明を実施するための形態】
【0009】
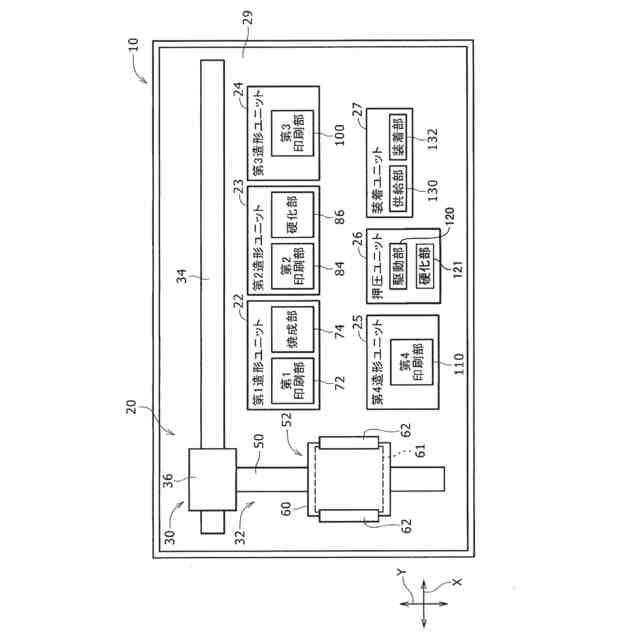
(第1実施例の基板形成装置10の構成)
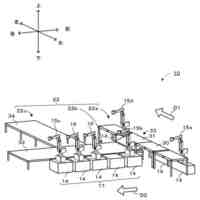
以下、本開示の造形装置を具体化した一実施例である第1実施例の基板形成装置について、図面を参照しつつ説明する。図1は、第1実施例の基板形成装置10の概略図である。図2は、第1実施例の基板形成装置10の制御装置28を示すブロック図である。図1及び図2に示すように、基板形成装置10は、搬送装置20と、第1造形ユニット22と、第2造形ユニット23と、第3造形ユニット24と、第4造形ユニット25と、押圧ユニット26と、装着ユニット27と、制御装置28(図2参照)とを備えている。それら搬送装置20と第1造形ユニット22と第2造形ユニット23と第3造形ユニット24と第4造形ユニット25と押圧ユニット26と装着ユニット27とは、基板形成装置10のベース29の上に配置されている。ベース29は、概して長方形状をなしており、以下の説明では、図1に示すように、ベース29の長手方向をX軸方向、ベース29の短手方向をY軸方向、X軸方向及びY軸方向の両方に直交する方向をZ軸方向と称して説明する。
【0010】
搬送装置20は、X軸スライド機構30と、Y軸スライド機構32とを備えている。そのX軸スライド機構30は、X軸スライドレール34とX軸スライダ36とを有している。X軸スライドレール34は、X軸方向に延びるように、ベース29の上に配設されている。X軸スライダ36は、X軸スライドレール34によって、X軸方向にスライド可能に保持されている。更に、X軸スライド機構30は、電磁モータ38(図2参照)を有しており、電磁モータ38の駆動により、X軸スライダ36をX軸方向の任意の位置に移動させる。また、Y軸スライド機構32は、Y軸スライドレール50とステージ52とを有している。Y軸スライドレール50は、Y軸方向に延びるように、ベース29の上に配設されている。Y軸方向におけるY軸スライドレール50の一端部は、X軸スライダ36に連結されている。このため、Y軸スライドレール50は、X軸スライダ36とともにX軸方向に移動可能とされている。そのY軸スライドレール50には、ステージ52が、Y軸方向にスライド可能に保持されている。更に、Y軸スライド機構32は、電磁モータ56(図2参照)を有しており、電磁モータ56の駆動により、ステージ52をY軸方向の任意の位置に移動させる。これにより、ステージ52は、X軸スライド機構30及びY軸スライド機構32の駆動により、ベース29上の任意の位置に移動する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
工作機械
2か月前
株式会社FUJI
生産支援装置
2か月前
株式会社FUJI
装着支援装置
1か月前
株式会社FUJI
テープフィーダ
5日前
株式会社FUJI
加工機械ライン
1か月前
株式会社FUJI
支援装置及び支援方法
2か月前
株式会社FUJI
搬送装置および搬送方法
2か月前
株式会社FUJI
最適化装置および最適化方法
1か月前
株式会社FUJI
廃テープ搬送装置および実装装置
1か月前
株式会社FUJI
部品実装機及び部品の傾き検出方法
2か月前
株式会社FUJI
搬送ロボットの運用方法および搬送システム
1か月前
株式会社FUJI
作業装置
6日前
株式会社FUJI
モータ制御装置、装着ヘッド及びモータ制御装置の制御方法
12日前
株式会社FUJI
印刷システム
1か月前
株式会社FUJI
異物除去方法
4日前
株式会社FUJI
搬入出方法及び収納装置
2か月前
株式会社FUJI
実装方法及び印刷関連部材交換方法
4日前
株式会社FUJI
部品実装機、部品実装機のためのコンピュータプログラム及び部品実装機の制御方法
3日前
株式会社FUJI
部品装着システムおよび情報管理方法
24日前
株式会社FUJI
部品補給作業管理装置、移動型作業装置、実装システム、情報処理方法及び移動作業方法
1か月前
個人
鋼の連続鋳造用鋳型
12日前
個人
ピストンの低圧鋳造金型
4か月前
トヨタ自動車株式会社
押湯入子
27日前
大阪硅曹株式会社
無機中子用水性塗型剤
14日前
株式会社プロテリアル
合金粉末の製造方法
5か月前
山石金属株式会社
ガスアトマイズ装置
21日前
トヨタ自動車株式会社
中子の製造方法
2か月前
芝浦機械株式会社
射出装置及び成形機
24日前
トヨタ自動車株式会社
中子の製造方法
1か月前
山石金属株式会社
ガスアトマイズ装置
21日前
株式会社キャステム
鋳造品の製造方法
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
2か月前
トヨタ自動車株式会社
突き折り棒
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ