TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086976
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201292
出願日
2023-11-29
発明の名称
最適化システム
出願人
株式会社FUJI
代理人
弁理士法人 快友国際特許事務所
主分類
H05K
13/04 20060101AFI20250603BHJP(他に分類されない電気技術)
要約
【課題】総合設備効率の低下を抑える。
【解決手段】最適化装置61は、判定処理、第1及び第2最適化処理を実行する。判定処理では、装着動作を最適化する基板種に対して、トップ面3及びボトム面4の生産所要時間を比較して、長いほうをボトルネック面と判定し、短いほうを非ボトルネック面と判定する。第1最適化処理では、ボトルネック面においては、生産所要時間が最短となるフィーダ41及び吸着ノズル55の配置となるように、ボトルネック面の装着動作を最適化する。第2最適化処理では、非ボトルネック面においては、ボトルネック面の生産所要時間を超えない範囲で、最適化する基板種の生産とその前後で生産する基板種の生産においてフィーダ41及び吸着ノズル55が共通配置となるように、非ボトルネック面の装着動作を最適化する。
【選択図】図4
特許請求の範囲
【請求項1】
基板のトップ面に部品を装着する第1装着機を含む第1生産ラインで第1装着動作を行い、前記基板のボトム面に前記部品を装着する第2装着機を含む第2生産ラインで第2装着動作を行う生産ラインにおいて両面実装基板を生産するときの、前記第1装着動作及び前記第2装着動作をそれぞれ最適化する最適化装置を備えたシステムであって、
前記第1装着機及び前記第2装着機は、前記部品を供給する複数のフィーダ及び前記複数のフィーダから前記部品を吸着する複数の吸着ノズルを有しており、
前記最適化装置は、
装着動作を最適化する基板種に対して、前記トップ面及び前記ボトム面の生産所要時間を比較して、前記生産所要時間が長いほうを基板生産時にボトルネックとなるボトルネック面と判定するとともに、前記生産所要時間が短いほうを非ボトルネック面と判定する判定処理と、
前記ボトルネック面においては、前記生産所要時間が最短となる前記フィーダ及び前記吸着ノズルの配置となるように、前記ボトルネック面の装着動作を最適化する第1最適化処理と、
前記非ボトルネック面においては、前記ボトルネック面の前記生産所要時間を超えない範囲で、最適化する前記基板種の生産とその前後で生産する基板種の生産において前記フィーダ及び前記吸着ノズルが共通配置となるように、前記非ボトルネック面の装着動作を最適化する第2最適化処理と、
を実行可能に構成されている、最適化システム。
続きを表示(約 1,800 文字)
【請求項2】
前記生産ラインでは、複数の基板種の両面実装基板を生産するときの複数の実行条件が設定され、
前記最適化装置は、前記複数の実行条件を変更しながら試行を繰り返すことにより、前記第1装着動作及び前記第2装着動作をそれぞれ最適化するものであり、
前記複数の実行条件には、前記フィーダの配置及び前記吸着ノズルの配置が含まれており、
前記判定処理と前記第1最適化処理と前記第2最適化処理は、前記複数の基板種のそれぞれに対して実行される、請求項1に記載の最適化システム。
【請求項3】
前記第1生産ライン及び前記第2生産ラインは、直列配置された状態で連結されている、請求項1または2に記載の最適化システム。
【請求項4】
前記第2最適化処理は、
前記フィーダからの部品払い出しに制約がない場合には、前記フィーダ及び前記吸着ノズルの両方が共通配置となるように装着動作を最適化する一方、
前記フィーダからの部品払い出しに制約がある場合には、前記吸着ノズルのみが共通配置となるように装着動作を最適化する、
請求項1または2に記載の最適化システム。
【請求項5】
基板のトップ面に部品を装着する第1装着機を含む第1生産ラインで第1装着動作を行い、前記基板のボトム面に前記部品を装着する第2装着機を含む第2生産ラインで第2装着動作を行う生産ラインにおいて両面実装基板を生産するときの、前記第1装着動作及び前記第2装着動作をそれぞれ最適化する最適化装置を備えたシステムであって、
前記第1装着機及び前記第2装着機は、前記部品を供給する複数のフィーダ及び前記複数のフィーダから前記部品を吸着する複数の吸着ノズルを有しており、
前記最適化装置は、装着動作を最適化する基板種に対して、前記トップ面及び前記ボトム面のうちの一方側面の装着動作を最適化する場合に、反対側面の前記生産所要時間を考慮して、当該基板種の生産とその前後で生産する基板種の生産において前記フィーダ及び前記吸着ノズルが共通配置となるように装着動作を最適化する最適化処理を実行可能に構成されている、最適化システム。
【請求項6】
前記生産ラインでは、複数の基板種の両面実装基板を生産するときの複数の実行条件が設定され、
前記最適化装置は、前記複数の実行条件を変更しながら試行を繰り返すことにより、前記第1装着動作及び前記第2装着動作をそれぞれ最適化するものであり、
前記複数の実行条件には、前記フィーダの配置及び前記吸着ノズルの配置が含まれており、
前記判定処理と前記第1最適化処理と前記第2最適化処理は、前記複数の基板種のそれぞれに対して実行される、請求項5に記載の最適化システム。
【請求項7】
前記第1生産ライン及び前記第2生産ラインは、直列配置された状態で連結されている、請求項6に記載の最適化システム。
【請求項8】
前記最適化処理は、
前記トップ面及び前記ボトム面の生産所要時間の差を基板種ごとに比較した結果から、前記生産所要時間の差が最も大きい基板種を特定し、
前記生産所要時間の差が最も大きい当該基板種の生産とその前後で生産する基板種の生産における前記フィーダ及び前記吸着ノズルの共通配置の優先度を上げ、それ以外の基板種の生産とその前後で生産する基板種の生産における前記フィーダ及び前記吸着ノズルの共通配置の優先度を下げて、装着動作を最適化する、請求項6または7に記載の最適化システム。
【請求項9】
前記最適化処理は、
前記トップ面及び前記ボトム面の生産所要時間の差を基板種ごとに比較した結果から、前記生産所要時間の差の大きさに応じて基板種を分類し、
前記生産所要時間の差が大きい基板種の生産とその前後で生産する基板種の生産における前記フィーダ及び前記吸着ノズルの共通配置の優先度を相対的に上げ、前記生産所要時間の差が小さい基板種の生産とその前後で生産する基板種の生産における前記フィーダ及び前記吸着ノズルの共通配置の優先度を相対的に下げて、装着動作を最適化する、請求項6または7に記載の最適化システム。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、両面実装基板を生産するときの部品装着動作を最適化するシステムに関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
従来、両面実装基板を生産する場合には、生産仕掛け基板を最小化するために、基板のトップ面に部品を装着するトップ面生産ラインと、基板のボトム面に部品を装着するボトム面生産ラインとを直列に配置するラインを構築することが多い。通常この種のラインでは、トップ面装着用の装着機の装着動作を最適化したり、ボトム面装着用の装着機の装着動作を最適化したりすることを個別に行うことにより、生産の効率化を図っている。なお、両面実装基板を効率よく生産するための従来技術としては、例えば、特許文献1に開示されたものが知られている。
【先行技術文献】
【特許文献】
【0003】
特開2019-054276号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、生産する基板種によっては、トップ面とボトム面とで装着点数バランスが不均等であることが、しばしば発生する。このため、単に片面ずつ装着動作の最適化を行ったとしても、一方の面の生産が早く終わり、遅いほうの他方の面の生産を待ってしまう事態が発生し得る。その結果、OEE(総合設備効率)が低くなるという問題がある。そこで本明細書は、総合設備効率の低下を抑える技術を提供する。
【課題を解決するための手段】
【0005】
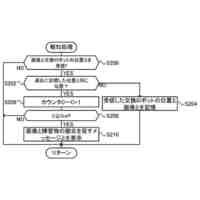
本明細書は、最適化装置を備えた最適化システムを開示する。基板のトップ面に部品を装着する第1装着機を含む第1生産ラインで第1装着動作を行う。基板のボトム面に部品を装着する第2装着機を含む第2生産ラインで第2装着動作を行う。最適化装置は、生産ラインにおいて両面実装基板を生産するときの第1装着動作及び第2装着動作をそれぞれ最適化する。第1装着機及び第2装着機は、部品を供給する複数のフィーダ及び複数のフィーダから部品を吸着する複数の吸着ノズルを有している。最適化装置は、判定処理と、第1最適化処理と、第2最適化処理とを実行可能に構成されている。判定処理では、装着動作を最適化する基板種に対して、トップ面及びボトム面の生産所要時間を比較して、生産所要時間が長いほうを基板生産時にボトルネックとなるボトルネック面と判定するとともに、生産所要時間が短いほうを非ボトルネック面と判定する。第1最適化処理では、ボトルネック面においては、生産所要時間が最短となるフィーダ及び吸着ノズルの配置となるように、ボトルネック面の装着動作を最適化する。第2最適化処理では、非ボトルネック面においては、ボトルネック面の生産所要時間を超えない範囲で、最適化する基板種の生産とその前後で生産する基板種の生産においてフィーダ及び吸着ノズルが共通配置となるように、非ボトルネック面の装着動作を最適化する。上述した構成によると、生産所要時間と段取り替え性とを考慮した装着動作が実現できるため、総合設備効率の低下を抑えることができる。
【0006】
また本明細書は、別の最適化装置を備えた最適化システムを開示する。基板のトップ面に部品を装着する第1装着機を含む第1生産ラインで第1装着動作を行う。基板のボトム面に部品を装着する第2装着機を含む第2生産ラインで第2装着動作を行う。最適化装置は、生産ラインにおいて両面実装基板を生産するときの第1装着動作及び第2装着動作をそれぞれ最適化する。第1装着機及び第2装着機は、部品を供給する複数のフィーダ及び複数のフィーダから部品を吸着する複数の吸着ノズルを有している。最適化装置は、装着動作を最適化する基板種に対して、トップ面及びボトム面のうちの一方側面の装着動作を最適化する場合に、反対側面の生産所要時間を考慮して、当該基板種の生産とその前後で生産する基板種の生産においてフィーダ及び吸着ノズルが共通配置となるように装着動作を最適化する最適化処理を実行可能に構成されている。上述した構成によっても、生産所要時間と段取り替え性とを考慮した装着動作が実現できるため、総合設備効率の低下を抑えることができる。
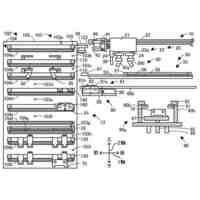
【図面の簡単な説明】
【0007】
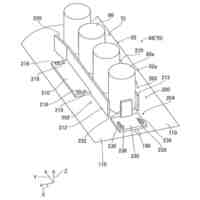
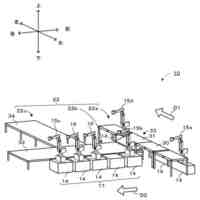
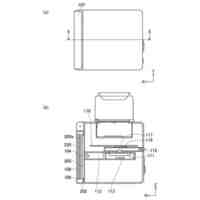
実施例1の最適化システムを備えた基板生産設備を示す概略図である。
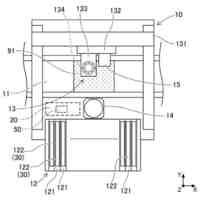
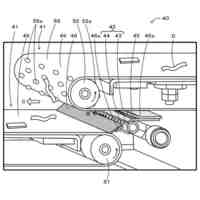
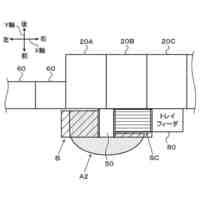
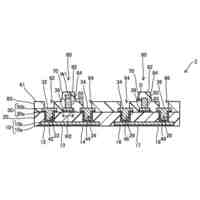
実施例1の基板生産設備を構成する第1装着機を示す概略平面図である。
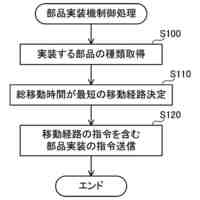
実施例1の最適化装置を示すブロック図である。
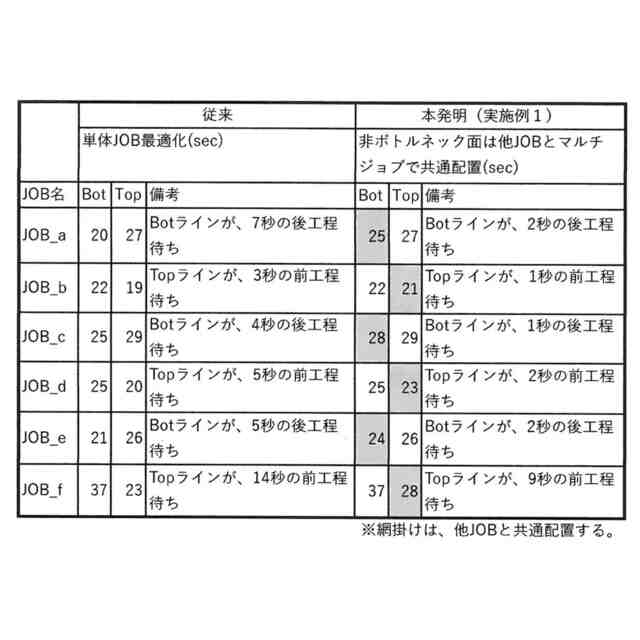
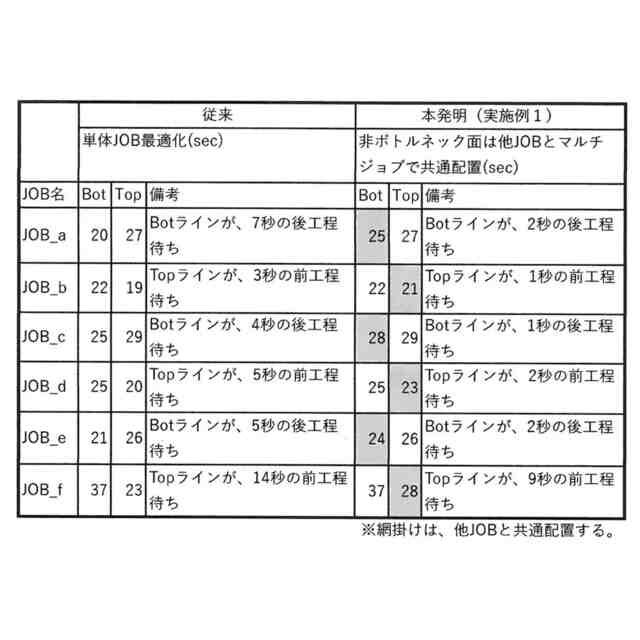
実施例1において、従来の最適化方法と本発明の最適化方法とでサイクルタイムを比較した表1である。
実施例2において、従来の最適化方法と本発明の最適化方法とでサイクルタイムを比較した表2である。
【発明を実施するための形態】
【0008】
(態様1)本明細書に開示する最適化システムでは、生産ラインでは、複数の基板種の両面実装基板を生産するときの複数の実行条件が設定されてもよい。最適化装置は、複数の実行条件を変更しながら試行を繰り返すことにより、第1装着動作及び第2装着動作をそれぞれ最適化するものであってもよい。複数の実行条件には、フィーダの配置及び吸着ノズルの配置が含まれていてもよい。判定処理と第1最適化処理と第2最適化処理は、複数の基板種のそれぞれに対して実行されてもよい。このような構成によると、複数の基板種のそれぞれに対して判定処理と第1最適化処理と第2最適化処理が実行されるため、総合設備効率の低下を好適に抑えることができる。
(態様2)本明細書に開示する最適化システムでは、第1生産ライン及び第2生産ラインは、直列配置された状態で連結されていてもよい。このような構成によると、第1生産ラインと第2生産ラインとの間の基板の搬送を効率的に行うことができる。
(態様3)本明細書に開示する最適化システムでは、第2最適化処理は、フィーダからの部品払い出しに制約がない場合には、フィーダ及び吸着ノズルの両方が共通配置となるように装着動作を最適化する一方、フィーダからの部品払い出しに制約がある場合には、吸着ノズルのみが共通配置となるように装着動作を最適化してもよい。
(態様4)本明細書に開示する別の最適化システムでは、生産ラインでは、複数の基板種の両面実装基板を生産するときの複数の実行条件が設定されてもよい。最適化装置は、複数の実行条件を変更しながら試行を繰り返すことにより、第1装着動作及び第2装着動作をそれぞれ最適化するものであってもよい。複数の実行条件には、フィーダの配置及び吸着ノズルの配置が含まれていてもよい。判定処理と第1最適化処理と第2最適化処理は、複数の基板種のそれぞれに対して実行さてもよい。
(態様5)本明細書に開示する別の最適化システムでは、第1生産ライン及び第2生産ラインは、直列配置された状態で連結されていてもよい。
(態様6)本明細書に開示する別の最適化システムでは、最適化処理は、トップ面及びボトム面の生産所要時間の差を基板種ごとに比較した結果から、生産所要時間の差が最も大きい基板種を特定し、生産所要時間の差が最も大きい当該基板種の生産とその前後で生産する基板種の生産におけるフィーダ及び吸着ノズルの共通配置の優先度を上げ、それ以外の基板種の生産とその前後で生産する基板種の生産におけるフィーダ及び吸着ノズルの共通配置の優先度を下げて、装着動作を最適化してもよい。
(態様7)本明細書に開示する別の最適化システムでは、最適化処理は、トップ面及びボトム面の生産所要時間の差を基板種ごとに比較した結果から、生産所要時間の差の大きさに応じて基板種を分類し、生産所要時間の差が大きい基板種の生産とその前後で生産する基板種の生産におけるフィーダ及び吸着ノズルの共通配置の優先度を相対的に上げ、生産所要時間の差が小さい基板種の生産とその前後で生産する基板種の生産におけるフィーダ及び吸着ノズルの共通配置の優先度を相対的に下げて、装着動作を最適化してもよい。
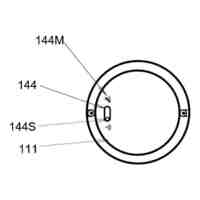
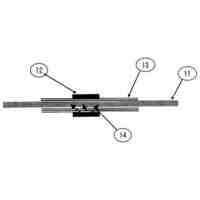
【0009】
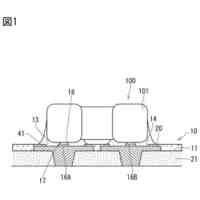
(実施例1) 以下、本発明の一実施例に係る最適化システム6について図面を参照して説明する。図1は、本実施例の最適化システム6を備えた基板生産設備11を示す概略図である。図1に示すように、本実施例の基板生産設備11は、両面実装基板を生産するための設備であって、基板1のトップ面3側の生産を行う第1生産ライン31と、基板1のボトム面4側の生産を行う第2生産ライン21とによって構成された生産ラインを有している。ここでは、第2生産ライン21の終端に第1生産ライン31の始端が接続されている。つまり、第1生産ライン31及び第2生産ライン21は、直列配置された状態で連結されている。
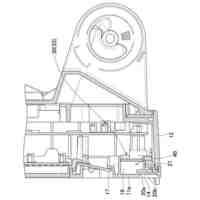
【0010】
第2生産ライン21は、基板1のボトム面4に対して部品2を実装する作業を行うためのラインである。第2生産ライン21は、基板ローダ22、印刷機23、SPI24、第2装着機25、リフロー装置26、AOI27、表裏反転機28を基板搬送方向の上流側からこの順序で備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
装着支援装置
1か月前
株式会社FUJI
テープフィーダ
6日前
株式会社FUJI
最適化装置および最適化方法
1か月前
株式会社FUJI
廃テープ搬送装置および実装装置
1か月前
株式会社FUJI
搬送ロボットの運用方法および搬送システム
1か月前
株式会社FUJI
作業装置
7日前
株式会社FUJI
モータ制御装置、装着ヘッド及びモータ制御装置の制御方法
13日前
株式会社FUJI
異物除去方法
5日前
株式会社FUJI
印刷システム
1か月前
株式会社FUJI
部品実装機、部品実装機のためのコンピュータプログラム及び部品実装機の制御方法
4日前
株式会社FUJI
実装方法及び印刷関連部材交換方法
5日前
株式会社FUJI
部品装着システムおよび情報管理方法
25日前
株式会社コロナ
電気機器
2か月前
日本精機株式会社
回路基板
3か月前
株式会社遠藤照明
照明装置
2か月前
個人
非衝突型ガウス加速器
25日前
アイホン株式会社
電気機器
25日前
個人
節電材料
1か月前
キヤノン株式会社
電子機器
2か月前
メクテック株式会社
配線基板
2か月前
メクテック株式会社
配線基板
15日前
東レ株式会社
霧化状活性液体供給装置
11日前
マクセル株式会社
配列用マスク
1か月前
サクサ株式会社
筐体の壁掛け構造
8日前
イビデン株式会社
プリント配線板
1か月前
イビデン株式会社
配線基板
28日前
イビデン株式会社
配線基板
7日前
イビデン株式会社
プリント配線板
2か月前
イビデン株式会社
プリント配線板
2か月前
イビデン株式会社
プリント配線板
3か月前
トキコーポレーション株式会社
照明器具
2か月前
株式会社電気印刷研究所
金属画像形成方法
2か月前
株式会社電気印刷研究所
金属画像形成方法
2か月前
カシン工業株式会社
PTC発熱装置
1か月前
メクテック株式会社
伸縮性配線基板
2か月前
新電元工業株式会社
充電装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ