TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025067484
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023177503
出願日
2023-10-13
発明の名称
部品実装機及び部品傾き検出方法
出願人
株式会社FUJI
代理人
弁理士法人 快友国際特許事務所
主分類
H05K
13/08 20060101AFI20250417BHJP(他に分類されない電気技術)
要約
【課題】部品の下面の傾きを正確に検出し得る技術を提供する。
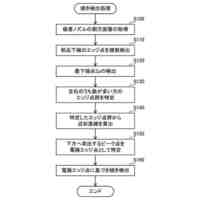
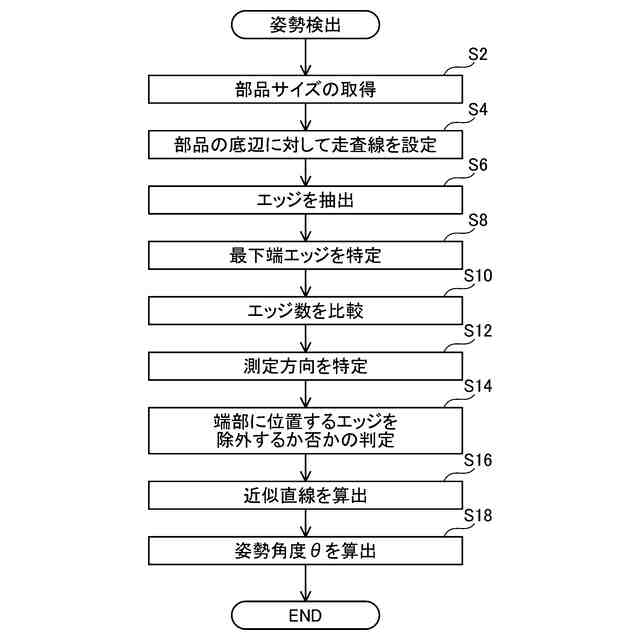
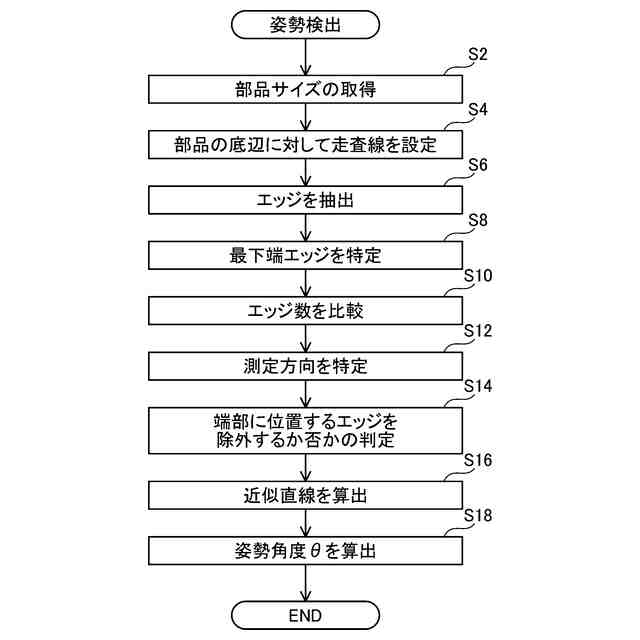
【解決手段】部品実装機は、部品を側方から撮像した撮像画像に基づいて、部品の傾きを検出する画像処理部を備える。画像処理部は、撮像画像内に設定された複数の走査線のそれぞれについて、部品と背景の境界であるエッジを抽出し(S6)、抽出された複数のエッジのうち、最も端に位置する両端のエッジのうちの少なくとも一方の判定対象エッジに対して、当該判定対象エッジと、当該判定対象エッジに隣接する隣接エッジとが同一の辺に位置するか否かを判定し(S14)、判定対象エッジが同一の辺に位置すると判定されたときに判定対象エッジを含んで部品の傾きを算出する一方で、判定処理で判定対象エッジが同一の辺に位置しないと判定されたときに判定対象エッジを含まずに前記部品の傾きを算出する(S18)。
【選択図】図3
特許請求の範囲
【請求項1】
部品を供給する部品供給部と、
前記部品供給部から供給される部品を吸着し、吸着した前記部品を基板に実装する部品実装部と、
前記部品実装部に吸着された前記部品を側方から撮像する撮像部と、
前記撮像部で撮像された撮像画像に基づいて、前記部品の傾きを検出する画像処理部と、を備えており、
前記画像処理部は、
前記撮像画像内において第1の方向に所定の間隔を空けて設定されると共に前記第1の方向と直交する第2の方向に伸びる複数の走査線のそれぞれについて、当該走査線上の画素群の光学的特性の変化に基づいて、前記部品と背景の境界であるエッジを抽出するエッジ抽出処理と、
前記エッジ抽出処理で抽出された複数の前記エッジのうち、前記第1の方向について最も端に位置する両端のエッジのうちの少なくとも一方の判定対象エッジに対して、当該判定対象エッジと、当該判定対象エッジに隣接する隣接エッジとが同一の辺に位置するか否かを判定する判定処理と、
前記判定処理で前記判定対象エッジが同一の辺に位置すると判定されたときに前記判定対象エッジを含んで前記部品の傾きを算出する一方で、前記判定処理で前記判定対象エッジが同一の辺に位置しないと判定されたときに前記判定対象エッジを含まずに前記部品の傾きを算出する算出処理と、
を実行する、部品実装機。
続きを表示(約 1,100 文字)
【請求項2】
前記判定処理は、前記エッジ抽出処理で抽出された複数のエッジのうち前記第2の方向について最も下端となる最下端エッジを特定し、前記第1の方向において特定した前記最下端エッジから見て数が多くなる側の端となるエッジを前記判定対象エッジとして、前記判定対象エッジと前記隣接エッジとが同一の辺に位置するか否かを判定する、請求項1に記載の部品実装機。
【請求項3】
前記判定処理は、前記第1の方向において前記最下端エッジから前記隣接エッジまでの間に位置する複数のエッジのそれぞれについて同一の辺に位置するか否かの判定が行われる、請求項2に記載の部品実装機。
【請求項4】
前記判定処理は、前記第1の方向において前記最下端エッジから前記隣接エッジまでの間に位置する複数のエッジによって特定される直線と、前記判定対象エッジとの距離が第1所定値以下となるときに、前記判定対象エッジと前記隣接エッジとが同一の辺に位置すると判定する、請求項2に記載の部品実装機。
【請求項5】
前記判定処理は、前記判定対象エッジと前記隣接エッジとの前記第2の方向の距離が第2所定値以下となるときに、前記判定対象エッジと前記隣接エッジとが同一の辺に位置すると判定する、請求項2に記載の部品実装機。
【請求項6】
部品を供給する部品供給部と、
前記部品供給部から供給される部品を吸着し、吸着した前記部品を基板に実装する部品実装部と、
を備える部品実装機において、前記部品実装部に吸着された前記部品の傾きを検出する方法であって、
前記部品実装部に吸着された前記部品を側方から撮像する撮像工程と、
前記撮像工程で撮像された撮像画像内において第1の方向に所定の間隔を空けて設定されると共に前記第1の方向と直交する第2の方向に伸びる複数の走査線のそれぞれについて、当該走査線上の画素群の光学的特性の変化に基づいて、前記部品と背景の境界であるエッジを抽出するエッジ抽出工程と、
前記エッジ抽出工程で抽出された複数の前記エッジのうち、前記第1の方向について最も端に位置する両端のエッジのうちの少なくとも一方の判定対象エッジに対して、当該判定対象エッジと、当該判定対象エッジに隣接する隣接エッジとが同一の辺に位置するか否かを判定する判定工程と、
前記判定工程で前記判定対象エッジが同一の辺に位置すると判定されたときに前記判定対象エッジを含んで前記部品の傾きを算出する一方で、前記判定工程で前記判定対象エッジが同一の辺に位置しないと判定されたときに前記判定対象エッジを含まずに前記部品の傾きを算出する算出工程と、
を備える、部品傾き検出方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、部品を側方から撮像した画像に基づいて、部品の下面の傾きを検出する技術に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、部品を側方から撮像するカメラと、カメラによって撮像された画像データを画像処理する制御装置と、を備える装着機が開示されている。制御装置は、キャリパーツールを用いて画像データを処理することで、部品の下面のエッジを複数抽出する。そして、抽出された複数のエッジから部品の下面の傾きを検出している。
【先行技術文献】
【特許文献】
【0003】
国際公開第2016/075790号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の技術を用いて部品の下面の傾きを検出する場合、部品の種類によっては下面の傾きを正確に検出することが難しい場合があった。例えば、撮像された画像において、部品の下面と側面の間の角部が丸みを帯びたラウンド形状に形成されている部品がある。かかる部品の下面の傾きを検出する場合、ラウンド形状となっている部分(以下、ラウンド部分ということがある)からエッジを検出してしまうと、従来の技術では、そのエッジを含んで下面の傾きを検出する。その結果、部品の下面の傾きが実際の傾きとは異なるものとして検出されてしまう。
【0005】
本明細書では、従来技術と比較して、部品の下面の傾きを正確に検出することができる技術を提供する。
【課題を解決するための手段】
【0006】
本明細書が開示する部品実装機は、部品を供給する部品供給部と、部品供給部から供給される部品を吸着し、吸着した前記部品を基板に実装する部品実装部と、部品実装部に吸着された部品を側方から撮像する撮像部と、撮像部で撮像された撮像画像に基づいて、部品の傾きを検出する画像処理部と、を備えている。画像処理部は、エッジ抽出処理と、判定処理と、算出処理とを実行する。エッジ抽出処理では、撮像画像内において第1の方向に所定の間隔を空けて設定されると共に第1の方向と直交する第2の方向に伸びる複数の走査線のそれぞれについて、当該走査線上の画素群の光学的特性の変化に基づいて、部品と背景の境界であるエッジを抽出する。判定処理は、エッジ抽出処理で抽出された複数のエッジのうち、第1の方向について最も端に位置する両端のエッジのうちの少なくとも一方の判定対象エッジに対して、当該判定対象エッジと、当該判定対象エッジに隣接する隣接エッジとが同一の辺に位置するか否かを判定する。算出処理は、判定処理で判定対象エッジが同一の辺に位置すると判定されたときに判定対象エッジを含んで部品の傾きを算出する一方で、判定処理で判定対象エッジが同一の辺に位置しないと判定されたときに判定対象エッジを含まずに部品の傾きを算出する。
【0007】
上記の部品実装機では、エッジ抽出処理で抽出された複数のエッジのうち、最も端に位置する判定対象エッジと、当該判定対象エッジに隣接する隣接エッジとが同一の辺に位置するか否かが判定される。このため、例えば、最も端に位置する判定対象エッジがラウンド部分から抽出されている場合、判定対象エッジと隣接エッジとが同一の辺に位置しないと判定され、判定対象エッジを含まずに部品の傾きが算出される。したがって、上記の部品実装機によると、従来の技術と比較すると、部品の下面の傾きを正確に検出することができる。
【0008】
また、本明細書が開示する部品傾き検出方法は、部品を供給する部品供給部と、部品供給部から供給される部品を吸着し、吸着した部品を基板に実装する部品実装部と、を備える部品実装機において、部品実装部に吸着された部品の傾きを検出する。この方法は、部品実装部に吸着された部品を側方から撮像する撮像工程と、撮像工程で撮像された撮像画像内において第1の方向に所定の間隔を空けて設定されると共に第1の方向と直交する第2の方向に伸びる複数の走査線のそれぞれについて、当該走査線上の画素群の光学的特性の変化に基づいて、部品と背景の境界であるエッジを抽出するエッジ抽出工程と、エッジ抽出工程で抽出された複数のエッジのうち、第1の方向について最も端に位置する両端のエッジのうちの少なくとも一方の判定対象エッジに対して、当該判定対象エッジと、当該判定対象エッジに隣接する隣接エッジと、が同一の辺に位置するか否かを判定する判定工程と、判定工程で判定対象エッジが同一の辺に位置すると判定されたときに判定対象エッジを含んで部品の傾きを算出する一方で、判定工程で判定対象エッジが同一の辺に位置しないと判定されたときに判定対象エッジを含まずに部品の傾きを算出する算出工程と、を備える。この方法によっても、上記部品実装機と同様の作用効果を奏することができる。
【図面の簡単な説明】
【0009】
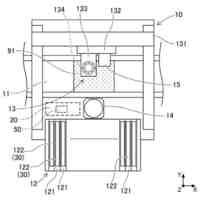
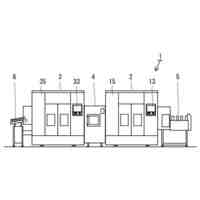
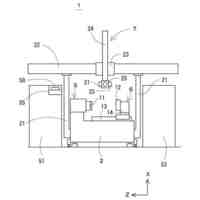
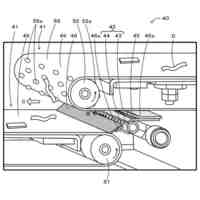
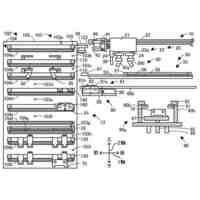
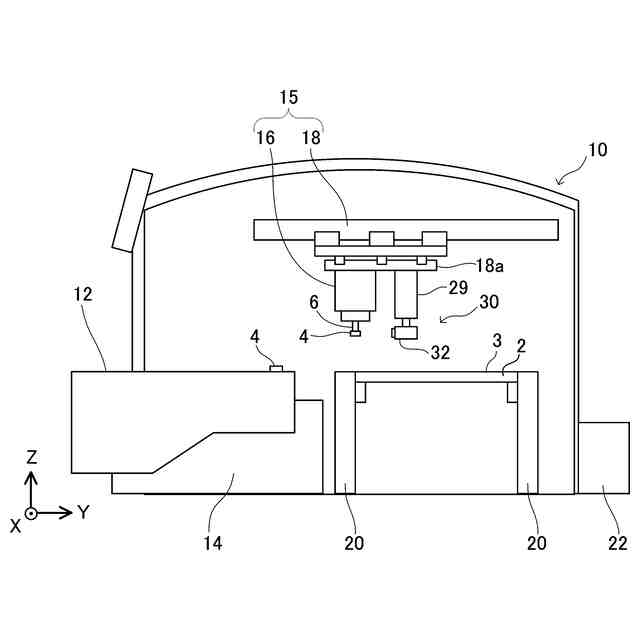
実施例の部品実装機の側面図。
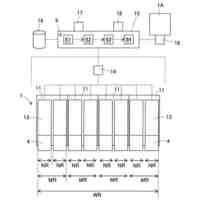
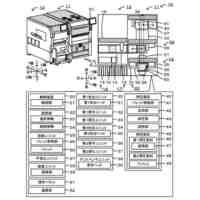
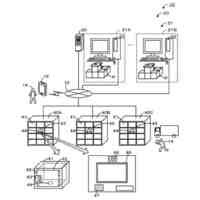
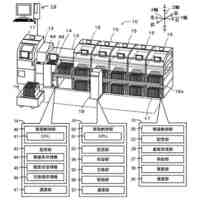
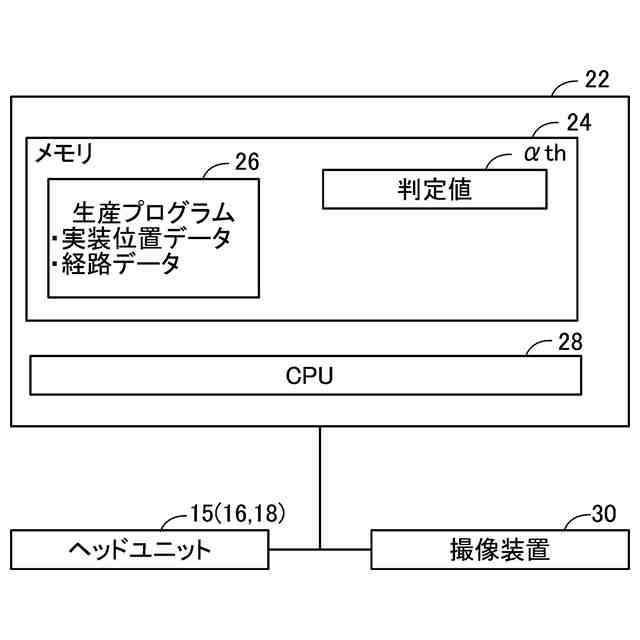
部品実装機が備える制御装置の構成図。
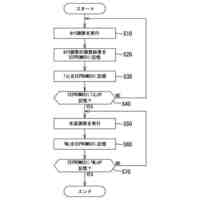
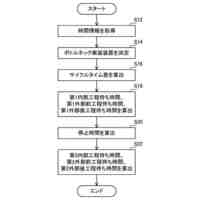
制御装置が実行する傾き検出処理のフローチャート。
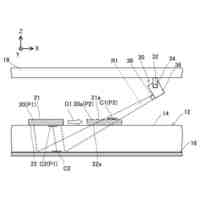
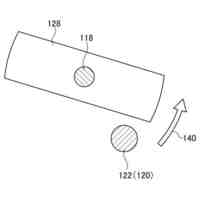
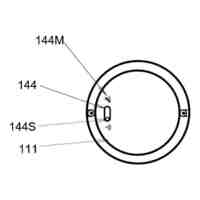
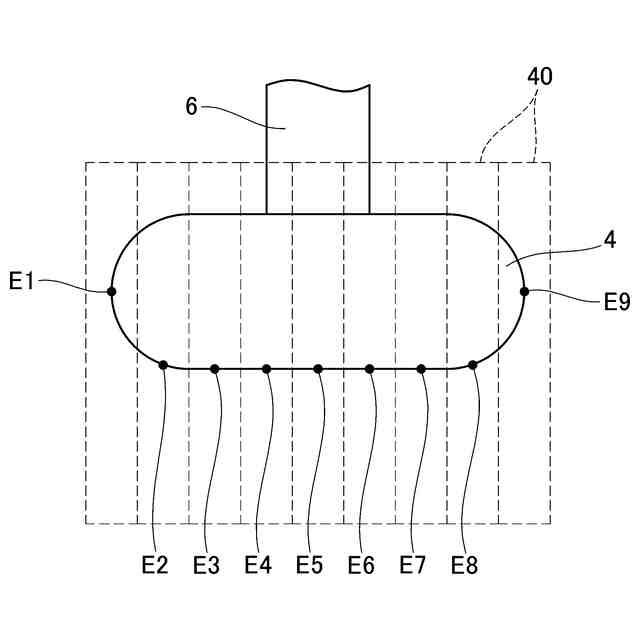
撮像装置によって撮像された部品の画像の一例。
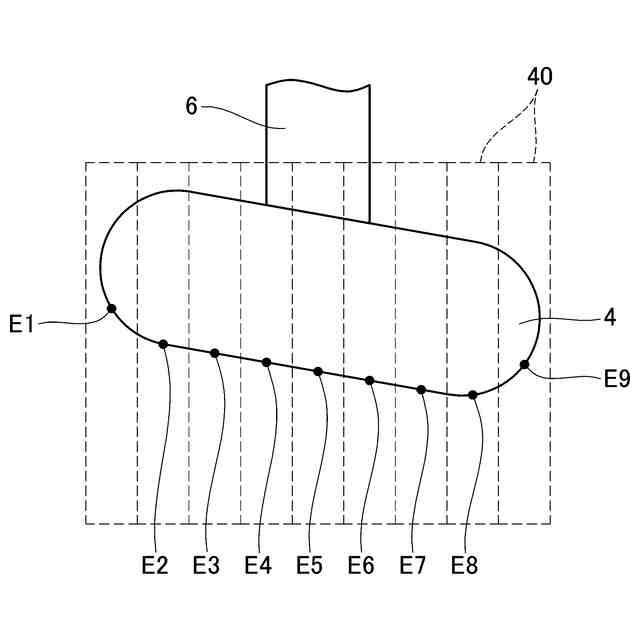
撮像装置によって撮像された部品の画像の他の例。
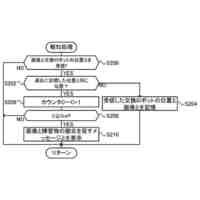
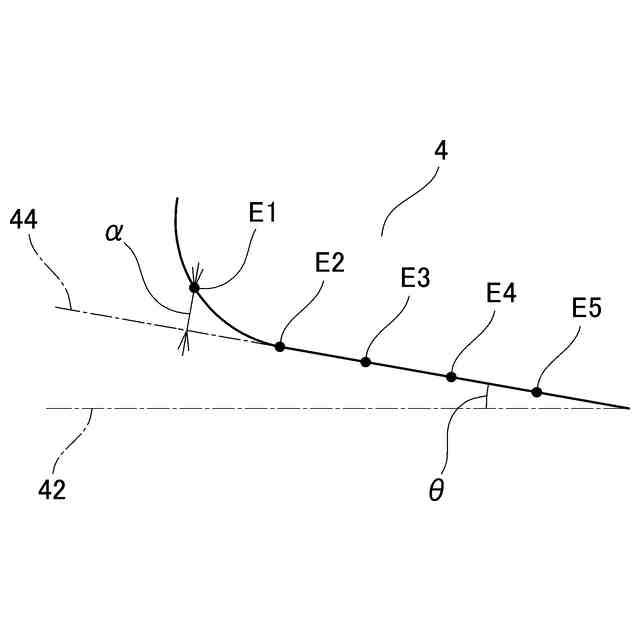
判定対象エッジと隣接エッジとが同一の辺に位置するか否かを判定する判定処理を説明するための図。
【発明を実施するための形態】
【0010】
以下に説明する実施例の主要な特徴を列記しておく。なお、以下に記載する技術要素は、それぞれ独立した技術要素であって、単独であるいは各種の組合せによって技術的有用性を発揮するものであり、出願時の請求項に記載の組合せに限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
印刷装置
2か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
26日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
装着支援装置
10日前
株式会社FUJI
基板搬送装置
2か月前
株式会社FUJI
加工システム
1か月前
株式会社FUJI
生産支援装置
1か月前
株式会社FUJI
加工機械ライン
16日前
株式会社FUJI
最適化システム
1か月前
株式会社FUJI
対基板作業システム
1か月前
株式会社FUJI
周辺装置制御用治具
2か月前
株式会社FUJI
支援装置及び支援方法
26日前
株式会社FUJI
搬送装置および搬送方法
24日前
株式会社FUJI
ワーク搬送機付き工作機械
2か月前
株式会社FUJI
メンテナンス方法及び造形装置
1か月前
株式会社FUJI
廃テープ搬送装置および実装装置
5日前
株式会社FUJI
押圧装置、印刷装置及び押圧部材
2か月前
株式会社FUJI
部品実装機及び部品の傾き検出方法
24日前
株式会社FUJI
報知システム及び報知システムの制御方法
1か月前
株式会社FUJI
搬送ロボットの運用方法および搬送システム
11日前
株式会社FUJI
算出システム、管理装置、及びコンピュータプログラム
1か月前
株式会社FUJI
管理装置
1か月前
株式会社FUJI
実装システム
1か月前
株式会社FUJI
印刷システム
9日前
株式会社FUJI
制御装置、ストッカ、ストッカシステム、管理装置および制御方法
2か月前
株式会社FUJI
制御装置、ストッカ、管理装置、ストッカシステムおよび制御方法
2か月前
株式会社FUJI
対基板作業機、および電磁モータの回転の規制を解除する解除方法
1か月前
株式会社FUJI
廃テープ回収ユニット
2か月前
株式会社FUJI
搬入出方法及び収納装置
24日前
株式会社FUJI
部品補給作業管理装置、移動型作業装置、実装システム、情報処理方法及び移動作業方法
19日前
株式会社コロナ
電気機器
27日前
日本精機株式会社
回路基板
1か月前
株式会社遠藤照明
照明装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ