TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025054619
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023163751
出願日
2023-09-26
発明の名称
成形機
出願人
東洋機械金属株式会社
代理人
弁理士法人武和国際特許事務所
主分類
B29C
45/76 20060101AFI20250331BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】スクリューが交換されたか否かをシンプルな方法で適切に判定可能な成形機を提供する。
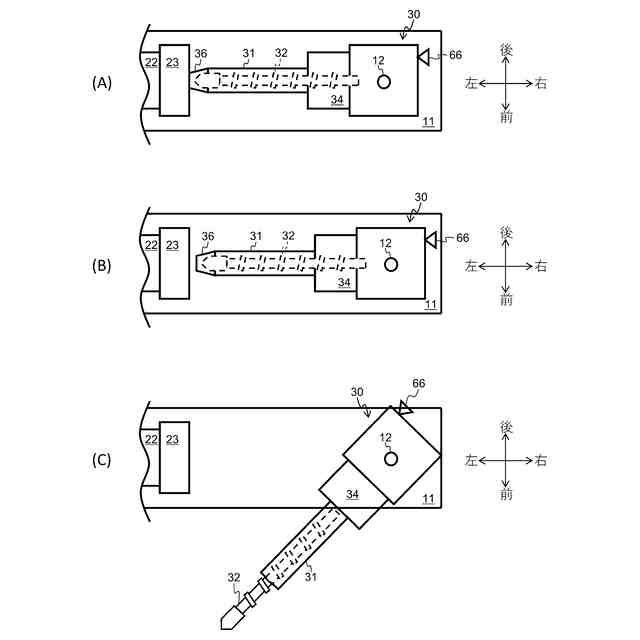
【解決手段】成形機は、金型内に成形材料を射出する射出装置と、射出装置を制御する制御装置とを備える。射出装置は、成形材料が充填される加熱シリンダと、加熱シリンダの内部を進退して、加熱シリンダに充填された成形材料を射出するスクリューとを備え、加熱シリンダの先端が型締めされた金型に連通する連通姿勢と、加熱シリンダの先端が金型から離間する離間姿勢との間を金型に対して進退可能で、且つスクリューを挿抜不能な離間姿勢と、スクリューを挿抜可能な旋回姿勢との間を旋回軸周りに旋回可能に構成されている。成形機は、射出装置の姿勢を検出するセンサをさらに備える。制御装置は、射出装置が離間姿勢から旋回姿勢まで旋回し、再び離間姿勢に戻ったことをセンサで検出したことに応じて、加熱シリンダ内のスクリューが交換されたと判定する。
【選択図】図7
特許請求の範囲
【請求項1】
型締された金型のキャビティ内に成形材料を射出する射出装置と、前記射出装置を制御する制御装置とを備える成形機において、
前記射出装置は、
成形材料が充填される加熱シリンダと、前記加熱シリンダの内部を進退して、前記加熱シリンダに充填された成形材料を射出するスクリューとを備え、
前記加熱シリンダの先端が型締めされた前記金型に連通する連通姿勢と、前記加熱シリンダの先端が前記金型から離間する離間姿勢との間を前記金型に対して進退可能で、且つ前記スクリューを挿抜不能な前記離間姿勢と、前記スクリューを挿抜可能な旋回姿勢との間を旋回軸周りに旋回可能に構成され、
前記成形機は、前記射出装置の姿勢を検出するセンサをさらに備え、
前記制御装置は、前記射出装置が前記離間姿勢から前記旋回姿勢まで旋回し、再び前記離間姿勢に戻ったことを前記センサで検出したことに応じて、前記加熱シリンダ内の前記スクリューが交換されたと判定することを特徴とする成形機。
続きを表示(約 690 文字)
【請求項2】
オペレータによる入力操作を受け付ける入力装置を備え、
前記制御装置は、
前記スクリューが交換されたと判定した場合に、前記加熱シリンダに挿入された前記スクリューの種類が前記入力装置を通じて入力されるまで、成形材料の射出を禁止し、
前記入力装置を通じて前記スクリューの種類が入力された場合に、入力された前記スクリューの種類をメモリに記憶すると共に、成形材料の射出を許可することを特徴とする請求項1に記載の成形機。
【請求項3】
情報を表示する表示装置を備え、
前記制御装置は、前記スクリューが交換されたと判定した場合に、前記入力装置を通じた前記スクリューの種類の入力を促す画面を、前記表示装置に表示することを特徴とする請求項2に記載の成形機。
【請求項4】
情報を表示する表示装置を備え、
前記制御装置は、前記入力装置を通じたオペレータの指示に従って、前記メモリに記憶された前記スクリューの種類を前記表示装置に表示することを特徴とする請求項2に記載の成形機。
【請求項5】
前記メモリは、
前記入力装置を通じて入力された成形条件と、
前記加熱シリンダに挿入可能な前記スクリューの種類それぞれに対応付けて、前記成形条件の限界値とを記憶し、
前記制御装置は、前記メモリに記憶された前記成形条件が、前記メモリに記憶された前記スクリューの種類に対応する前記限界値を超えていると判定した場合に、前記成形条件の変更の必要を報知することを特徴とする請求項2に記載の成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形材料を金型に射出して成形品を成形する成形機に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来より、金型を型開閉及び型締めする型締装置と、型締された金型のキャビティ内に成形材料を射出する射出装置とを備える成形機が知られている。そして、射出装置は、成形材料が充填される加熱シリンダと、加熱シリンダの内部を進退して、加熱シリンダに充填された成形材料を射出するスクリューとを備える。
【0003】
このような成形機では、加熱シリンダに挿入されたスクリューの種類によって、射出条件の変更が必要な場合がある。そこで、特許文献1には、計量モータの動きに従って検出される情報に基づいて、スクリューが交換されたか否かを判定する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2023-089677号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の方法は、複雑な演算を必要とする割に、スクリューが交換されたか否かを正確に判定できるとは言い難い。
【0006】
本発明は、このような従来技術の課題を解決するためになされたものであり、その目的は、スクリューが交換されたか否かをシンプルな方法で適切に判定可能な成形機を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するため、型締された金型のキャビティ内に成形材料を射出する射出装置と、前記射出装置を制御する制御装置とを備える成形機において、前記射出装置は、成形材料が充填される加熱シリンダと、前記加熱シリンダの内部を進退して、前記加熱シリンダに充填された成形材料を射出するスクリューとを備え、前記加熱シリンダの先端が型締めされた前記金型に連通する連通姿勢と、前記加熱シリンダの先端が前記金型から離間する離間姿勢との間を前記金型に対して進退可能で、且つ前記スクリューを挿抜不能な前記離間姿勢と、前記スクリューを挿抜可能な旋回姿勢との間を旋回軸周りに旋回可能に構成され、前記成形機は、前記射出装置の姿勢を検出するセンサをさらに備え、前記制御装置は、前記射出装置が前記離間姿勢から前記旋回姿勢まで旋回し、再び前記離間姿勢に戻ったことを前記センサで検出したことに応じて、前記加熱シリンダ内の前記スクリューが交換されたと判定することを特徴とする。
【発明の効果】
【0008】
本発明によると、スクリューが交換されたか否かをシンプルな方法で適切に判定することができる。
【図面の簡単な説明】
【0009】
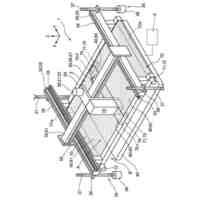
本実施形態に係る射出成形機の側面図である。
射出装置の姿勢を示す図である。
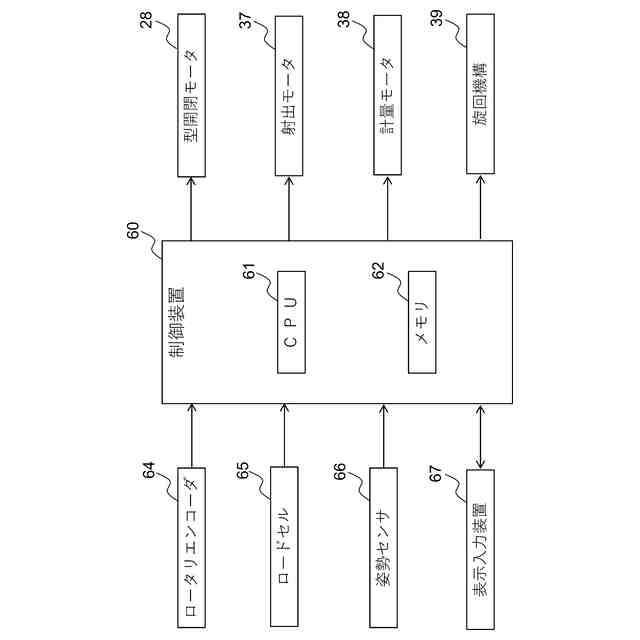
射出成形機のハードウェアブロック図である。
搭載スクリュー(A)、射出条件(B)、スクリューテーブル(C)のデータ例である。
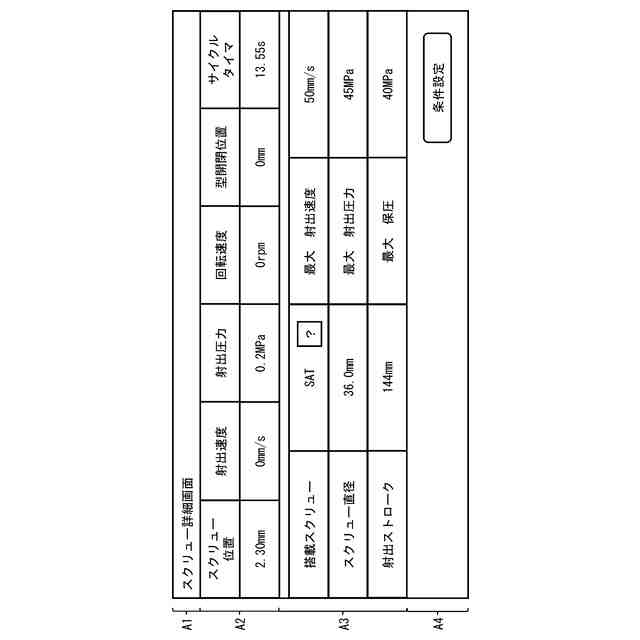
スクリュー詳細画面の一例である。
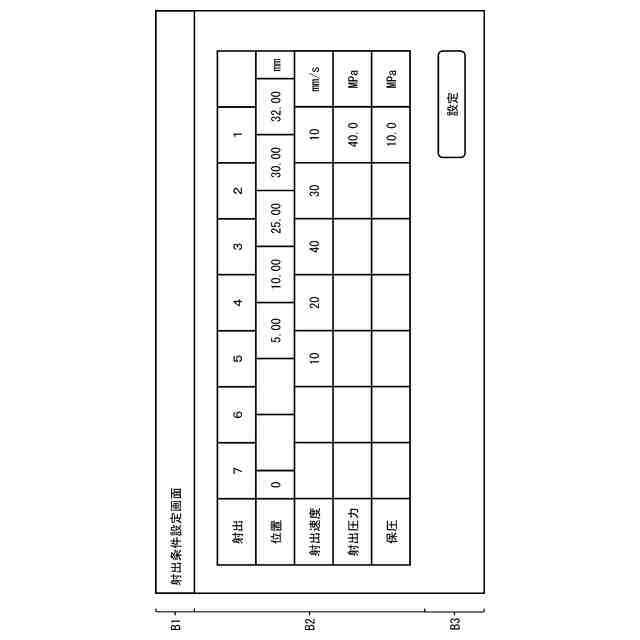
射出条件設定画面の一例である。
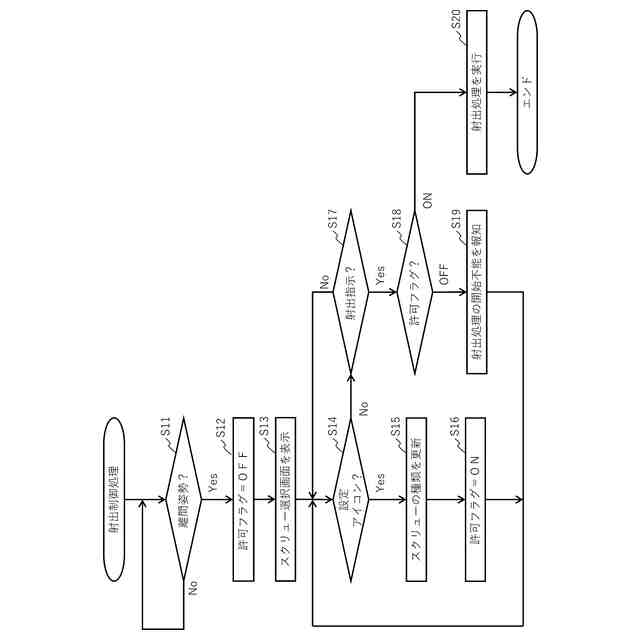
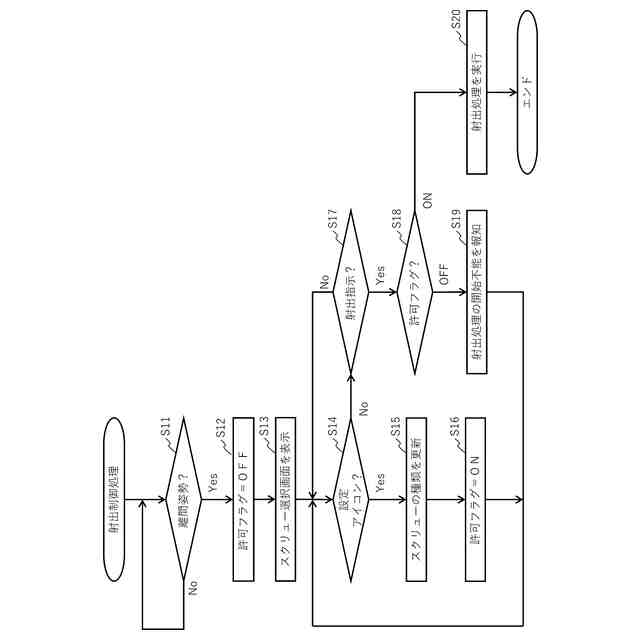
射出制御処理のフローチャートである。
スクリュー設定画面の表示例である。
スクリュー詳細画面の他の例である。
射出条件設定画面の他の例である。
【発明を実施するための形態】
【0010】
以下、本発明に係る射出成形機10を図面に基づいて説明する。射出成形機10は、金型内に計量された成形材料を射出して、射出成形品を成形(以下、「射出成形」と表記する。)する装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
株式会社 型善
射出成形型
19日前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
複合成形体の製造方法
1か月前
日機装株式会社
加圧システム
7か月前
株式会社エフピコ
賦形シート
1か月前
個人
樹脂可塑化方法及び装置
10か月前
株式会社FTS
ロッド
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
トヨタ自動車株式会社
射出装置
9か月前
NOK株式会社
樹脂ゴム複合体
3か月前
株式会社漆原
シートの成形方法
6か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
8か月前
株式会社日本製鋼所
監視システム
10日前
株式会社不二越
射出成形機
8か月前
株式会社FTS
セパレータ
10か月前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
6か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社神戸製鋼所
混練機
9か月前
ダイハツ工業株式会社
3Dプリンタ
1か月前
東レ株式会社
繊維強化プラスチック構造体
3か月前
三和合板株式会社
化粧板の製造装置
3か月前
コイト電工株式会社
フレーム成形品
3か月前
足立建設工業株式会社
製管機
24日前
トヨタ自動車株式会社
真空成形装置
7か月前
株式会社バルカー
シートガスケット
2か月前
日産自動車株式会社
成形装置
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ