TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025048790
公報種別
公開特許公報(A)
公開日
2025-04-03
出願番号
2024159562
出願日
2024-09-13
発明の名称
高耐熱性Sm-Fe-N系磁性粉体およびその製造方法
出願人
DOWAホールディングス株式会社
,
国立研究開発法人産業技術総合研究所
代理人
個人
主分類
B22F
1/17 20220101AFI20250326BHJP(鋳造;粉末冶金)
要約
【課題】Sm-Fe-N系磁性粉体の酸化性雰囲気中における耐熱性を改善する
【解決手段】上記課題は、アルカリ土類金属元素をAeと表すとき、Al-Ae系合金被覆層を表面に有するSm-Fe-N系磁性粒子からなる、高耐熱性Sm-Fe-N系磁性粉体によって達成される。この粉体のSm/Feモル比は例えば0.09以上0.25以下、N/Feモル比は例えば0.06以上0.30以下である。また、この粉体のレーザー回折・散乱法による体積基準の粒度分布における累積50%粒子径D
50
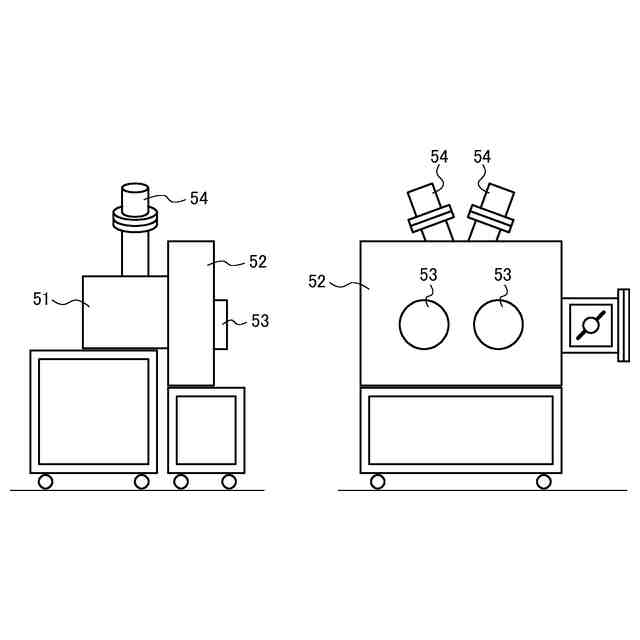
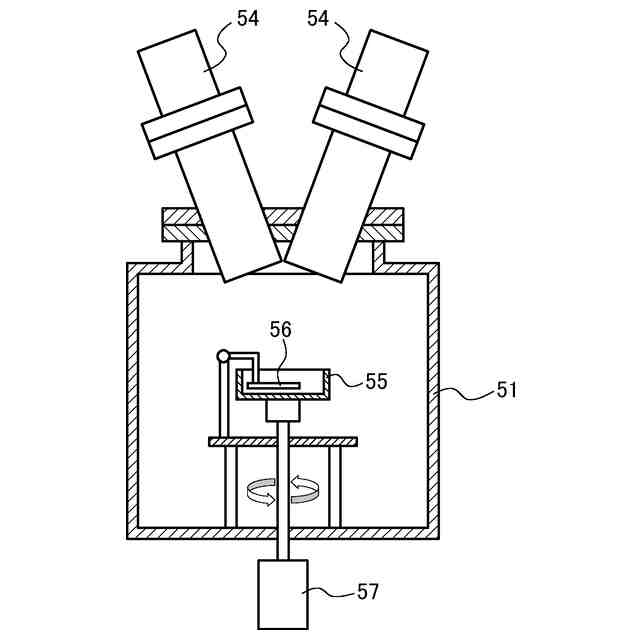
は例えば0.5μm以上5.0μm以下である。前記のアルカリ土類金属元素Aeとして、例えばMg、Caの1種以上を採用することができる。前記被覆層は、例えばスパッタリング成膜装置を用いてAlとAeの共スパッタを行うことにより形成することができる。
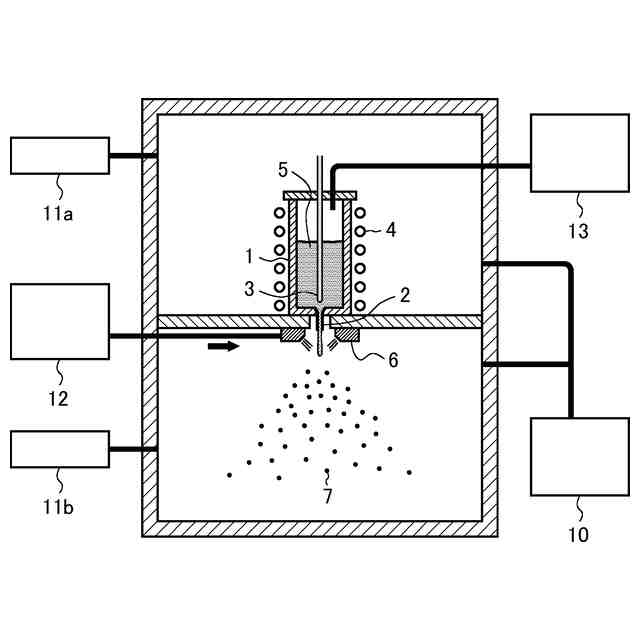
【選択図】図5
特許請求の範囲
【請求項1】
アルカリ土類金属元素をAeと表すとき、Al-Ae系合金被覆層を表面に有するSm-Fe-N系磁性粒子からなる、高耐熱性Sm-Fe-N系磁性粉体。
続きを表示(約 1,600 文字)
【請求項2】
Sm/Feモル比が0.09以上0.25以下、N/Feモル比が0.06以上0.30以下である、請求項1に記載の高耐熱性Sm-Fe-N系磁性粉体。
【請求項3】
レーザー回折・散乱法による体積基準の粒度分布における累積50%粒子径D
50
が0.5μm以上5.0μm以下であり、下記(1)式で表される被覆量指数Rが0.10μm以上2.00μm以下である、請求項1に記載の高耐熱性Sm-Fe-N系磁性粉体。
被覆量指数R=[(Al+Ae)/Fe]×D
50
…(1)
ここで、(1)式中の[(Al+Ae)/Fe]の箇所にはAl-Ae系合金被覆層を有する粉体における(Al+Ae)/Feモル比の値が代入され、D
50
の箇所には前記累積50%粒子径D
50
(μm)の値が代入される。
【請求項4】
前記被覆量指数Rが0.10μm以上1.00μm以下である、請求項3に記載の高耐熱性Sm-Fe-N系磁性粉体。
【請求項5】
アルカリ土類金属元素AeがMg、Caから選ばれる1種以上の元素である、請求項1に記載の高耐熱性Sm-Fe-N系磁性粉体。
【請求項6】
大気中300℃で120分保持する加熱試験に供したとき、下記(2)式で表される保磁力低下率δH
c
が60%以下である、請求項1に記載の高耐熱性Sm-Fe-N系磁性粉体。
δH
c
=100×(H
c0
-H
c1
)/H
c0
…(2)
ここで、H
c0
は前記加熱試験前の粉体の保磁力(kA/m)、H
c1
は前記加熱試験後の粉体の保磁力(kA/m)である。
【請求項7】
アルカリ土類金属元素をAeと表すとき、被成膜材料であるSm-Fe-N系磁性粉体を構成する粒子の表面に、Al-Ae系合金の被覆層を気相成長法により形成させる成膜工程、を有する、高耐熱性Sm-Fe-N系磁性粉体の製造方法。
【請求項8】
前記気相成長法がスパッタリング法であり、前記成膜工程において、被成膜材料であるSm-Fe-N系磁性粉体をスパッタリング成膜装置内で撹拌流動させながら、前記Sm-Fe-N系磁性粉体を構成する粒子の表面にAl-Ae系合金の被覆層をスパッタリング法により形成させる、請求項7に記載の高耐熱性Sm-Fe-N系磁性粉体の製造方法。
【請求項9】
被成膜材料である前記Sm-Fe-N系磁性粉体は、Sm/Feモル比が0.09以上0.25以下、N/Feモル比が0.06以上0.30以下である組成を有するものである、請求項7に記載の高耐熱性Sm-Fe-N系磁性粉体の製造方法。
【請求項10】
被成膜材料である前記Sm-Fe-N系磁性粉体は、レーザー回折・散乱法による体積基準の粒度分布における累積50%粒子径D
50
が0.5μm以上5.0μm以下であり、前記成膜工程において、下記(1)式で表される被覆量指数Rが0.10μm以上2.00μm以下となるようにAlおよびアルカリ土類金属元素Aeを被着させる、請求項7に記載の高耐熱性Sm-Fe-N系磁性粉体の製造方法。
被覆量指数R=[(Al+Ae)/Fe]×D
50
…(1)
ここで、(1)式中の[(Al+Ae)/Fe]の箇所にはAl-Ae系合金被覆層を有する粉体における(Al+Ae)/Feモル比の値が代入され、D
50
の箇所には前記累積50%粒子径D
50
(μm)の値が代入される。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、大気雰囲気中で加熱したときの耐保磁力低下性に優れる高耐熱性Sm-Fe-N系磁性粉体、およびその製造方法に関する。
続きを表示(約 4,000 文字)
【背景技術】
【0002】
Sm
2
Fe
17
金属間化合物に窒素を導入した物質(代表的な組成式はSm
2
Fe
17
N
3
)は優れた硬磁性を呈する強磁性体であることが知られている。本明細書では、Sm
2
Fe
17
の化学量論組成またはその周辺組成におけるSm-Fe系合金に窒素を導入した物質の粉体であって、強磁性体であるものを「Sm-Fe-N系磁性粉体」と呼ぶ。Sm-Fe-N系磁性粉体は、ボンド磁石の素材として有用である。
【0003】
ボンド磁石を製造するためには磁性粉体をバインダーである樹脂とともに加熱処理する工程が必要であることから、ボンド磁石用のSm-Fe-N系磁性粉体には上記の加熱処理による磁気特性(特に保磁力)の低下ができるだけ少ない「耐熱性」が要求される。
【0004】
特許文献1には、Sm、Feを特定組成で含むシェル層を持つコアシェル構造を有し、かつP(リン)を含むSm-Fe-N系磁性粉末が開示されている。この磁性粉末は耐熱性に優れ、樹脂そのものの耐熱性が高いポリフェニレンサルファイド樹脂などをバインダーに用いた高温成形が可能であるという(段落0094)。
【先行技術文献】
【特許文献】
【0005】
特開2022-177699号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、自動車向けモーター用途に、強度および化学的特性に優れるSPS(シンジオタクチックポリスチレン)樹脂やPPS(ポリフェニレンサルファイド)樹脂を用いたSm-Fe-N系ボンド磁石が求められている。これらの樹脂を用いたボンド磁石を工業的に量産するためには大気中300℃程度の加温が必要とされる。特許文献1には上述のようにポリフェニレンサルファイド樹脂の記載がある。しかし、特許文献1で行われている耐熱性評価はアルゴン雰囲気中300℃×90分の加熱によるものである(段落0106)。特許文献1に開示のSm、Fe主体のシェル層を形成する技術では、酸化性雰囲気である大気中で300℃程度に加熱した場合の保磁力低下を十分に抑制することは困難である。
【0007】
上記のSPS樹脂やPPS樹脂を用いたSm-Fe-N系ボンド磁石の実用化を進めるには、Sm-Fe-N系磁性粉体の酸化性雰囲気中における耐熱性を改善する必要がある。本発明は、酸化性雰囲気での耐熱性を向上させたSm-Fe-N系磁性粉体の提供を目的とするものである。
【課題を解決するための手段】
【0008】
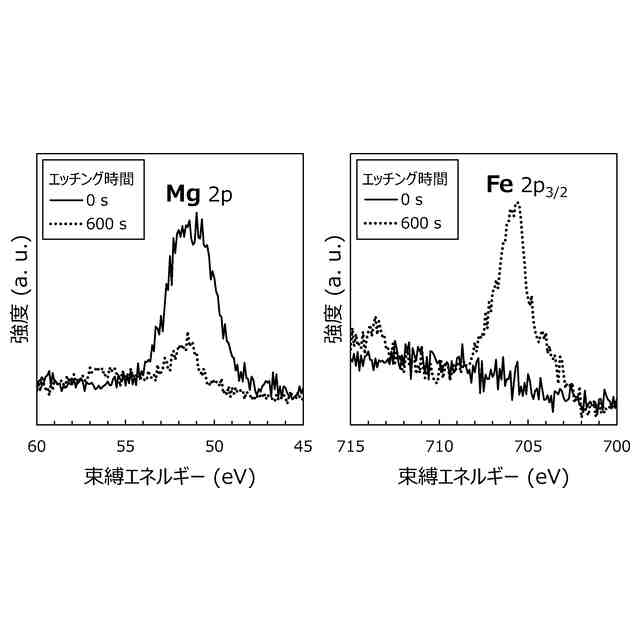
発明者らは、Sm-Fe-N系磁性粒子の表面をAl(アルミニウム)とアルカリ土類金属元素との合金皮膜で被覆することにより、その磁性粒子で構成される粉体の大気中における耐熱性、すなわち大気中300℃程度で加熱した場合の耐保磁力低下性を顕著に改善することができることを見出した。研究の結果、上記の合金皮膜が酸素の侵入を防ぐためのバリア層として機能しているものと考えられた。その合金皮膜はSm-Fe-N系磁性粒子に熱的損傷を及ぼしにくい気相成長法で形成させることができる。また、Al-アルカリ土類金属合金被覆層の成膜を終えたSm-Fe-N系磁性粉体に対して、非酸化性雰囲気中で所定温度に加熱する熱処理を施すことによって、被覆層の緻密化を図ることができる。この緻密化の処理により、大気中300℃程度で加熱した場合の耐保磁力低下性をさらに向上させることができる。本発明はこのような知見にも基づくものである。
【0009】
上記目的は、以下の発明により達成される。
[1]アルカリ土類金属元素をAeと表すとき、Al-Ae系合金被覆層を表面に有するSm-Fe-N系磁性粒子からなる、高耐熱性Sm-Fe-N系磁性粉体。
[2]Sm/Feモル比が0.09以上0.25以下、N/Feモル比が0.06以上0.30以下である、上記[1]に記載の高耐熱性Sm-Fe-N系磁性粉体。
[3]レーザー回折・散乱法による体積基準の粒度分布における累積50%粒子径D
50
が0.5μm以上5.0μm以下であり、下記(1)式で表される被覆量指数Rが0.10μm以上2.00μm以下である、上記[1]または[2]に記載の高耐熱性Sm-Fe-N系磁性粉体。
被覆量指数R=[(Al+Ae)/Fe]×D
50
…(1)
ここで、(1)式中の[(Al+Ae)/Fe]の箇所にはAl-Ae系合金被覆層を有する粉体における(Al+Ae)/Feモル比の値が代入され、D
50
の箇所には前記累積50%粒子径D
50
(μm)の値が代入される。
[4]前記被覆量指数Rが0.10μm以上1.00μm以下である、上記[3]に記載の高耐熱性Sm-Fe-N系磁性粉体。
[5]アルカリ土類金属元素AeがMg、Caから選ばれる1種以上の元素である、上記[1]~[4]のいずれかに記載の高耐熱性Sm-Fe-N系磁性粉体。
[6]大気中300℃で120分保持する加熱試験に供したとき、下記(2)式で表される保磁力低下率δH
c
が60%以下である、上記[1]~[5]のいずれかに記載の高耐熱性Sm-Fe-N系磁性粉体。
δH
c
=100×(H
c0
-H
c1
)/H
c0
…(2)
ここで、H
c0
は前記加熱試験前の粉体の保磁力(kA/m)、H
c1
は前記加熱試験後の粉体の保磁力(kA/m)である。
【0010】
[7]アルカリ土類金属元素をAeと表すとき、被成膜材料であるSm-Fe-N系磁性粉体を構成する粒子の表面に、Al-Ae系合金の被覆層を気相成長法により形成させる成膜工程、を有する、高耐熱性Sm-Fe-N系磁性粉体の製造方法。
[8]前記気相成長法がスパッタリング法であり、前記成膜工程において、被成膜材料であるSm-Fe-N系磁性粉体をスパッタリング成膜装置内で撹拌流動させながら、前記Sm-Fe-N系磁性粉体を構成する粒子の表面にAl-Ae系合金の被覆層をスパッタリング法により形成させる、上記[7]に記載の高耐熱性Sm-Fe-N系磁性粉体の製造方法。
[9]被成膜材料である前記Sm-Fe-N系磁性粉体は、Sm/Feモル比が0.09以上0.25以下、N/Feモル比が0.06以上0.30以下である組成を有するものである、上記[7]または[8]に記載の高耐熱性Sm-Fe-N系磁性粉体の製造方法。
[10]被成膜材料である前記Sm-Fe-N系磁性粉体は、レーザー回折・散乱法による体積基準の粒度分布における累積50%粒子径D
50
が0.5μm以上5.0μm以下であり、前記成膜工程において、上記(1)式で表される被覆量指数Rが0.10μm以上2.00μm以下となるようにAlおよびアルカリ土類金属元素Aeを被着させる、上記[7]~[9]のいずれかに記載の高耐熱性Sm-Fe-N系磁性粉体の製造方法。
[11]前記成膜工程において、前記被覆量指数Rが0.10μm以上1.00μm以下となるようにAlおよびアルカリ土類金属元素Aeを被着させる、上記[10]に記載の高耐熱性Sm-Fe-N系磁性粉体の製造方法。
[12]被成膜材料である前記Sm-Fe-N系磁性粉体は、
ガスアトマイズ法による凝固過程で形成されたSm/Feモル比が0.09以上0.25以下であるSm-Fe系合金の粉体を、900℃以上1200℃以下の温度に加熱することにより、その粉体の粒子の結晶粒を粗大化させる熱処理工程と、
前記熱処理工程によって結晶粒が粗大化したSm-Fe系合金の粉体を粉砕することにより、その粉体の粒子を、結晶粒内破壊を含む破断により微細化する粉砕工程と、
前記粉砕工程により微細化したSm-Fe系合金の粉体を、窒素化合物または窒素を含有する非酸化性ガス雰囲気中で500℃以下の温度範囲に加熱保持することにより、その粉体の粒子に窒素を導入する窒化工程と、
を有する製造方法により得られたものである、上記[7]~[11]のいずれかに記載の高耐熱性Sm-Fe-N系磁性粉体の製造方法。
[13]前記成膜工程で得られたSm-Fe-N系磁性粉体を、非酸化性雰囲気中で下記(4)式を満たす温度T(℃)まで昇温させる緻密化処理工程、
を更に有する、上記[7]~[12]のいずれかに記載の高耐熱性Sm-Fe-N系磁性粉体の製造方法。
450≦T(℃)≦550 …(4)
[14]前記成膜工程において、溶融開始温度T
M
が600℃以下である組成のAl-Ae系合金被覆層を形成し、
その成膜工程で得られたSm-Fe-N系磁性粉体を、非酸化性雰囲気中で下記(3)式を満たす温度T(℃)まで昇温させる緻密化処理工程、
を更に有する上記[7]~[12]のいずれかに記載の高耐熱性Sm-Fe-N系磁性粉体の製造方法。
T
M
(℃)-100≦T(℃)≦550 …(3)
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社松風
歯科用埋没材
6か月前
日本鋳造株式会社
鋳造方法
5か月前
個人
鋼の連続鋳造鋳片の切断装置
5か月前
UBEマシナリー株式会社
成形機
3か月前
マツダ株式会社
鋳造装置
4か月前
日本製鉄株式会社
棒状部材
6か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社 寿原テクノス
金型装置
2か月前
株式会社エスアールシー
インゴット
3か月前
株式会社プロテリアル
合金粉末の製造方法
1日前
トヨタ自動車株式会社
鋳バリ抑制方法
2日前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
芝浦機械株式会社
成形機
1か月前
株式会社クボタ
弁箱用の消失模型
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
28日前
株式会社プロテリアル
金属付加製造物の製造方法
27日前
新東工業株式会社
粉末除去装置
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
株式会社昭工舎
焼結体の製造方法
5か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
新東工業株式会社
測定装置
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
日立Astemo株式会社
成形装置
6日前
株式会社神戸製鋼所
鋼の製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
2か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
5か月前
日本製鉄株式会社
鋼の連続鋳造方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































