TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042856
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023150033
出願日
2023-09-15
発明の名称
軸受加工装置
出願人
株式会社ジェイテクト
代理人
弁理士法人あいち国際特許事務所
主分類
B23Q
1/01 20060101AFI20250321BHJP(工作機械;他に分類されない金属加工)
要約
【課題】軽量化と剛性の確保との両立を図ることができる軸受加工装置を提供する。
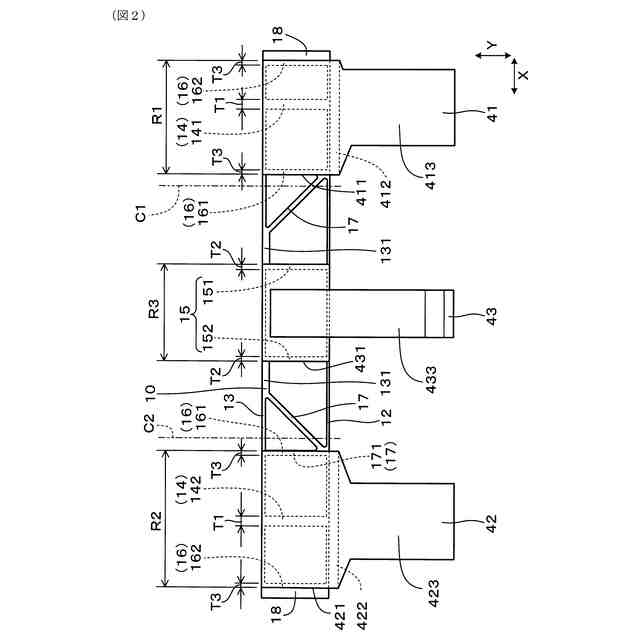
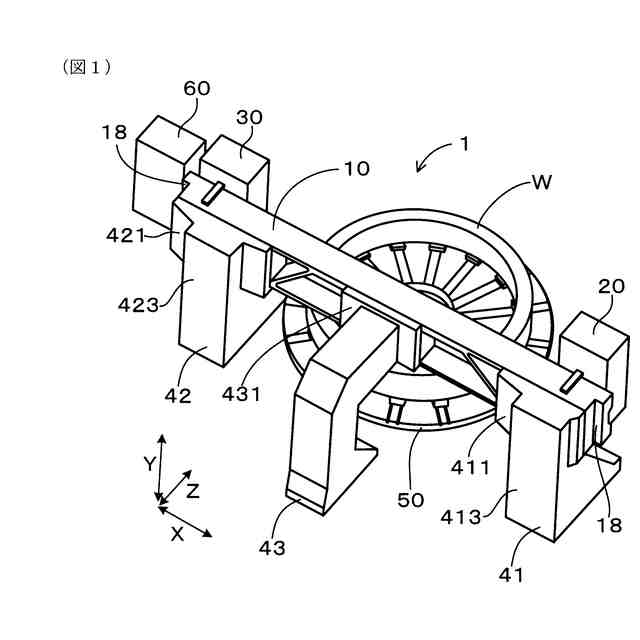
【解決手段】軸受加工装置1は、第1柱部41、第2柱部42及び第3柱部43とビーム部10とを備える。ビーム部10は、第1柱部41と前後方向Z又は上下方向Yに重なる第1領域R1と第2柱部42と前後方向Z又は上下方向Yに重なる第2領域R2のそれぞれにおいて、ビーム部10の下壁12から上壁13に亘って延在する一対の第1リブ14と、第3柱部43と前後方向Zに重なる第3領域R3において、下壁12から上壁13に亘って延在する第2リブ15とを備える。そして、第1リブ14の厚さT1は第2リブ15の厚さT2よりも大きい。
【選択図】図2
特許請求の範囲
【請求項1】
ワークに機械加工を施して軸受部材を作成するための軸受加工装置であって、
立設された第1柱部と、
前記第1柱部から離間した位置に立設された第2柱部と、
下面と背面とが前記第1柱部及び前記第2柱部に接続された状態で、前記第1柱部と前記第2柱部との間に架橋されたビーム部と、
前記ビーム部の背面側の位置に立設されるとともに、前記ビーム部の背面において、前記第1柱部に接続された位置と前記第2柱部に接続された位置との間の位置で前記ビーム部に接続された第3柱部と、
前記ビーム部の下方における前記第1柱部と前記第2柱部との間の位置に配置されるとともに、前記ワークを保持するワーク保持部と、
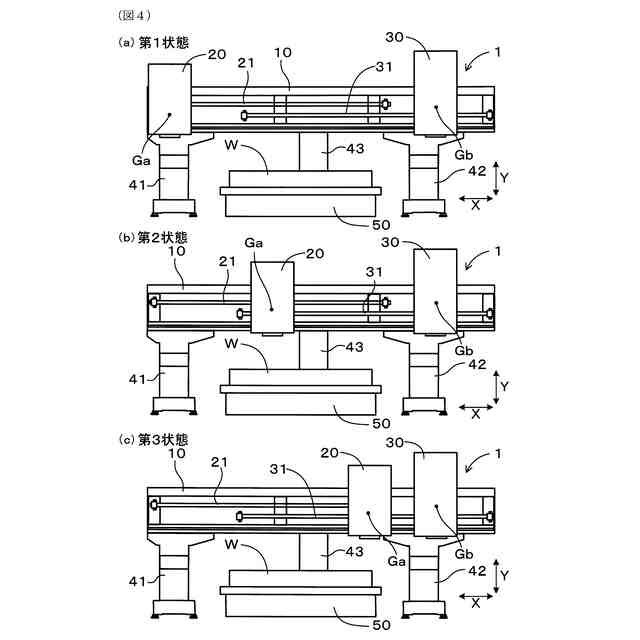
前記ワークに機械加工を施すための第1工具を保持するとともに、前記ビーム部の前面において前記ビーム部の長手方向の一方の端部から前記長手方向の少なくとも中央位置まで移動可能に設けられた第1工具ユニットと、
前記ワークに機械加工を施すための第2工具を保持するとともに、前記ビーム部の前面において前記長手方向の他方の端部から前記長手方向の少なくとも中央位置まで移動可能に設けられた第2工具ユニットと、
前記ビーム部の他方側の端部近傍に配置されるとともに、前記第2工具を交換する工具交換ユニットと、
を備え、
前記ビーム部は、
前記前面を構成する前壁と、
前記下面を構成する下壁と、
前記ビーム部の上面を構成する上壁と、
前記第1柱部と前後方向又は上下方向に重なる第1領域と前記第2柱部と前後方向又は上下方向に重なる第2領域とのそれぞれにおいて、前記下壁から前記上壁に亘って延在する一対の第1リブと、
前記第3柱部と前後方向に重なる第3領域において、前記下壁から前記上壁に亘って延在する第2リブと、
を備え、
前記第1リブの厚さは前記第2リブの厚さよりも大きい、軸受加工装置。
続きを表示(約 870 文字)
【請求項2】
前記ビーム部は、前記第1リブと前記第2リブとの間において、前記下壁から前記上壁に亘って延在するとともに、前記下壁から前記上壁に近づくにしたがって前記第2リブに近づくように傾斜した傾斜リブを備える、請求項1に記載の軸受加工装置。
【請求項3】
前記ビーム部は、前記上壁において、前記上壁と前記第2リブとの接続位置から前記上壁と前記第1リブとの接続位置に向かって延在するとともに厚肉に形成された上壁厚肉部を備える、請求項1又は2に記載の軸受加工装置。
【請求項4】
前記ビーム部は、前記上壁において、前記上壁と前記第2リブとの接続位置から前記上壁と前記傾斜リブとの接続位置までの領域が厚肉に形成されてなる上壁厚肉部を備える、請求項2に記載の軸受加工装置。
【請求項5】
前記ビーム部は、前記長手方向における前記第1領域の両端位置と、前記長手方向における前記第2領域の両端位置とに、前記下壁から前記上壁に亘って延在する領域端リブを備える、請求項1又は2に記載の軸受加工装置。
【請求項6】
前記第1領域に設けられた前記第1リブと前記第1領域に設けられた前記領域端リブとが互いに直接対向しており、前記第2領域に設けられた前記第1リブと前記第2領域に設けられた前記領域端リブとが互いに直接対向している、請求項5に記載の軸受加工装置。
【請求項7】
前記第1領域の両端位置のうち、前記長手方向における前記第3領域に近い端位置にある前記領域端リブは、前記第1領域の前記第1リブと前記第1領域に最も近い前記第2リブとの中央位置よりも前記第1領域の前記第1リブに近い位置に位置しており、
前記第2領域の両端位置のうち、前記長手方向における前記第3領域に近い端位置にある前記領域端リブは、前記第2領域の前記第1リブと前記第2領域に最も近い前記第2リブとの中央位置よりも前記第2領域の前記第1リブに近い位置に位置している、請求項5に記載の軸受加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軸受加工装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
近年、再生可能エネルギーとしての風力発電の需要が高まっている。風力発電装置では、風車を回転可能に支持する軸受が備えられており、発電効率向上のためには形状精度や寸法精度の高い軸受を作製することが求められる。このような軸受を作製する軸受加工装置として、例えば、特許文献1には、軸受の外輪及び内輪を加工する際に、外輪及び内輪の軌道面の測定値と、外輪と内輪との軸受内部隙間の目標値に基づいて、外輪及び内輪の軌道面を加工する際の目標値に所定のシフト量を与えることで、高い加工精度を呈する軸受加工装置の構成が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-142446号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、風力発電の効率化及びコストパフォーマンス増加のために、風車の大型化が求められており、それに伴って風車を支持する軸受も大型化が求められる。そして、大型軸受の加工を行うには、これに対応した大型の軸受加工装置が必要となる。しかしながら、特許文献1に開示された従来構成の軸受加工装置を大型化するには、軸受加工装置のフレーム構造を単純に同じ肉厚のリブを均等配置するなどの設計が採用されている。しかし、このような設計で大型化すると重量が過大となって自重によるフレーム構造等の変形が生じるため、加工精度が低下するという問題が起きる。一方で軽量化を図るために構成部品を小さくしたり、構成部品の肉抜きを多くしすぎたりすると、軸受加工装置の剛性が低下し、加工精度が低下する恐れがある。したがって、軽量化と剛性の確保との両立を図るには改善の余地がある。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、軽量化と剛性の確保との両立を図ることができる軸受加工装置を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
ワークに機械加工を施して軸受部材を作成するための軸受加工装置であって、
立設された第1柱部と、
前記第1柱部から離間した位置に立設された第2柱部と、
下面と背面とが前記第1柱部及び前記第2柱部に接続された状態で、前記第1柱部と前記第2柱部との間に架橋されたビーム部と、
前記ビーム部の背面側の位置に立設されるとともに、前記ビーム部の背面において、前記第1柱部に接続された位置と前記第2柱部に接続された位置との間の位置で前記ビーム部に接続された第3柱部と、
前記ビーム部の下方における前記第1柱部と前記第2柱部との間の位置に配置されるとともに、前記ワークを保持するワーク保持部と、
前記ワークに機械加工を施すための第1工具を保持するとともに、前記ビーム部の前面において前記ビーム部の長手方向の一方の端部から前記長手方向の少なくとも中央位置まで移動可能に設けられた第1工具ユニットと、
前記ワークに機械加工を施すための第2工具を保持するとともに、前記ビーム部の前面において前記長手方向の他方の端部から前記長手方向の少なくとも中央位置まで移動可能に設けられた第2工具ユニットと、
前記ビーム部の他方側の端部近傍に配置されるとともに、前記第2工具を交換する工具交換ユニットと、
を備え、
前記ビーム部は、
前記前面を構成する前壁と、
前記下面を構成する下壁と、
前記ビーム部の上面を構成する上壁と、
前記第1柱部と前後方向又は上下方向に重なる第1領域と前記第2柱部と前後方向又は上下方向に重なる第2領域とのそれぞれにおいて、前記下壁から前記上壁に亘って延在する一対の第1リブと、
前記第3柱部と前後方向に重なる第3領域において、前記下壁から前記上壁に亘って延在する第2リブと、
を備え、
前記第1リブの厚さは前記第2リブの厚さよりも大きい、軸受加工装置にある。
【発明の効果】
【0007】
上記一態様によれば、ビーム部は、互いに離間して配置された第1柱部及び第2柱部に架橋され、第1柱部及び第2柱部で支持された部位の間が第3柱部により支持されている。そして、ビーム部における、第1柱部と前後方向又は上下方向に重なる第1領域と第2柱部と前後方向又は上下方向に重なる第2領域にそれぞれ設けられた一対の第1リブは、第3柱部と前後方向に重なる第3領域に設けられた第2リブよりも厚肉となっている。このように、重量がかかりやすい第1柱部が支持する第1領域及び第2柱部が支持する第2領域のそれぞれに厚肉の第1リブを一対設けることにより、ビーム部の剛性を確保しつつ、その他の箇所に設けるリブを薄くすることにより軽量化を図ることが容易となる。
【0008】
以上のごとく、上記態様によれば、軽量化と剛性の確保との両立を図ることができる軸受加工装置を提供することができる。
【図面の簡単な説明】
【0009】
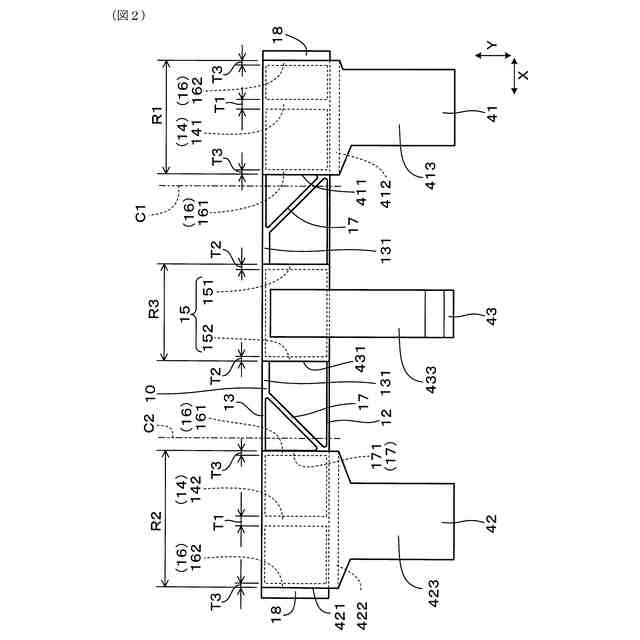
実施形態1における、軸受加工装置及び工作物の背面側斜視図。
実施形態1における、軸受加工装置のビーム部及び各柱部の背面図。
実施形態1における、軸受加工装置及び工作物の側面図。
実施形態1における、(a)第1状態の軸受加工装置及び工作物の正面図、(b)第2状態の軸受加工装置及び工作物の正面図、(c)第3状態の軸受加工装置及び工作物の正面図。
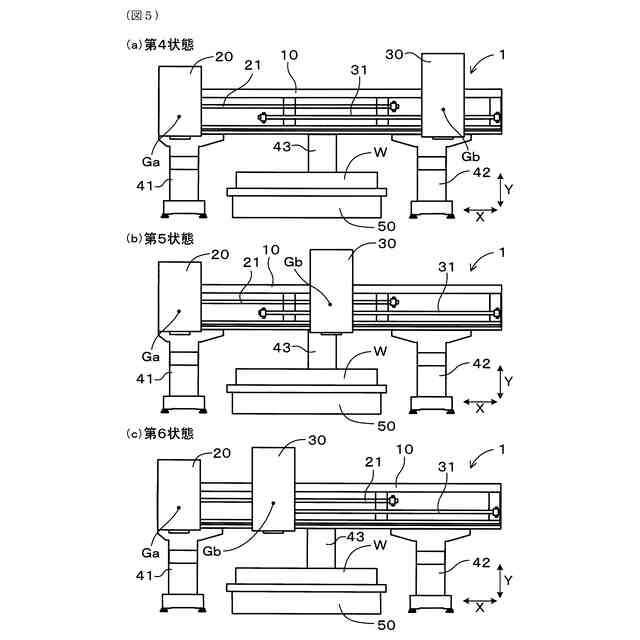
実施形態1における、(a)第4状態の軸受加工装置及び工作物の正面図、(b)第5状態の軸受加工装置及び工作物の正面図、(c)第6状態の軸受加工装置及び工作物の正面図。
実施形態1における、ビーム部のソリッドモデルのトポロジー最適化形状を示す(a)上面側コンター図、(b)正面側コンター図、(c)他の条件での正面側コンター図、(d)さらに他の条件での正面側コンター図。
比較形態における、ビーム部の背面図。
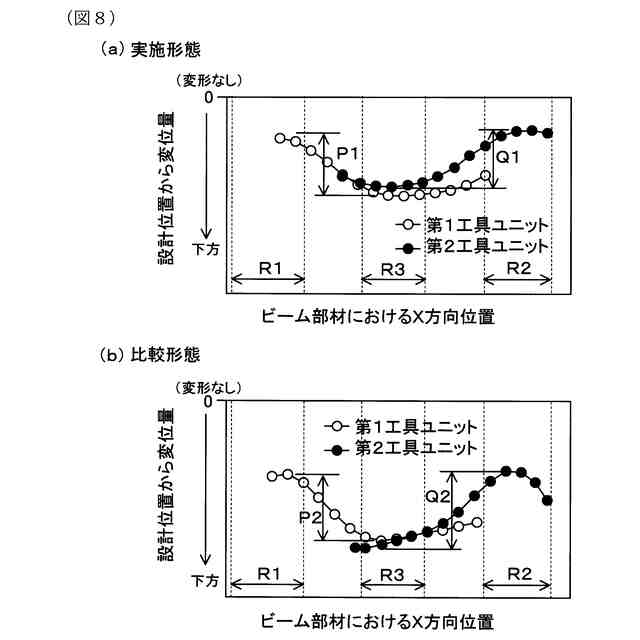
シミュレーション試験における、(a)実施形態1のシミュレーション結果を示す概念図、(b)比較形態のシミュレーション結果を示す概念図。
【発明を実施するための形態】
【0010】
(実施形態1)
上記工作機械の構成部品の製造方法に係る実施形態1について、図1~図9を参照して説明する。実施形態1は、図1に示す軸受加工装置1の構成部品であるビーム部10の製造方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め機
今日
日東精工株式会社
ねじ締め装置
28日前
個人
複合金属回転式ホーン
2か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
3日前
株式会社FUJI
工作機械
2か月前
有限会社 ナプラ
金属粒子
23日前
日東精工株式会社
多軸ねじ締め機
今日
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社FUJI
チャック装置
13日前
株式会社ナベヤ
締結装置
1か月前
トヨタ自動車株式会社
取付装置
2か月前
ブラザー工業株式会社
工作機械
1日前
ブラザー工業株式会社
工作機械
1日前
株式会社ツガミ
工作機械
2か月前
株式会社トーキン
溶接用トーチ
2か月前
株式会社ツガミ
工作機械
2か月前
トヨタ自動車株式会社
検査方法
2か月前
大和ハウス工業株式会社
溶接方法
29日前
株式会社コスメック
クランプ装置
8日前
株式会社コスメック
クランプ装置
17日前
株式会社不二越
歯車研削盤
1か月前
オークマ株式会社
診断装置
1か月前
津田駒工業株式会社
2連回転割出し装置
23日前
株式会社不二越
管用テーパタップ
2日前
オークマ株式会社
工作機械
1か月前
株式会社オーエム製作所
工作機械
2か月前
オークマ株式会社
工作機械
22日前
ビアメカニクス株式会社
レーザ加工装置
今日
株式会社プロテリアル
金属箔の溶接方法
今日
スター精密株式会社
工作機械
28日前
オーエスジー株式会社
ドリル
9日前
豊田鉄工株式会社
レーザー溶接装置
24日前
株式会社ダイヘン
溶接トーチ
2か月前
三菱電機株式会社
ねじ取り出し装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































