TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041980
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2025001828,2024508011
出願日
2025-01-06,2023-10-31
発明の名称
造形用粉体の劣化度測定方法及び測定装置、造形用再生粉体の製造方法及び製造装置、並びに3次元造形物の製造方法及び製造装置
出願人
株式会社コアコンセプト・テクノロジー
,
合同会社トレスラボ
代理人
個人
主分類
B22F
10/80 20210101AFI20250318BHJP(鋳造;粉末冶金)
要約
【課題】造形物の機械特性と寸法精度の低下を抑制することができる造形用粉体の劣化度測定方法及び測定装置、造形用再生粉体の製造方法及び製造装置、並びに3次元造形物の製造方法及び製造装置を提供する。
【解決手段】パルスNMR装置を用いて、溶媒に造形用粉体を分散させた分散体の
1
H核のスピン-スピン緩和時間T2を測定し、分散体の
1
H核のスピン-スピン緩和時間T2及び溶媒の
1
H核のスピン-スピン緩和時間T2に基づいて造形用粉体の比表面積を算出する。造形用粉体の比表面積は、パウダーベッド内での予備加熱や、レーザーや電子ビームを照射した際の熱によって見かけ上増減するため、造形用粉体の劣化度の指標とすることができる。
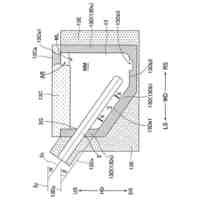
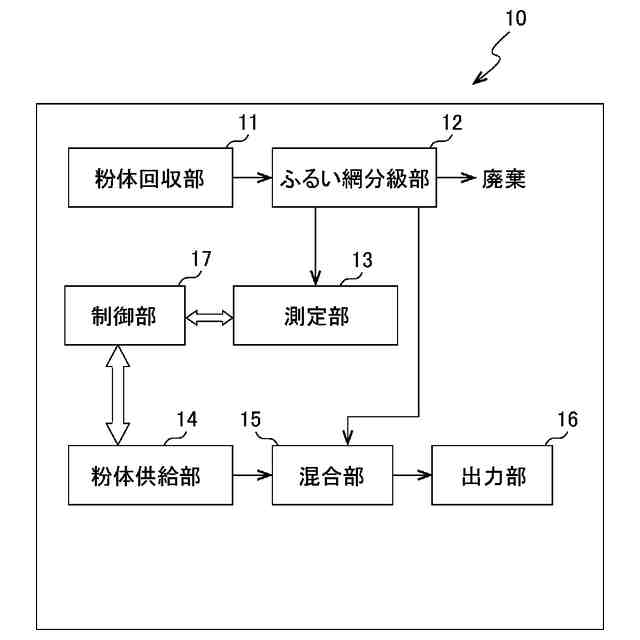
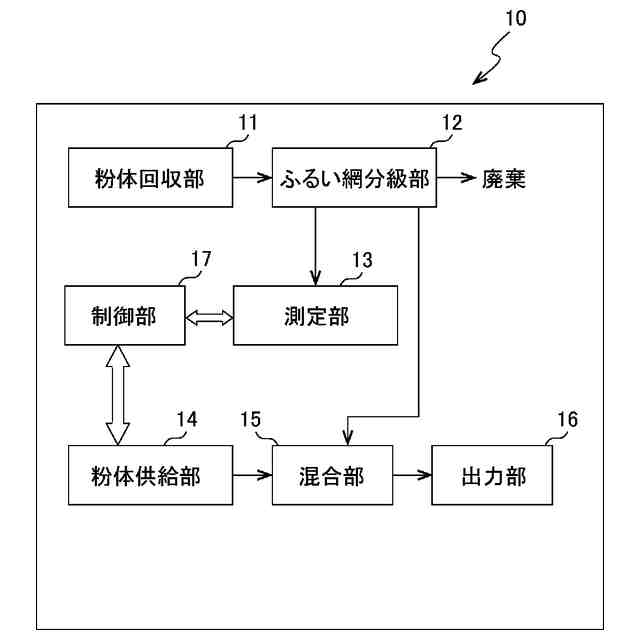
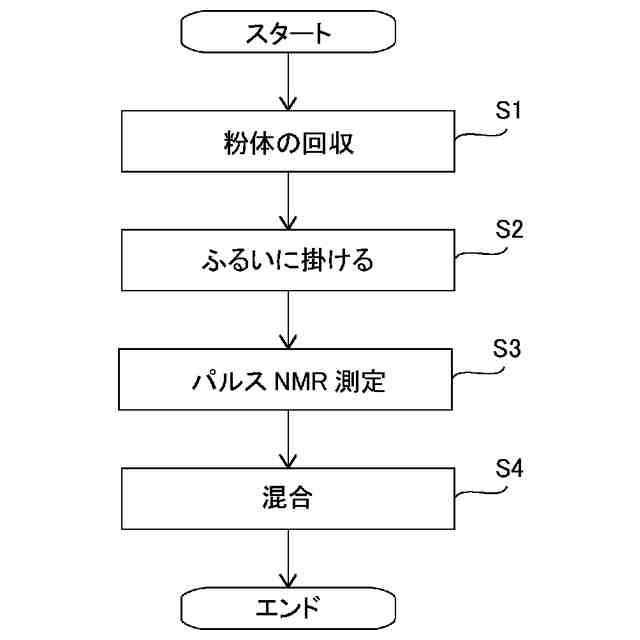
【選択図】図1
特許請求の範囲
【請求項1】
パルスNMR装置を用いて、溶媒に基準となる造形用粉体を分散させた基準分散体の
1
H核のスピン-スピン緩和時間T2
1
を測定するとともに、前記溶媒に検査対象となる造形用粉体を分散させた検査分散体の
1
H核のスピン-スピン緩和時間T2
2
を測定し、
前記基準分散体の
1
H核のスピン-スピン緩和時間T2
1
及び前記検査分散体の
1
H核のスピン-スピン緩和時間T2
2
に基づいて前記検査対象となる造形用粉体の劣化度を算出する造形用粉体の劣化度測定方法。
続きを表示(約 2,300 文字)
【請求項2】
前記造形用粉体が、熱可塑性樹脂又は金属である請求項1記載の造形用粉体の劣化度測定方法。
【請求項3】
前記溶媒のハンセン溶解度パラメータが、14(J/cm
3
)
1/2
以上30(J/cm
3
)
1/2
以下である請求項1又は2記載の造形用粉体の劣化度測定方法。
【請求項4】
パルスNMR装置を用いて、溶媒に基準となる造形用粉体を分散させた基準分散体の
1
H核のスピン-スピン緩和時間T2
1
を測定するとともに、前記溶媒に検査対象となる造形用粉体を分散させた検査分散体の
1
H核のスピン-スピン緩和時間T2
2
を測定し、前記基準分散体の
1
H核のスピン-スピン緩和時間T2
1
及び前記検査分散体の
1
H核のスピン-スピン緩和時間T2
2
に基づいて前記検査対象となる造形用粉体の劣化度を算出する造形用粉体の劣化度測定装置。
【請求項5】
前記造形用粉体が、熱可塑性樹脂又は金属である請求項4記載の造形用粉体の劣化度測定装置。
【請求項6】
前記溶媒のハンセン溶解度パラメータが、14(J/cm
3
)
1/2
以上30(J/cm
3
)
1/2
以下である請求項4又は5記載の造形用粉体の劣化度測定装置。
【請求項7】
パルスNMR装置を用いて、溶媒に基準となる造形用粉体を分散させた基準分散体の
1
H核のスピン-スピン緩和時間T2
1
を測定するとともに、前記溶媒に検査対象となる使用後の造形用粉体を分散させた検査分散体の
1
H核のスピン-スピン緩和時間T2
2
を測定し、前記基準分散体の
1
H核のスピン-スピン緩和時間T2
1
及び前記検査分散体の
1
H核のスピン-スピン緩和時間T2
2
に基づいて前記使用後の造形用粉体の劣化度を算出する測定工程と、
前記使用後の造形用粉体の劣化度に基づいて、前記使用後の造形用粉体と使用前の造形用粉体とを混合し、造形用再生粉体を生成する生成工程と
を有する造形用再生粉体の製造方法。
【請求項8】
パルスNMR装置を用いて、溶媒に基準となる造形用粉体を分散させた基準分散体の
1
H核のスピン-スピン緩和時間T2
1
を測定するとともに、前記溶媒に検査対象となる使用後の造形用粉体を分散させた検査分散体の
1
H核のスピン-スピン緩和時間T2
2
を測定し、前記基準分散体の
1
H核のスピン-スピン緩和時間T2
1
及び前記検査分散体の
1
H核のスピン-スピン緩和時間T2
2
に基づいて前記使用後の造形用粉体の劣化度を算出する測定部と、
前記使用後の造形用粉体の劣化度に基づいて、前記使用後の造形用粉体と使用前の造形用粉体とを混合し、造形用再生粉体を生成する生成部と
を備える造形用再生粉体の製造装置。
【請求項9】
パルスNMR装置を用いて、溶媒に基準となる造形用粉体を分散させた基準分散体の
1
H核のスピン-スピン緩和時間T2
1
を測定するとともに、前記溶媒に検査対象となる使用後の造形用粉体を分散させた検査分散体の
1
H核のスピン-スピン緩和時間T2
2
を測定し、前記基準分散体の
1
H核のスピン-スピン緩和時間T2
1
及び前記検査分散体の
1
H核のスピン-スピン緩和時間T2
2
に基づいて前記使用後の造形用粉体の劣化度を算出する測定工程と、
前記使用後の造形用粉体の劣化度に基づいて、前記使用後の造形用粉体と使用前の造形用粉体とを混合し、造形用再生粉体を生成する生成工程と、
前記造形用再生粉体を用いて3次元造形物を積層造形により成形する成形工程と、
を有する3次元造形物の製造方法。
【請求項10】
パルスNMR装置を用いて、溶媒に基準となる造形用粉体を分散させた基準分散体の
1
H核のスピン-スピン緩和時間T2
1
を測定するとともに、前記溶媒に検査対象となる使用後の造形用粉体を分散させた検査分散体の
1
H核のスピン-スピン緩和時間T2
2
を測定し、前記基準分散体の
1
H核のスピン-スピン緩和時間T2
1
及び前記検査分散体の
1
H核のスピン-スピン緩和時間T2
2
に基づいて前記使用後の造形用粉体の劣化度を算出する測定部と、
前記使用後の造形用粉体の劣化度に基づいて、前記使用後の造形用粉体と使用前の造形用粉体とを混合し、造形用再生粉体を生成する生成部と、
前記造形用再生粉体を用いて3次元造形物を積層造形により成形する成形部と
を備える3次元造形物の製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本技術は、例えばレーザーや電子ビームの照射により積層造形する造形用粉体の劣化度測定方法及び測定装置、造形用再生粉体の製造方法及び製造装置、並びに3次元造形物の製造方法及び製造装置に関する。本出願は、2022年10月31日に出願された国際出願番号PCT/JP2022/040669を基礎として優先権を主張するものであり、この出願は参照されることにより、本出願に援用される。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
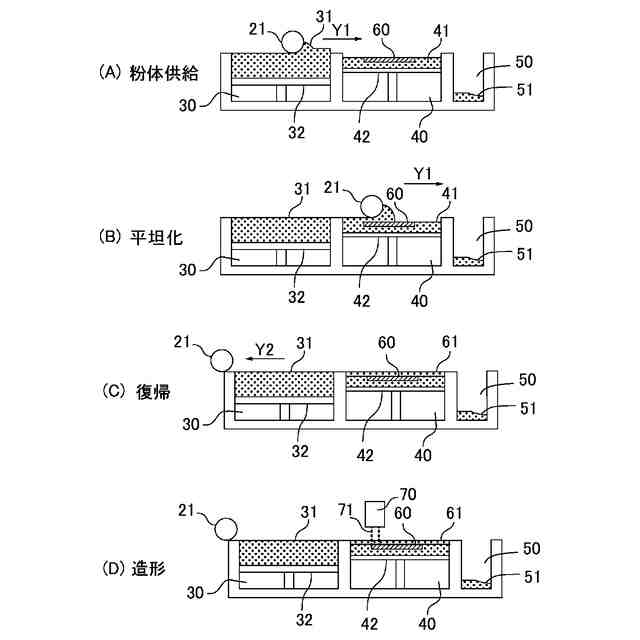
従来、樹脂、金属などの粉体を用いて積層造形(Additive Manufacturing)し、部品・製品を製造する技術が知られている。例えば、パウダーベッド方式は、粉体を層状に敷き詰め、そこにレーザーやビームを照射し、粉体の粒子を焼結又は融解させ、これを繰り返すことにより積層造形する。パウダーベッド方式によれば、造形物の密度を高めることができるため、従来の一般の量産向けの製造方法(樹脂の場合は射出成形、金属の場合は鋳造など)に近い物性を得ることができる。
【0003】
積層造形では、層状に敷き詰めた粉体の一部をレーザーなどで焼結又は融解するため、焼結又は融解されなかった粉体を再利用することが望まれている。例えば、特許文献1には、粉体をふるい網で分級し、再利用することが開示されている。しかしながら、粉体を分級するだけでは、粉体の劣化度を検知することができず、造形物の機械特性と寸法精度が低下する虞がある。
【先行技術文献】
【特許文献】
【0004】
特開2008-050671号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本技術は、このような従来の実情に鑑みて提案されたものであり、造形物の機械特性と寸法精度の低下を抑制することができる造形用粉体の劣化度測定方法及び測定装置、造形用再生粉体の製造方法及び製造装置、並びに3次元造形物の製造方法及び製造装置を提供する。
【課題を解決するための手段】
【0006】
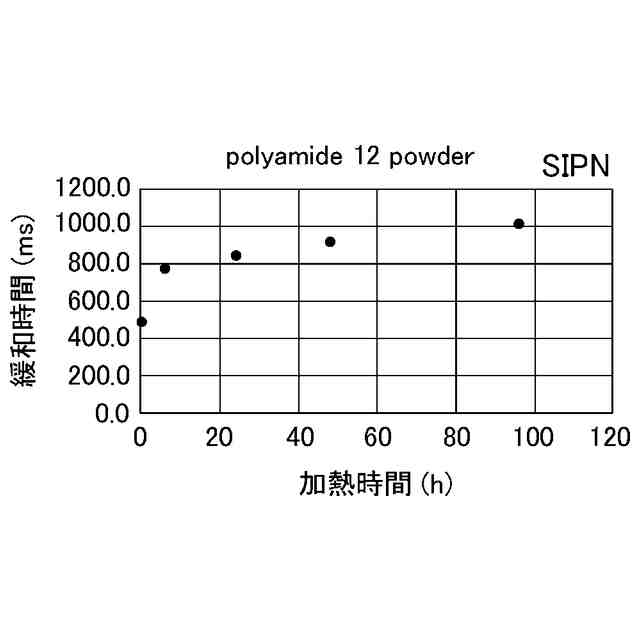
本件発明者らは、パルスNMRを用いた造形用粉体の
1
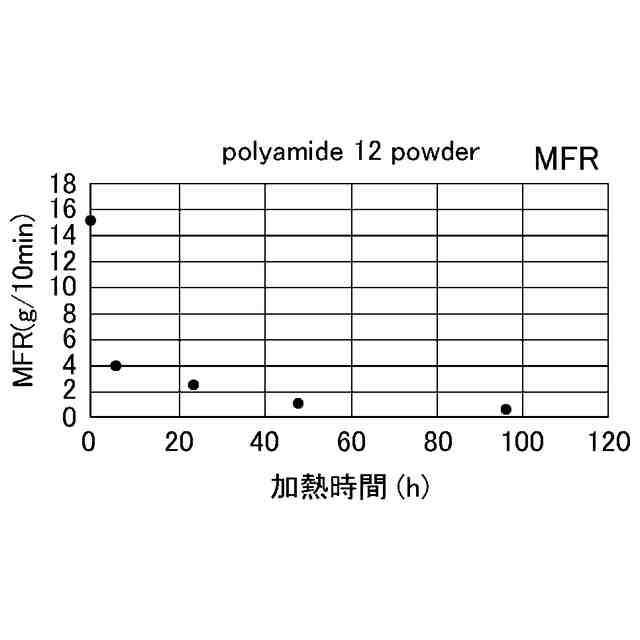
H核のスピン-スピン緩和時間T2の測定により求めた造形用粉体の比表面積が、造形用粉体の劣化度を示すことを見出した。これは、パウダーベッド内での予備加熱や、レーザーや電子ビームを照射した際の熱によって、造形用粉体の見かけの比表面積が増減するためであると考えられる。なお、造形用粉体の劣化によって比表面積が増加するか減少するかは、造形用粉体の種類によって異なる。
【0007】
また、基準となる粉体を分散させた基準分散体の緩和時間T2
1
の測定により求めた粉体の比表面積S
1
及び検査対象となる粉体を分散させた検査分散体の緩和時間T2
2
の測定により求めた粉体の比表面積S
2
に基づいて、すなわち、基準分散体の緩和時間T2
1
及び検査分散体の緩和時間T2
2
に基づいて検査対象となる造形用粉体の劣化度を測定することができる。
【0008】
本技術は、上記課題を解決するため、以下の造形用粉体の劣化度測定方法及び測定装置、造形用再生粉体の製造方法及び製造装置、並びに3次元造形物の製造方法及び製造装置を提供する。
【0009】
[1]
パルスNMR装置を用いて、溶媒に基準となる造形用粉体を分散させた基準分散体の
1
H核のスピン-スピン緩和時間T2
1
を測定するとともに、前記溶媒に検査対象となる造形用粉体を分散させた検査分散体の
1
H核のスピン-スピン緩和時間T2
2
を測定し、
前記基準分散体の
1
H核のスピン-スピン緩和時間T2
1
及び前記検査分散体の
1
H核のスピン-スピン緩和時間T2
2
に基づいて前記検査対象となる造形用粉体の劣化度を算出する造形用粉体の劣化度測定方法。
[2]
前記造形用粉体が、熱可塑性樹脂又は金属である[1]記載の造形用粉体の劣化度測定方法。
[3]
前記溶媒のハンセン溶解度パラメータが、14(J/cm
3
)
1/2
以上30(J/cm
3
)
1/2
以下である[1]又は[2]記載の造形用粉体の劣化度測定方法。
[4]
パルスNMR装置を用いて、溶媒に基準となる造形用粉体を分散させた基準分散体の
1
H核のスピン-スピン緩和時間T2
1
を測定するとともに、前記溶媒に検査対象となる造形用粉体を分散させた検査分散体の
1
H核のスピン-スピン緩和時間T2
2
を測定し、前記基準分散体の
1
H核のスピン-スピン緩和時間T2
1
及び前記検査分散体の
1
H核のスピン-スピン緩和時間T2
2
に基づいて前記検査対象となる造形用粉体の劣化度を算出する造形用粉体の劣化度測定装置。
[5]
前記造形用粉体が、熱可塑性樹脂又は金属である[4]記載の造形用粉体の劣化度測定装置。
[6]
前記溶媒のハンセン溶解度パラメータが、14(J/cm
3
)
1/2
以上30(J/cm
3
)
1/2
以下である[4]又は[5]記載の造形用粉体の劣化度測定装置。
[7]
パルスNMR装置を用いて、溶媒に基準となる造形用粉体を分散させた基準分散体の
1
H核のスピン-スピン緩和時間T2
1
を測定するとともに、前記溶媒に検査対象となる使用後の造形用粉体を分散させた検査分散体の
1
H核のスピン-スピン緩和時間T2
2
を測定し、前記基準分散体の
1
H核のスピン-スピン緩和時間T2
1
及び前記検査分散体の
1
H核のスピン-スピン緩和時間T2
2
に基づいて前記使用後の造形用粉体の劣化度を算出する測定工程と、
前記使用後の造形用粉体の劣化度に基づいて、前記使用後の造形用粉体と使用前の造形用粉体とを混合し、造形用再生粉体を生成する生成工程と、
を有する造形用再生粉体の製造方法。
[8]
【発明の効果】
【0010】
本技術によれば、造形用粉体の劣化度を検知することができ、造形用粉体を再生させることができ、造形物の機械特性と寸法精度の低下を抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社 寿原テクノス
金型装置
2か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社エスアールシー
インゴット
3か月前
株式会社プロテリアル
合金粉末の製造方法
1日前
トヨタ自動車株式会社
鋳バリ抑制方法
2日前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
28日前
株式会社プロテリアル
金属付加製造物の製造方法
27日前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
日立Astemo株式会社
成形装置
6日前
株式会社神戸製鋼所
鋼の製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
株式会社荏原製作所
造形ノズル
2か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
3日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
6日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
今日
株式会社トウネツ
溶湯保持炉
2か月前
株式会社宮本工業所
ガス吹き込み管
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
今日
フタバ産業株式会社
成形品の製造方法
1か月前
JFEスチール株式会社
異常検出方法
28日前
山陽特殊製鋼株式会社
連続鋳造設備
2か月前
株式会社プロテリアル
タンディッシュ及びインゴットの製造方法
1か月前
メタルエンジニアリング株式会社
鋳型造型装置
1か月前
山陽特殊製鋼株式会社
FeCo系合金製の積層造形物
2か月前
個人
アルミ鋳造鋳物砂のアルミ切粉分離方法及び装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ