TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025038728
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023145511
出願日
2023-09-07
発明の名称
造形データ作成装置、三次元積層造形システム、及び、累積エネルギー密度分布表示方法
出願人
日本電子株式会社
代理人
弁理士法人信友国際特許事務所
主分類
B22F
10/36 20210101AFI20250312BHJP(鋳造;粉末冶金)
要約
【課題】断面のエネルギー密度分布が不均一なエネルギービームを造形面において走査した際に生じる、累積エネルギー密度の過剰や不足となる微小領域を、視覚的に把握することができなかった。
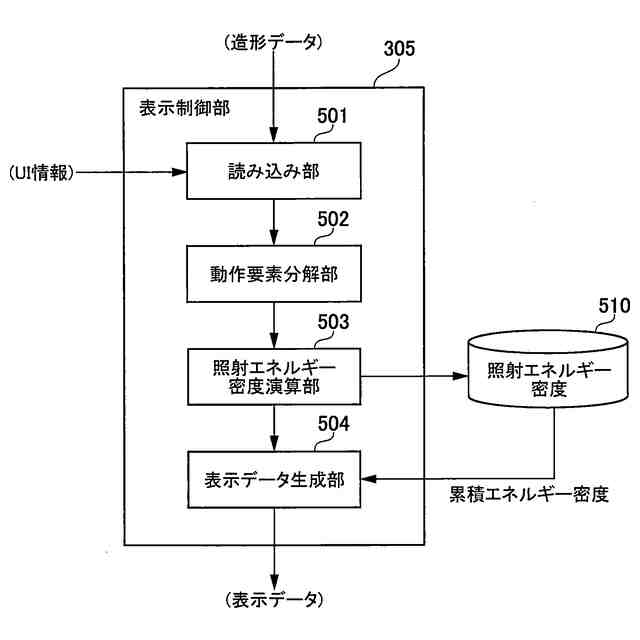
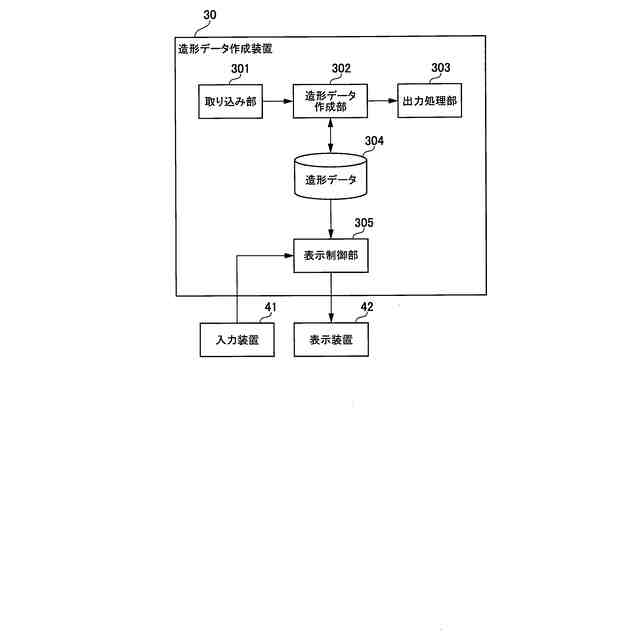
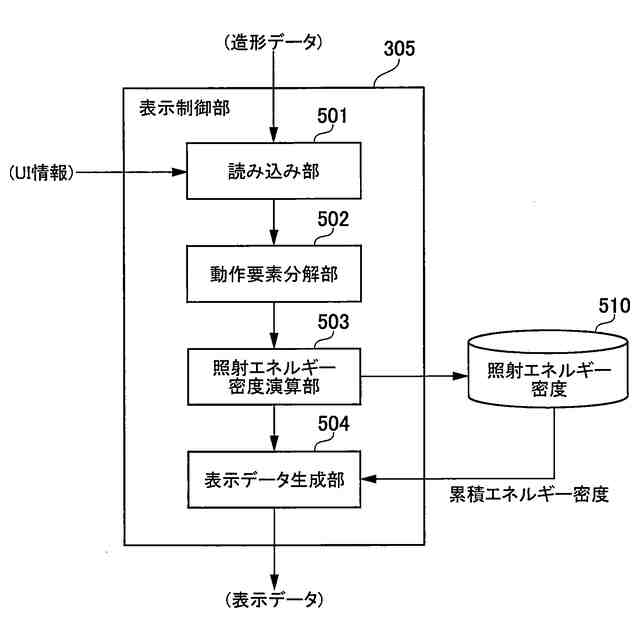
【解決手段】各層の断面形状をビームの照射により溶融させて物品を造形する三次元積層造形装置10を制御するための造形データを作成する造形データ作成装置30であって、造形データを基に、対象層に対するビーム走査によって、当該対象層に累積される照射エネルギー密度の分布を示すデータを生成して表示装置42へ出力する表示制御部305を備える。
【選択図】図5
特許請求の範囲
【請求項1】
各層の断面形状をビームの照射により溶融させて物品を造形する三次元積層造形装置を制御するための造形データを作成する造形データ作成装置であって、
前記造形データを基に、対象層に対するビーム走査によって、当該対象層に累積される照射エネルギー密度の分布を示すデータを生成して表示装置へ出力する表示制御部、を備える
造形データ作成装置。
続きを表示(約 1,300 文字)
【請求項2】
前記表示制御部は、操作者に指定された層を前記対象層として、前記対象層に累積される照射エネルギー密度の分布を示すデータを生成する
請求項1に記載の造形データ作成装置。
【請求項3】
前記表示制御部は、
操作者による前記対象層の指定を受け付ける指定機能と、
指定された層に累積される照射エネルギー密度の分布を表示する表示機能と、
を含むユーザーインターフェースを備える
請求項2に記載の造形データ作成装置。
【請求項4】
前記表示制御部は、操作者に選択された補正を前記造形データに適用し、補正後の造形データに基づいて、前記対象層に対するビーム走査によって当該対象層に累積される照射エネルギー密度の分布を示すデータを生成する
請求項1に記載の造形データ作成装置。
【請求項5】
前記表示制御部は、
操作者による補正の選択を受け付ける選択機能と、
選択された補正が適用された造形データに基づいて、前記対象層に累積される照射エネルギー密度の分布を表示する表示機能と、
を含むユーザーインターフェースを備える
請求項4に記載の造形データ作成装置。
【請求項6】
操作者による補正の選択を受け付ける前記選択機能は、補正種別ごとに操作者が有効又は無効を選択することができる機能である
請求項5に記載の造形データ作成装置。
【請求項7】
前記表示制御部は、前記対象層に累積される照射エネルギー密度の分布の、ビーム走査の順序に従った時間変化を示すデータを生成する
請求項1に記載の造形データ作成装置。
【請求項8】
前記表示制御部は、
前記対象層に累積される照射エネルギー密度の分布の、ビーム走査の順序に従った動画での表示の実施又は非実施を操作者が選択できる選択機能と、
前記対象層に累積される照射エネルギー密度の分布を表示する表示機能と、
を含むユーザーインターフェースを備え、
前記選択機能において前記ビーム走査の順序に従った動画での表示の実施が選択された場合、前記表示機能は、前記対象層に累積される照射エネルギー密度の分布を、前記ビーム走査の順序に従って動画にて表示する
請求項7に記載の造形データ作成装置。
【請求項9】
前記表示制御部は、累積される照射エネルギー密度の分布の表示において、ビーム走査を開始してからの経過時間を操作できる時間変更機能と、
前記対象層に累積される照射エネルギー密度の分布を表示する表示機能と、を備え、
前記表示機能は、前記時間変更機能で操作された経過時間における、前記対象層に累積される照射エネルギー密度の分布を表示する
請求項7に記載の造形データ作成装置。
【請求項10】
前記対象層においてビーム走査の開始から完了までに要する時間に対する、前記経過時間の時間経過割合を示す時間経過割合表示機能、を備える
請求項8又は9に記載の造形データ作成装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、造形データ作成装置、三次元積層造形システム、及び、累積エネルギー密度分布表示方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
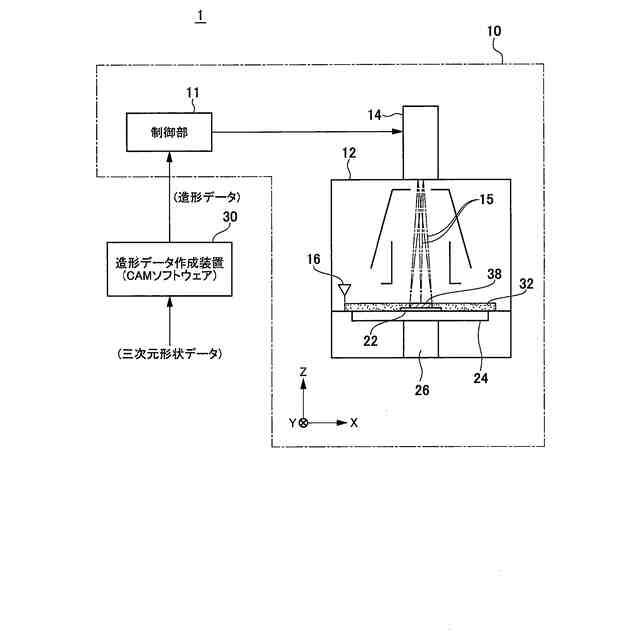
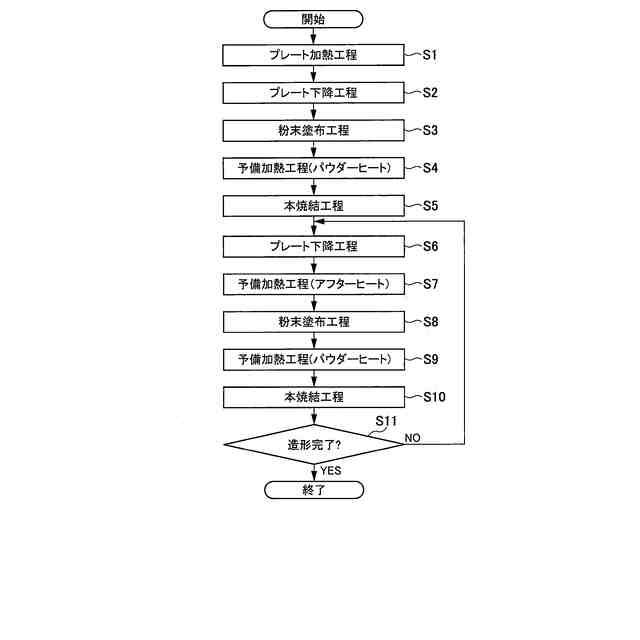
物品を造形する造形方式の一つとして、粉末床溶融結合方式が知られている。粉末床溶融結合方式は、所定の厚みで粉末を敷き詰めて形成した粉末層の表面(以下、「造形面」とも記す)に、レーザー又は荷電粒子ビームを選択的に照射することにより、造形したい物品の断面形状の部分を溶融及び凝固させる造形方式である。粉末床溶融結合方式では、各層の粉末を溶融及び凝固させるたびに造形プレートを順次下降させることにより、粉末層を1層ずつ積み重ねて物品(部品等)を造形する。粉末床溶融結合方式を採用した三次元積層造形装置は、例えば特許文献1に記載されている。
【0003】
三次元積層造形装置の動作は、予め三次元形状データに基づいて準備された動作シーケンスプログラム(以下、「造形データ」とも記す)に従って制御される。三次元形状データは、三次元CAD(Computer-Aided Design)等で生成される物品の三次元形状を特定するデータである。造形データは、一般にCAM(Computer Aided Manufacturing)ソフトウェアと呼ばれるプログラムが組み込まれたコンピュータ装置(以下、「造形データ作成装置」と記す)が、造形目的の物品の三次元形状データを用いて作成する。CAMソフトウェアは、任意のコンピュータで実行可能である。
【0004】
造形データ作成装置におけるCAMソフトウェアの処理としては、まず、入力された三次元形状データから、一層分の厚みの間隔で各層の断面形状を切り出す。次に、各層の断面形状を溶融するための造形条件を決定する。造形データは、各層の断面形状に造形条件を適用し、その結果を電子ファイルに出力したものである。
【先行技術文献】
【特許文献】
【0005】
特開2021-042465号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、レーザー又は荷電粒子ビーム(以下、これらを「エネルギービーム」と記す)は、造形面上で一定の大きさ(特に断面が円形であると近似する場合は径(半径又は直径)で表す)を持つように制御される。しかし、エネルギービームの造形面上での断面内のエネルギー密度分布は、一般に均一(一様)ではない。ビーム断面のエネルギー密度分布が不均一である理由としては、複合的な理由が考えられる。例えば、発振器、カソードやエミッター等のビーム源に起因する原理的な理由に加えて、ビーム源と造形面との間に存在するレンズ、ビームが絞りや偏向装置などを通過するときの収差、及びビーム経路の近傍に存在する異物による影響等が考えられる。ビームの造形面上での断面のエネルギー密度分布の最も簡単な近似方法の一つは、二次元ガウス分布である。
【0007】
このような断面のエネルギー密度分布が本質的に均一ではないエネルギービームを、造形面に対して有限(無限小でも無限大でもないことの意味で有限と記す)の走査点間隔や走査線間隔で走査し照射すると、エネルギービームの照射による造形面における累積エネルギー密度分布もまた一様とはならない。
【0008】
この微視的な累積エネルギー密度分布が、溶融対象領域内のあらゆる微小領域において、粉末床の最表面を良好に溶融結合するための過不足のない範囲内に収まっている場合には、全ての溶融対象領域が良好に溶融され、結果として良好で欠陥のない造形物が造形されると考えられる。そうでない場合は、累積エネルギー密度が不足する微小領域においては、材料粉末の溶け残りが発生し、不良な造形物が造形される可能性が高まる。また、累積エネルギー密度が過剰となる微小領域においては、過溶融や気化による空隙等の欠陥が発生し、不良な造形物が造形される可能性が高まる。
【0009】
上記の状況から、断面のエネルギー密度分布が不均一なエネルギービームを造形面において走査し照射した際に生じる、造形面上の累積エネルギー密度の過剰や不足となる微小領域の存在を、造形データの検証と妥当性確認の方法(手段)として視覚的に把握する手法が要望されていた。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明の一態様の造形データ作成装置は、各層の断面形状をビームの照射により溶融させて物品を造形する三次元積層造形装置を制御するための造形データを作成する造形データ作成装置であって、造形データを基に、対象層に対するビーム走査によって、当該対象層に累積される照射エネルギー密度の分布を示すデータを生成して表示装置へ出力する表示制御部、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
3か月前
日本鋳造株式会社
鋳造方法
4か月前
マツダ株式会社
鋳造装置
4か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社 寿原テクノス
金型装置
2か月前
株式会社エスアールシー
インゴット
2か月前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社クボタ
弁箱用の消失模型
3か月前
トヨタ自動車株式会社
金型温度調整装置
2か月前
株式会社浅沼技研
半溶融金属の成形方法
2か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社浅沼技研
鋳型及びその製造方法
28日前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
21日前
大同特殊鋼株式会社
鋼塊の製造方法
22日前
新東工業株式会社
粉末除去装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
新東工業株式会社
測定装置
3か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
2か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
株式会社荏原製作所
造形ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
28日前
フタバ産業株式会社
成形品の製造方法
1か月前
株式会社宮本工業所
ガス吹き込み管
2か月前
株式会社トウネツ
溶湯保持炉
2か月前
セイコーエプソン株式会社
三次元造形装置
4か月前
山陽特殊製鋼株式会社
連続鋳造設備
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ