TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025035984
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2023203272
出願日
2023-11-30
発明の名称
放電加工機械及びその刃具
出願人
國立高雄科技大學
,
National Kaohsiung University of Science and Technology
代理人
TRY国際弁理士法人
主分類
B23H
1/10 20060101AFI20250306BHJP(工作機械;他に分類されない金属加工)
要約
【課題】放電通路における加工屑の排屑効率を向上させ、ワーク加工部位の粗さ、形貌及び寸法精度を所望通りにすることが可能な放電加工機械およびその刃具
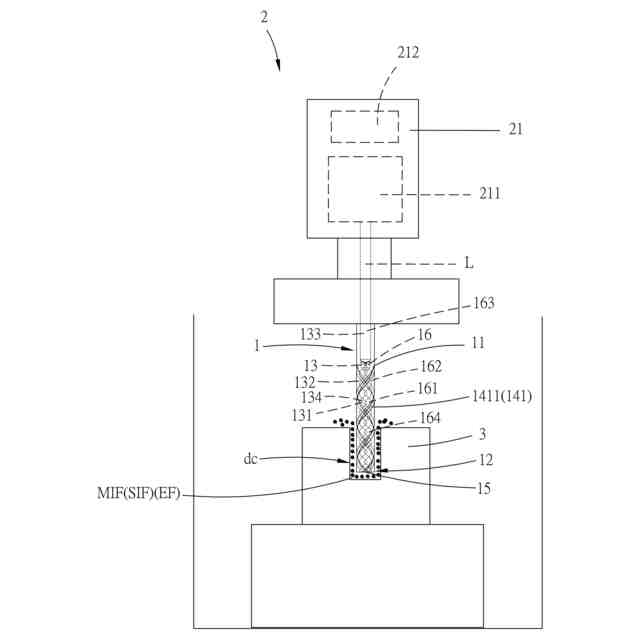
【解決手段】放電加工機械及びその刃具であって、前記放電加工機械は、放電通路でワークを放電加工するために前記刃具に放電加工液を供給可能であり、前記刃具は、放電加工液の流動を案内可能な内流路を有し、前記内流路は、放電加工液の流動速度及び流動方向を変更して、放電加工液が放電通路に排出された加工屑を側方から押し流し可能になり、特定の流れ場によって加工屑が放電通路から離されるようにすることも可能であるため、加工屑が放電通路に堆積されて電極間短絡及び異常放電が発生することを避けられ、更に、放電加工効率が向上されてワークの加工部位の粗さ、形貌及び寸法精度が本業界の所望の基準通りにされ、ひいては、放電加工時にEDMで消耗される刃具寿命の延長も可能となる。
【選択図】図1
特許請求の範囲
【請求項1】
放電加工機械上で放電加工液と併用してワークを放電加工することが可能な刃具であって、
刃具本体と、
前記刃具本体の外部に設けられた刃具加工構造と、
前記刃具本体の内部を延在して前記刃具本体を貫通し、主内流路螺旋構造を有する刃具主内流路とを含み、
前記刃具本体は、前記刃具本体と前記ワークとの間に放電通路が形成されて前記刃具加工構造が前記放電通路で前記ワークを放電加工可能になるように、前記ワークに接近可能であり、前記刃具加工構造が前記ワークを放電加工すると、前記放電通路に加工屑が生じ、
前記刃具主内流路は、前記放電加工液の主部分を、その中を流動するように案内可能であり、
前記主内流路螺旋構造は、前記放電加工液の主部分の流動速度及び流動方向を変更して、前記放電加工液の主部分により前記刃具主内流路に主内流路流れ場が生じされ、前記加工屑を駆動して前記放電通路から離させる流体が前記主内流路流れ場を介して形成されるようにすることが可能である、刃具。
続きを表示(約 2,300 文字)
【請求項2】
前記刃具は、前記刃具本体の内部を延在して前記刃具本体を貫通している刃具副内流路を更に有し、前記刃具副内流路は、前記主内流路螺旋構造を回避した副内流路螺旋構造を有し、
前記刃具副内流路は、前記放電加工液の副部分を、その中を流動するように案内可能であり、
前記副内流路螺旋構造は、前記放電加工液の副部分の流動速度及び流動方向を変更して、前記放電加工液の副部分により前記刃具副内流路に副内流路流れ場が生じられ、前記加工屑を駆動して前記放電通路から離させる流体が前記副内流路流れ場を介して形成されるようにすることが可能である、請求項1に記載の刃具。
【請求項3】
前記刃具主内流路は、主内流路本体、主内流路流入部及び主内流路流出部を有し、前記主内流路本体の両端は、前記放電加工液の主部分が前記主内流路流入部を経由して前記主内流路本体に流入可能になるとともに、前記放電加工液の主部分が前記主内流路流出部を経由して前記主内流路本体から流出可能になるように、前記主内流路流入部及び前記主内流路流出部にそれぞれ接続され、前記主内流路螺旋構造は、前記主内流路流出部に位置し、前記主内流路流入部の断面積は、前記主内流路流出部の断面積よりも大きい一方で、前記刃具副内流路は、副内流路本体、副内流路流入部及び副内流路流出部を有し、前記副内流路本体の両端は、前記放電加工液の副部分が前記副内流路流入部を経由して前記副内流路本体に流入可能になるとともに、前記放電加工液の副部分が前記副内流路流出部を経由して前記副内流路本体から流出可能になるように、前記副内流路流入部及び前記副内流路流出部にそれぞれ接続され、前記副内流路螺旋構造は、前記副内流路流出部に位置する、請求項2に記載の刃具。
【請求項4】
放電加工機械上で放電加工液と併用してワークを放電加工することが可能な刃具であって、
刃具軸線に沿って延在する刃具本体と、
前記刃具本体の外部に設けられた刃具加工構造と、
前記刃具本体の内部を延在して前記刃具本体を貫通している刃具主内流路であって、主内流路直線延在部及び少なくとも1つの主内流路斜め延在部を有し、前記主内流路直線延在部が前記主内流路斜め延在部に連通され、前記主内流路直線延在部の延在方向が前記刃具軸線の延在方向に平行であり、前記主内流路斜め延在部の延在方向が前記刃具軸線の延在方向に対して傾斜している刃具主内流路とを含み、
前記刃具本体は、前記刃具本体と前記ワークとの間に放電通路が形成されて前記刃具加工構造が前記放電通路で前記ワークを放電加工可能になるように、前記ワークに接近可能であり、前記刃具加工構造が前記ワークを放電加工すると、前記放電通路に加工屑が生じ、
前記主内流路直線延在部は、前記放電加工液の主部分を、その中を流動するように案内可能であり、
前記主内流路斜め延在部は、前記放電加工液の主部分の流動速度及び流動方向を変更して、前記放電加工液の主部分により前記放電通路に主内流路流れ場が生じられ、前記加工屑を駆動して前記放電通路から離させる流体が前記主内流路流れ場を介して形成されるようにすることが可能である、刃具。
【請求項5】
前記刃具は、前記刃具本体の内部を延在して前記刃具本体を貫通している刃具副内流路を更に含み、前記刃具副内流路は、副内流路直線延在部及び少なくとも1つの副内流路斜め延在部を有し、前記副内流路斜め延在部は、前記主内流路斜め延在部を回避しており、且つ前記副内流路直線延在部は、前記副内流路斜め延在部に連通され、前記副内流路直線延在部の延在方向が前記刃具軸線の延在方向に平行であり、前記副内流路斜め延在部の延在方向が前記刃具軸線の延在方向に対して傾斜しており、
前記副内流路直線延在部は、前記放電加工液の副部分を、その中を流動するように案内可能であり、
前記副内流路斜め延在部は、前記放電加工液の副部分の流動速度及び流動方向を変更して、前記放電加工液の副部分により前記放電通路に副内流路流れ場が生じられ、前記加工屑を駆動して前記放電通路から離させる流体が前記副内流路流れ場を介して形成されるようにすることが可能である、請求項4に記載の刃具。
【請求項6】
前記刃具本体の外部に設けられた刃具外流路を更に有し、前記刃具外流路は、外流路導流構造を有し、前記外流路導流構造は、加工屑通路を有し、前記外流路導流構造は、前記放電通路で前記放電加工液の流動速度及び流動方向を変更して、前記放電加工液により前記放電通路に外流路流れ場が生じられ、前記加工屑を駆動して前記加工屑通路を経由して前記放電通路から離させる流体が前記外流路流れ場を介して形成されるようにすることが可能であり、前記加工屑通路は、前記刃具本体に凹設された溝である、請求項1又は4に記載の刃具。
【請求項7】
放電加工液を供給し、請求項1又は4に記載の刃具と併用させてワークを放電加工することが可能な放電加工機械であって、
前記刃具を装設するための加工主軸を含み、前記加工主軸は、前記刃具を移動して前記刃具本体を前記ワークに接近させることが可能であり、前記加工主軸は、加工液注入構造及び回動動力源を有し、
前記加工液注入構造は、前記放電加工液の主部分を前記刃具主内流路に注入可能であり、
前記回動動力源は、前記刃具を回動させて、前記放電加工液の主部分の流動速度及び流動方向を変更することが可能である、放電加工機械。
発明の詳細な説明
【技術分野】
【0001】
本願は、放電加工機械の技術分野に関し、より具体的には、放電通路における加工屑の排屑効率を向上させ、ワークの加工部位の粗さ、形貌及び寸法精度を所望通りにすることが可能な放電加工機械及びその刃具に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
放電加工(Electrical Discharge Machining、EDMと略す)は、放電通路でアーク放電を利用して金属を加工する技術であり、特に複雑な形状や難削材である導電材料の精密加工の需要に適しており、放電加工中には、アーク放電によりワーク表面の材料が溶かされたり、エッチングされたり、剥がされたりして加工屑が生る。深孔を放電加工する場合、特に止り孔やアスペクト比の高い微細孔を放電加工する場合、加工屑は、放電通路における放電加工液に起因した渦流領域に堆積されて効果的に除去できないことが多い。このため、加工屑により、放電通路に電極間短絡や異常放電が発生することで、放電加工効率や、ワークの加工部位の粗さ、形貌及び寸法精度が悪化し、ひいては、放電加工刃具の端部が鈍くなってその消耗が進行し過ぎるという問題に繋がってしまう。
【発明の概要】
【0003】
これに鑑みて、本願は、放電通路における加工屑の排屑効率を向上させて、上記加工屑が放電通路に堆積されることに起因した技術的課題を解決するための放電加工機械及びその刃具を提供する。
【0004】
従来技術と比較して、本願は、放電通路でワークを放電加工するために前記刃具に放電加工液を供給可能な放電加工機械、及び、放電加工液の流動を案内可能な内流路を有する刃具を提供し、前記内流路は、放電加工液の流動速度及び流動方向を変更して、放電加工液が放電通路に排出された加工屑を側方から押し流し可能になって加工屑を放電通路から離させるようにすることも可能であるため、加工屑が放電通路に堆積されて電極間短絡及び異常放電が発生することを避けられ、更に、放電加工効率が向上されてワークの加工部位の粗さ、形貌及び寸法精度が所望通りにされ、ひいては、放電加工時における刃具の消耗時間の低減も可能となる。
【課題を解決するための手段】
【0005】
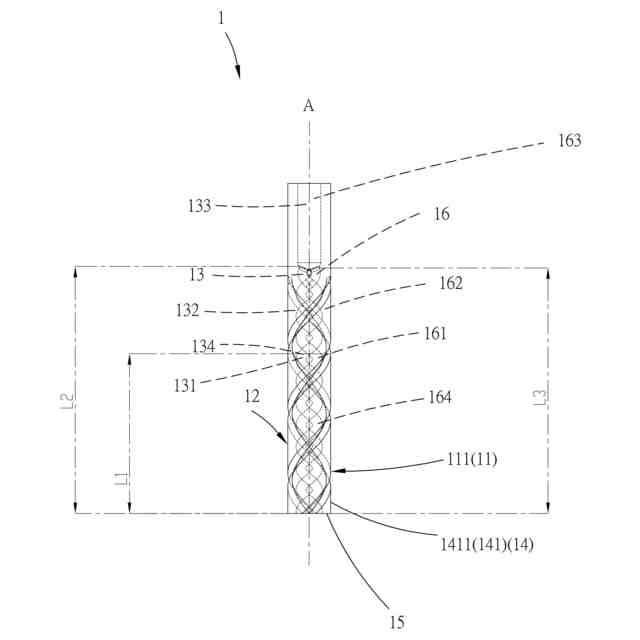
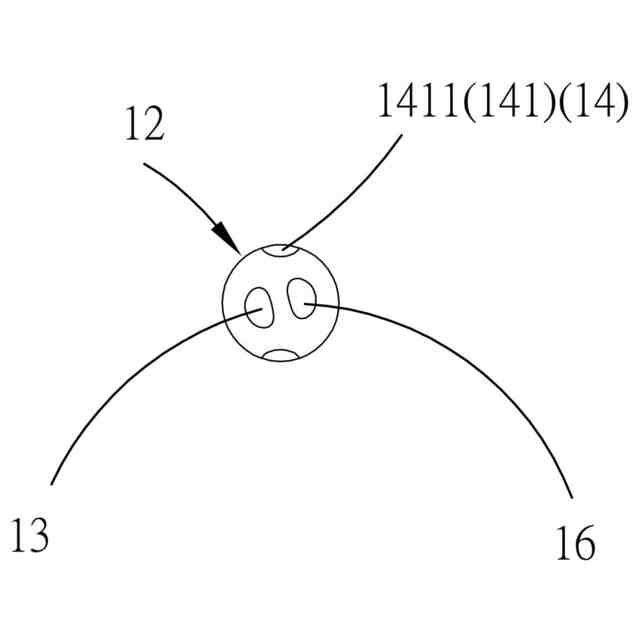
本発明は、放電加工機械上で放電加工液と併用してワークを放電加工することが可能な刃具であって、刃具本体と、刃具本体の外部に設けられた刃具加工構造と、刃具本体の内部を延在して刃具本体を貫通し、主内流路螺旋構造を有する刃具主内流路とを含み、刃具本体は、刃具本体とワークとの間に放電通路が形成されて刃具加工構造が放電通路でワークを放電加工可能になるように、ワークに接近可能であり、刃具加工構造がワークを放電加工すると、放電通路に加工屑が生じ、刃具主内流路は、放電加工液の主部分を、その中を流動するように案内可能であり、主内流路螺旋構造は、放電加工液の主部分の流動速度及び流動方向を変更して、放電加工液の主部分により刃具主内流路に主内流路流れ場が生じされ、加工屑を駆動して放電通路から離させる流体が主内流路流れ場を介して形成されるようにすることが可能である、刃具を提供する。
【0006】
好ましくは、上記における刃具において、刃具は、刃具本体の内部を延在して刃具本体を貫通している刃具副内流路を更に有し、刃具副内流路は、主内流路螺旋構造を回避した副内流路螺旋構造を有し、刃具副内流路は、放電加工液の副部分を、その中を流動するように案内可能であり、副内流路螺旋構造は、放電加工液の副部分の流動速度及び流動方向を変更して、放電加工液の副部分により刃具副内流路に副内流路流れ場が生じられ、加工屑を駆動して放電通路から離させる流体が副内流路流れ場を介して形成されるようにすることが可能である。
【0007】
好ましくは、上記における刃具において、刃具主内流路は、主内流路本体、主内流路流入部及び主内流路流出部を有し、主内流路本体の両端は、放電加工液の主部分が主内流路流入部を経由して主内流路本体に流入可能になるとともに、放電加工液の主部分が主内流路流出部を経由して主内流路本体から流出可能になるように、主内流路流入部及び主内流路流出部にそれぞれ接続され、主内流路螺旋構造は、主内流路流出部に位置し、主内流路流入部の断面積は、主内流路流出部の断面積よりも大きい一方で、刃具副内流路は、副内流路本体、副内流路流入部及び副内流路流出部を有し、副内流路本体の両端は、放電加工液の副部分が副内流路流入部を経由して副内流路本体に流入可能になるとともに、放電加工液の副部分が副内流路流出部を経由して副内流路本体から流出可能になるように、副内流路流入部及び副内流路流出部にそれぞれ接続され、副内流路螺旋構造は、副内流路流出部に位置する。
【0008】
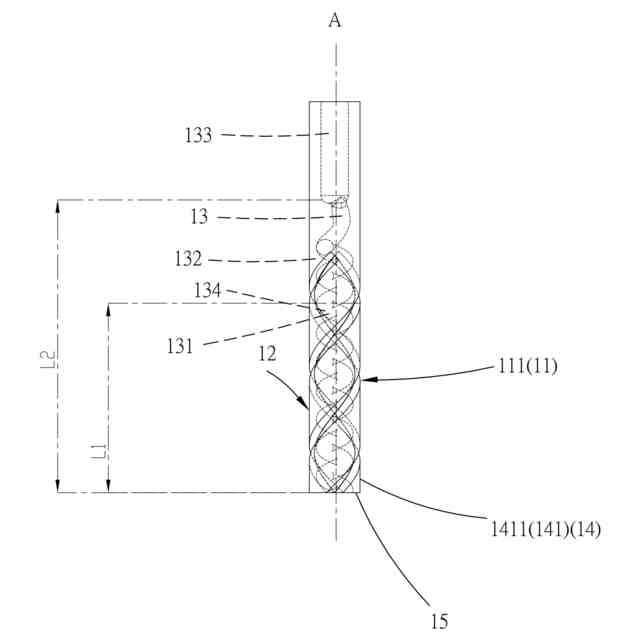
また、本発明は、放電加工機械上で放電加工液と併用してワークを放電加工することが可能な刃具であって、刃具軸線に沿って延在する刃具本体と、刃具本体の外部に設けられた刃具加工構造と、刃具本体の内部を延在して刃具本体を貫通している刃具主内流路であって、主内流路直線延在部及び少なくとも1つの主内流路斜め延在部を有し、主内流路直線延在部が主内流路斜め延在部に連通され、主内流路直線延在部の延在方向が刃具軸線の延在方向に平行であり、主内流路斜め延在部の延在方向が刃具軸線の延在方向に対して傾斜している刃具主内流路とを含み、刃具本体は、刃具本体とワークとの間に放電通路が形成されて刃具加工構造が放電通路でワークを放電加工可能になるように、ワークに接近可能であり、刃具加工構造がワークを放電加工すると、放電通路に加工屑が生じ、主内流路直線延在部は、放電加工液の主部分を、その中を流動するように案内可能であり、主内流路斜め延在部は、放電加工液の主部分の流動速度及び流動方向を変更して、放電加工液の主部分により放電通路に主内流路流れ場が生じられ、加工屑を駆動して放電通路から離させる流体が主内流路流れ場を介して形成されるようにすることが可能である、刃具を更に提供する。
【0009】
好ましくは、上記における刃具において、刃具は、刃具本体の内部を延在して刃具本体を貫通している刃具副内流路を更に含み、刃具副内流路は、副内流路直線延在部及び少なくとも1つの副内流路斜め延在部を有し、副内流路斜め延在部は、主内流路斜め延在部を回避しており、且つ副内流路直線延在部は、副内流路斜め延在部に連通され、副内流路直線延在部の延在方向が刃具軸線の延在方向に平行であり、副内流路斜め延在部の延在方向が刃具軸線の延在方向に対して傾斜しており、副内流路直線延在部は、放電加工液の副部分を、その中を流動するように案内可能であり、副内流路斜め延在部は、放電加工液の副部分の流動速度及び流動方向を変更して、放電加工液の副部分により放電通路に副内流路流れ場が生じられ、加工屑を駆動して放電通路から離させる流体が副内流路流れ場を介して形成されるようにすることが可能である。
【0010】
好ましくは、上記における刃具において、刃具本体の外部に設けられた刃具外流路を更に有し、刃具外流路は、外流路導流構造を有し、外流路導流構造は、加工屑通路を有し、外流路導流構造は、放電通路で放電加工液の流動速度及び流動方向を変更して、放電加工液により放電通路に外流路流れ場が生じられ、加工屑を駆動して加工屑通路を経由して放電通路から離させる流体が外流路流れ場を介して形成されるようにすることが可能であり、加工屑通路は、刃具本体に凹設された溝である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
國立高雄科技大學
放電加工機械
10日前
國立高雄科技大學
放電加工機械及びその刃具
3日前
國立高雄科技大學
気孔率勾配を有する通気性金属構造及びその製造方法
10か月前
個人
スラッジ除去装置
1か月前
日東精工株式会社
ねじ締め装置
4日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
20日前
個人
複合金属回転式ホーン
1か月前
有限会社津谷工業
切削工具
3か月前
株式会社ダイヘン
積層造形溶接方法
24日前
トヨタ自動車株式会社
取付装置
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ナベヤ
締結装置
24日前
トヨタ自動車株式会社
積層コア
2か月前
株式会社不二越
歯車加工機
3か月前
オークマ株式会社
診断装置
10日前
大和ハウス工業株式会社
溶接方法
5日前
株式会社不二越
歯車研削盤
1か月前
株式会社メドメタレックス
ドリル
2か月前
株式会社オーエム製作所
工作機械
1か月前
オークマ株式会社
工作機械
10日前
株式会社不二越
歯車研削盤
3か月前
サムテック株式会社
加工物製造方法
2か月前
株式会社関本管工
エルボ管保持装置
1か月前
住友重機械工業株式会社
レーザ装置
3か月前
豊田鉄工株式会社
レーザー溶接装置
今日
株式会社ダイヘン
溶接トーチ
1か月前
株式会社FUJI
自動化用パレット
2か月前
株式会社ヤマダスポット
抵抗溶接機
3か月前
トヨタ自動車株式会社
位相測定方法
2か月前
株式会社浪速試錐工業所
防風カバー
3か月前
三菱電機株式会社
ねじ取り出し装置
2か月前
スター精密株式会社
工作機械
4日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ


































