TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024066960
公報種別
公開特許公報(A)
公開日
2024-05-16
出願番号
2022197123
出願日
2022-12-09
発明の名称
気孔率勾配を有する通気性金属構造及びその製造方法
出願人
國立高雄科技大學
,
National Kaohsiung University of Science and Technology
代理人
個人
,
個人
,
個人
,
個人
主分類
B22F
5/10 20060101AFI20240509BHJP(鋳造;粉末冶金)
要約
【課題】良好な機械強度を得るとともに、製品の成形過程で空気が溜まってしまうエアトラップの問題を解決するとともに、製品の表面品質を高める、ホール勾配を有する通気金属構造及びその製造方法を提供する。
【解決手段】ホール勾配を有する通気金属構造は、第1の重ね層1を備える。第1の重ね層1は、互いに表裏の関係にある第1の面及び第2の面を有する。第1の重ね層1の第1の面には、第2の重ね層2が結合される。第1の重ね層1上には、複数の第1のホール11が形成される。第2の重ね層2上には、複数の第2のホール21が形成され、第1の重ね層1の第1のホール11と、第2の重ね層2の第2のホール21とは位置が互いに対応して連通し、第2のホール21の直径が第1のホール11の直径より小さい。
【選択図】図1
特許請求の範囲
【請求項1】
第1の重ね層を備えた、ホール勾配を有する通気金属構造であって、
前記第1の重ね層は、互いに表裏の関係にある第1の面及び第2の面を有し、前記第1の重ね層の前記第1の面には、第2の重ね層が結合され、前記第1の重ね層上には、複数の第1のホールが形成され、前記第2の重ね層上には、複数の第2のホールが形成され、前記第1の重ね層の前記第1のホールと、前記第2の重ね層の前記第2のホールとは位置が互いに対応して連通し、前記第2のホールの直径が前記第1のホールの直径より小さいことを特徴とする、
ホール勾配を有する通気金属構造。
続きを表示(約 3,700 文字)
【請求項2】
前記第1の重ね層の前記第1のホールの直径は、80μmより大きく、
前記第2の重ね層の前記第2のホールの直径は、50μmより小さいことを特徴とする請求項1に記載のホール勾配を有する通気金属構造。
【請求項3】
第3の重ね層をさらに備え、
前記第3の重ね層は、前記第1の重ね層の前記第2の面に結合され、
前記第3の重ね層上には、複数の第3のホールが形成され、前記第3の重ね層の前記第3のホールと、前記第1の重ね層の前記第1のホールとは位置が互いに対応して連通し、前記第3のホールの直径が前記第1のホールの直径より小さいか等しいことを特徴とする請求項1に記載のホール勾配を有する通気金属構造。
【請求項4】
前記第1の重ね層の前記第1のホールの直径は、80μmより大きく、
前記第3の重ね層の前記第3のホールの直径は、80μmより大きいか50μmより小さいことを特徴とする請求項3に記載のホール勾配を有する通気金属構造。
【請求項5】
ホール勾配を有する通気金属構造の製造方法であって、
複数の金属粉末を平らに固めて第1の積層を形成し、前記第1の積層上に互いに平行に間隔をおいて設けられた複数本の線形経路をレーザビームにより走査し、前記第1の積層の線形経路には、溶融池幅が付随して形成され、前記第1の積層の2つの線形経路間に形成されたハッチ距離は、線形経路の溶融池幅より大きく、前記第1の積層のハッチ距離と溶融池幅との差値によりギャップが形成され、前記第1の積層上に複数の金属粉末が平らに固められて第2の積層が形成され、前記第2の積層上に互いに平行に間隔をおいて設けられた複数本の線形経路をレーザビームにより走査し、前記第2の積層の線形経路は、前記第1の積層の線形経路との間に夾角が形成され、前記第2の積層の線形経路には、溶融池幅が付随して形成され、前記第2の積層の2つの線形経路間に形成されたハッチ距離は溶融池幅より大きく、前記第2の積層のハッチ距離と、溶融池幅との差値によりギャップが形成され、前記第1の積層及び前記第2の積層のギャップが交差され、格子状アレイ配列の複数の第1のホールを構成し、前記第1の積層上に積層される前記第2の積層の順序は、複数の前記第1の積層及び複数の前記第2の積層を順次積層して所定の厚さの第1の重ね層を形成し、複数の前記第1の積層及び複数の前記第2の積層のギャップが交差されて構成された第1のホールの位置が互いに対応し、前記第1の重ね層に貫通されて連続した前記第1のホールが形成される、前記第1の重ね層を形成するステップ(A)と、
前記複数の金属粉末を前記第1の積層の第1の面上に平らに固めて第3の積層を形成し、前記第3の積層上に互いに平行に間隔をおいて設けられた複数本の線形経路をレーザビームにより走査し、前記第3の積層の線形経路には、溶融池幅が付随して形成され、前記第3の積層の2つの線形経路間に形成されたハッチ距離は、線形経路の溶融池幅より大きく、前記第3の積層のハッチ距離と溶融池幅との差値によりギャップが形成され、複数の金属粉末を前記第3の積層上に平らに固めて第4の積層が形成され、前記第4の積層上に互いに平行に間隔をおいて設けられた複数本の線形経路をレーザビームにより走査し、前記第4の積層の線形経路は、前記第3の積層の線形経路との間に夾角が形成され、前記第4の積層の線形経路には、溶融池幅が付随して形成され、前記第4の積層の2つの線形経路間に形成されたハッチ距離は溶融池幅より大きく、前記第4の積層のハッチ距離と、溶融池幅との差値によりギャップが形成され、前記第3の積層及び前記第4の積層のギャップが交差されて格子状アレイ配列の複数の第2のホールを構成し、前記第3の積層上に積層される前記第4の積層の順序は、少なくとも1つの前記第3の積層及び少なくとも1つの前記第4の積層を順次積層させて所定の厚さの第2の重ね層を形成し、少なくとも1つの前記第3の積層及び少なくとも1つの前記第4の積層のギャップが交差されて構成された第2のホールの位置は互いに対応し、前記第2の重ね層に貫通されて連続した前記第2のホールが形成され、前記第2の重ね層の前記第2のホールと前記第1の重ね層の前記第1のホールとは、互いに位置が対応して連通し、前記第2のホールの直径が前記第1のホールの直径より小さい、前記第2の重ね層を形成するステップ(B)と、を含むことを特徴とする、
ホール勾配を有する通気金属構造の製造方法。
【請求項6】
前記第1の重ね層の前記第1の積層及び前記第2の積層の溶融池幅を70~150μmに設定し、
前記第1の積層及び前記第2の積層のハッチ距離を150~300μmに設定し、
前記第1の積層及び前記第2の積層のギャップを80μmより大きくするとともに、前記第1の積層及び前記第2の積層のギャップが交差されて構成される前記第1のホールの直径は80μmより大きいことを特徴とする請求項5に記載のホール勾配を有する通気金属構造の製造方法。
【請求項7】
前記第2の重ね層の前記第3の積層及び前記第4の積層の溶融池幅を70~150μmに設定し、
前記第3の積層及び前記第4の積層のハッチ距離を120~200μmに設定し、
前記第3の積層及び前記第4の積層のギャップを50μmより小さくするとともに、前記第3の積層及び前記第4の積層のギャップが交差されて構成される前記第2のホールの直径は50μmより小さいことを特徴とする請求項5に記載のホール勾配を有する通気金属構造の製造方法。
【請求項8】
複数の金属粉末を前記第1の重ね層の第2の面上に平らに固めて第5の積層を形成し、前記第5の積層上に互いに平行に間隔をおいて設けられた複数本の線形経路をレーザビームにより走査し、前記第5の積層の線形経路には、溶融池幅が付随して形成され、前記第5の積層の2つの線形経路間に形成されたハッチ距離は、線形経路の溶融池幅より大きく、前記第5の積層のハッチ距離と溶融池幅との差値によりギャップが形成され、前記複数の金属粉末を前記第5の積層上に平らに固めて第6の積層が形成され、前記第6の積層上に互いに平行に間隔をおいて設けられた複数本の線形経路をレーザビームにより走査し、前記第6の積層の線形経路は、前記第5の積層の線形経路との間に夾角が形成され、前記第6の積層の線形経路には、溶融池幅が付随して形成され、前記第6の積層の2つの線形経路間に形成されたハッチ距離は溶融池幅より大きく、前記第6の積層のハッチ距離と、溶融池幅との差値によりギャップが形成され、前記第5の積層及び前記第6の積層のギャップが交差され、格子状アレイ配列の複数の第3のホールを構成し、前記第5の積層上に積層される前記第6の積層の順序は、少なくとも1つの前記第5の積層及び少なくとも1つの前記第6の積層が順次積層されて所定の厚さの第3の重ね層が形成され、少なくとも1つの前記第5の積層及び少なくとも1つの前記第6の積層のギャップが交差されて構成された第3のホールの位置は互いに対応し、前記第3の重ね層に貫通されて連続した前記第3のホールが形成され、前記第3の重ね層の前記第3のホールと前記第1の重ね層の前記第1のホールとは、互いに位置が対応して連通し、前記第3のホールの直径が前記第1のホールの直径より小さいか等しい、前記第3の重ね層を形成するステップ(C)をさらに含むことを特徴とする請求項5に記載のホール勾配を有する通気金属構造の製造方法。
【請求項9】
前記第3の重ね層の前記第5の積層及び前記第6の積層の溶融池幅を70~150μmに設定し、
前記第5の積層及び前記第6の積層のハッチ距離を150~300μm又は120~200μmに設定し、前記第5の積層及び前記第6の積層のギャップを80μmより大きくするか50μmより小さくするとともに、前記第5の積層及び前記第6の積層のギャップが交差されて構成される前記第3のホールの直径は80μmより大きいか50μmより小さいことを特徴とする請求項8に記載のホール勾配を有する通気金属構造の製造方法。
【請求項10】
前記第1の重ね層の前記第1の積層及び前記第2の積層のギャップが交差されてなる夾角は、
2nd
gap=
1st
cos(90-θ)であり、
前記第2の重ね層の前記第3の積層及び前記第4の積層のギャップが交差されてなる夾角は、
4th
gap=
3rd
cos(90-θ)であり、
前記第3の重ね層の前記第5の積層及び前記第6の積層のギャップが交差されてなる夾角は、
6th
gap=
5th
cos(90-θ)であることを特徴とする請求項8に記載のホール勾配を有する通気金属構造の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、層状製品技術の分野に関し、特に、ホール勾配を有する通気金属構造及びその製造方法に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
特許文献1~5で開示されている通気金属に関する製造方法は、主に金属粉末高温焼結技術を採用し、製造される金属製品が通気機能を有するが、焼結成形のホールの寸法が不均一で形状が不規則である上、ホールのランダム散布が連続性に欠け、各通気孔間が連続して接続されておらず中断された状態下で、その通気性が達成困難であり、その通気性能の有効性が確保できなかったため、排気が好ましくないなどの欠点が依然としてあった。また、従来の通気金属では、排気効果を高めるためにルース方式で焼結した場合、その硬度が大幅に下がってしまい、機械性質が低下し、射出成形製品の表面品質が維持できず、緻密方式で焼結した場合、機械強度及び射出成形製品の表面品質を確保することができたが、製品の成形過程で大量の気体が発生してしまい、空気が溜まってしまうエアトラップの問題を解決することはできなかった。
【先行技術文献】
【特許文献】
【0003】
台湾特許第I269814号公報
台湾特許出願公開第201929982A号公報
中国特許第107868899B号公報
中国特許第105922514B号公報
中国特許出願公開第106867016A号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の主な目的は、良好な機械強度を得るとともに、製品の成形過程で空気が溜まってしまうエアトラップの問題を解決するとともに、製品の表面品質を高める、ホール勾配を有する通気金属構造及びその製造方法を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明の第1の形態によれば、第1の重ね層を備えた、ホール勾配を有する通気金属構造であって、前記第1の重ね層は、互いに表裏の関係にある第1の面及び第2の面を有し、前記第1の重ね層の前記第1の面には、第2の重ね層が結合され、前記第1の重ね層上には、複数の第1のホールが形成され、前記第2の重ね層上には、複数の第2のホールが形成され、前記第1の重ね層の前記第1のホールと、前記第2の重ね層の前記第2のホールとは位置が互いに対応して連通し、前記第2のホールの直径が前記第1のホールの直径より小さいことを特徴とする、ホール勾配を有する通気金属構造を提供する。
【発明の効果】
【0006】
本発明のホール勾配を有する通気金属構造及びその製造方法は、以下(1)及び(2)の効果を有する。
(1)ホールの直径が小さめの第2の重ね層にキャビティが設けられ、キャビティ内で製品が射出成形される際、きめ細かくて平滑な表面品質を得て、ホールの直径が大きめの第1の重ね層を利用し、プラスチック製品の成形過程で発生する大量の気体を効果的に排出させ、空気が溜まってしまうエアトラップの問題を効果的に解決することができる。
(2)第1の重ね層の外側に位置する第3の重ね層は、製造の必要性に応じてそのホールの寸法を調整し、製造する金型の機械強度及び排気性を両立させることができる。
【図面の簡単な説明】
【0007】
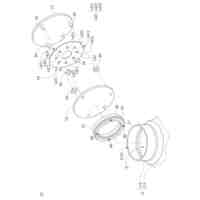
本発明の一実施形態に係るホール勾配を有する通気金属構造を示す分解斜視図である。
本発明の一実施形態に係るホール勾配を有する通気金属構造を示す断面図である。
本発明の一実施形態に係るホール勾配を有する通気金属構造を示す流れ図である。
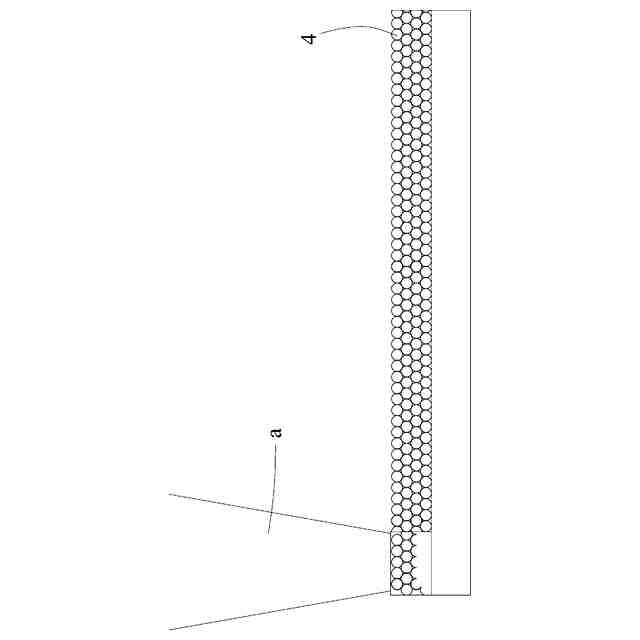
本発明の一実施形態に係るレーザビーム走査状態の説明図である。
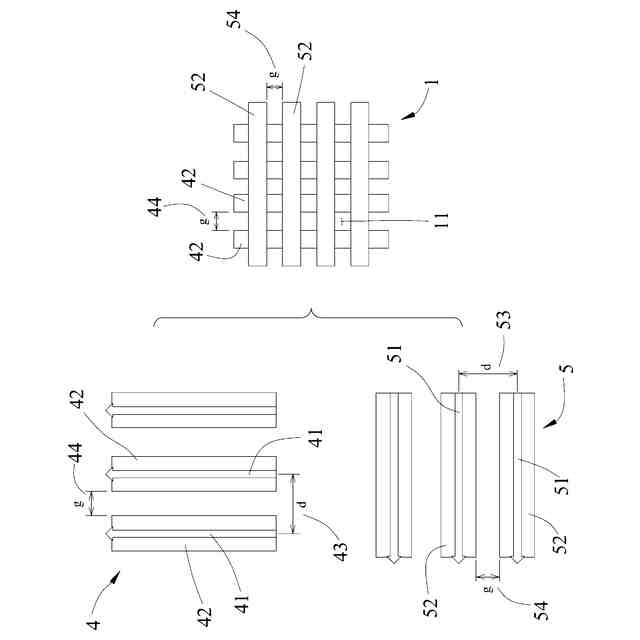
本発明の一実施形態に係る第1の積層及び第2の積層のレーザビーム走査状態の説明図である。
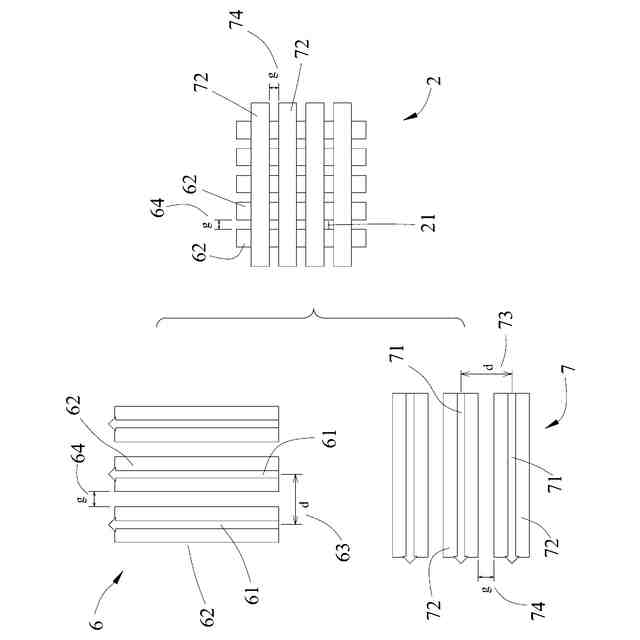
本発明の一実施形態に係る第3の積層及び第4の積層のレーザビーム走査状態の説明図である。
本発明の一実施形態に係る第5の積層及び第6の積層のレーザビーム走査状態の説明図である。
【発明を実施するための形態】
【0008】
まず、図1及び図2を参照する。図1及び図2に示すように、本発明の一実施形態に係るホール勾配を有する通気金属構造は、第1の重ね層1を含む。第1の重ね層1は、互いに表裏の関係にある第1の面及び第2の面を有する。第1の重ね層1の第1の面には、第2の重ね層2が結合される。第1の重ね層1の第2の面には、第3の重ね層3が結合される。第1の重ね層1上には、複数の第1のホール11が形成される。第2の重ね層2上には、複数の第2のホール21が形成される。第3の重ね層3上には、複数の第3のホール31が形成される。第1の重ね層1の第1のホール11と、第2の重ね層2の第2のホール21と、第3の重ね層3の第3のホール31とは位置が互いに対応して連通し、第2のホール21の直径が第1のホール11の直径より小さく、第3のホール31の直径が第1のホール11の直径より小さいか等しい。第1の重ね層1の第1のホール11の直径は、80μmより大きい。第2の重ね層2の第2のホール21の直径は、50μmより小さい。第3の重ね層3の第3のホール31の直径は、80μmより大きいか50μmより小さい。
【0009】
図3を参照する。図3に示すように、本発明の一実施形態に係るホール勾配を有する通気金属構造の製造方法は、以下のステップ(A)~(C)を含む。
【0010】
ステップ(A):第1の重ね層を形成する。図4及び図5を併せて参照する。図4及び図5に示すように、複数の金属粉末を平らに固めて第1の積層4を形成し、第1の積層4上に互いに平行に間隔をおいて設けられた複数本の線形経路41をレーザビームaにより走査する。第1の積層4の線形経路41には、溶融池幅(width of melt pool)42が付随して形成される。第1の積層4の溶融池幅42を70~150μmに設定し、第1の積層4の2つの線形経路41間に形成されたハッチ距離(hatch distance)43は、線形経路41の溶融池幅42より大きい。第1の積層4の2つの線形経路41のハッチ距離43は、150~300μmに設定される。第1の積層4のハッチ距離43とその溶融池幅42との差値によりギャップ(gap)44が形成される。ギャップ44=ハッチ距離43-溶融池幅42であり、第1の積層4のギャップ44は80μmより大きく、第1の積層4上に複数の金属粉末が平らに固められて第2の積層5が形成される。第2の積層5上に互いに平行に間隔をおいて設けられた複数本の線形経路51をレーザビームaにより走査する。第2の積層5の線形経路51は、第1の積層4の線形経路41との間に夾角が形成される。第2の積層5の線形経路51には、溶融池幅52が付随して形成され、第2の積層5の2つの線形経路51間に形成されたハッチ距離53はその溶融池幅52より大きい。第2の積層5のハッチ距離53と、その溶融池幅52との差値によりギャップ54が形成される。第2の積層5の溶融池幅52は、70~150μmに設定され、そのハッチ距離53は、150~300μmに設定され、第2の積層5のギャップ54は80μmより大きく、第1の積層4及び第2の積層5のギャップ44,54が交差され、格子状アレイ配列の複数の第1のホール11を構成する。第1のホール11の直径は、80μmより大きく、第1の積層4及び第2の積層5のギャップ44,54が交差されてなる夾角は、
2nd
gap=
1st
cos(90-θ)であるが、90度であることが最も好ましい。第1の積層4上に積層される第2の積層5の順序は、複数の第1の積層4及び複数の第2の積層5を順次積層して所定の厚さの第1の重ね層1を形成し、複数の第1の積層4及び複数の第2の積層5のギャップ44,54が交差されて構成された第1のホール11の位置が互いに対応し、第1の重ね層1に貫通されて連続した第1のホール11が形成される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
國立高雄科技大學
養殖装置
20日前
國立高雄科技大學
放電加工機械
2か月前
國立高雄科技大學
放電加工機械及びその刃具
2か月前
國立高雄科技大學
気孔率勾配を有する通気性金属構造及びその製造方法
12か月前
個人
ピストンの低圧鋳造金型
16日前
UBEマシナリー株式会社
成形機
4か月前
日本鋳造株式会社
鋳造方法
6か月前
マツダ株式会社
鋳造装置
5か月前
株式会社 寿原テクノス
金型装置
3か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社エスアールシー
インゴット
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
株式会社キャステム
鋳造品の製造方法
20日前
芝浦機械株式会社
成形機
2か月前
個人
透かし模様付き金属板の製造方法
3か月前
芝浦機械株式会社
成形機
2か月前
株式会社クボタ
弁箱用の消失模型
4か月前
トヨタ自動車株式会社
金型温度調整装置
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
トヨタ自動車株式会社
突き折り棒
1日前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
5日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
22日前
新東工業株式会社
粉末除去装置
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
6日前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
日立Astemo株式会社
成形装置
1か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
新東工業株式会社
測定装置
5か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ