TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025032954
公報種別
公開特許公報(A)
公開日
2025-03-12
出願番号
2024017370
出願日
2024-02-07
発明の名称
端子付き電線の製造方法、端子、及び、端子付き電線
出願人
矢崎総業株式会社
代理人
弁理士法人栄光事務所
主分類
H01R
43/048 20060101AFI20250305BHJP(基本的電気素子)
要約
【課題】端子と電線との間の電気的接続の信頼性を向上可能な端子付き電線の製造方法を提供すること。
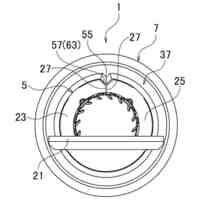
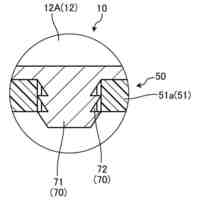
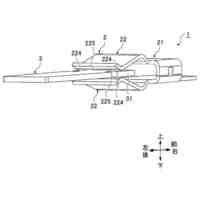
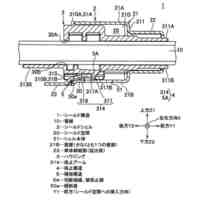
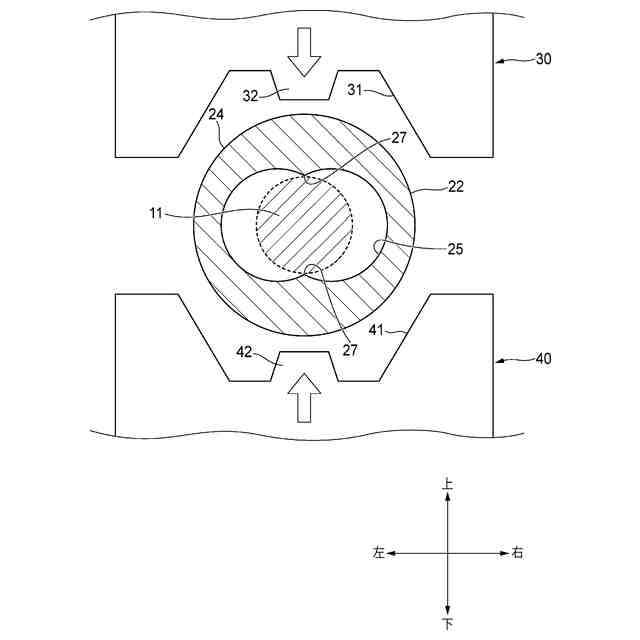
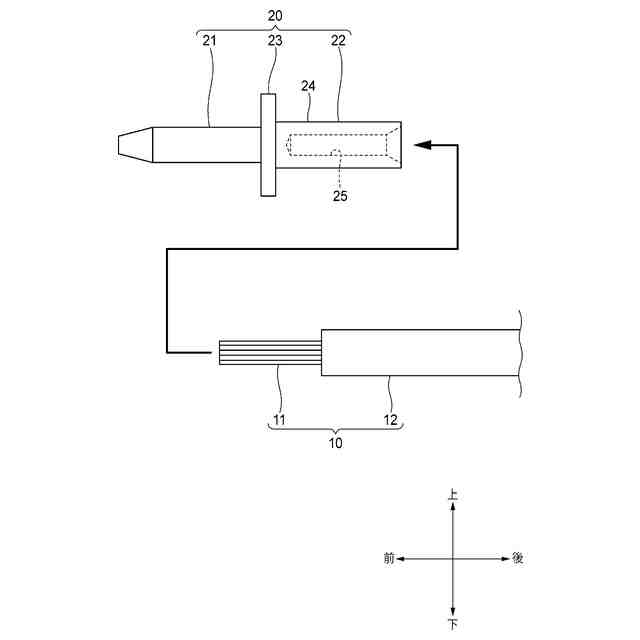
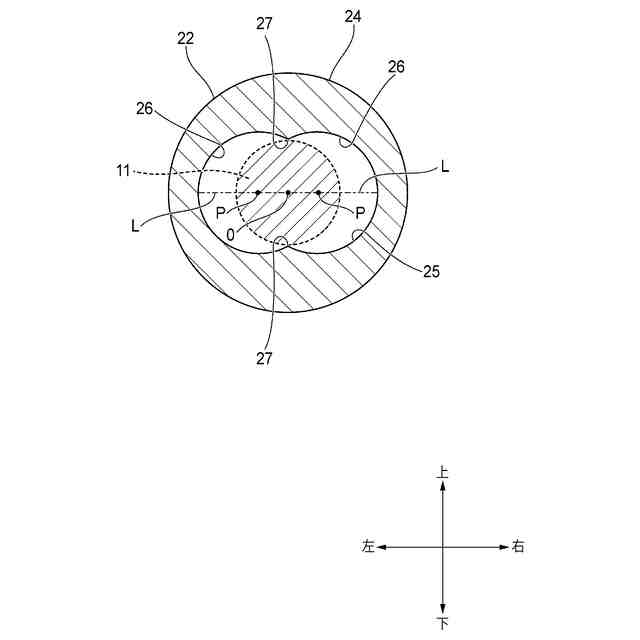
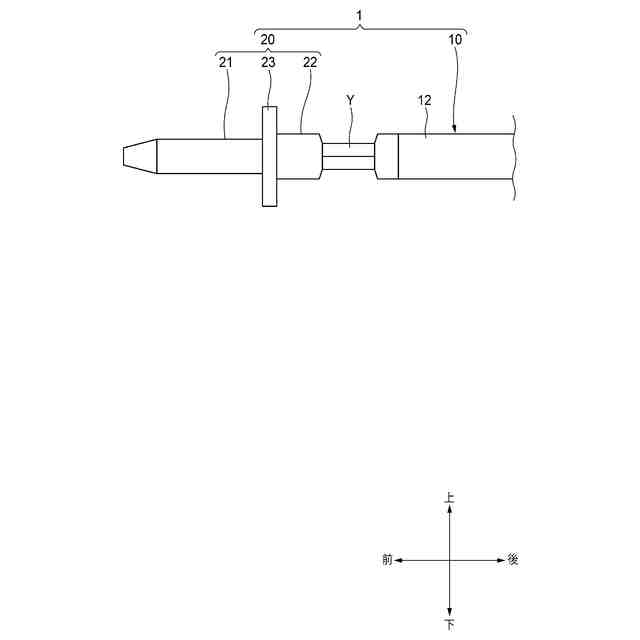
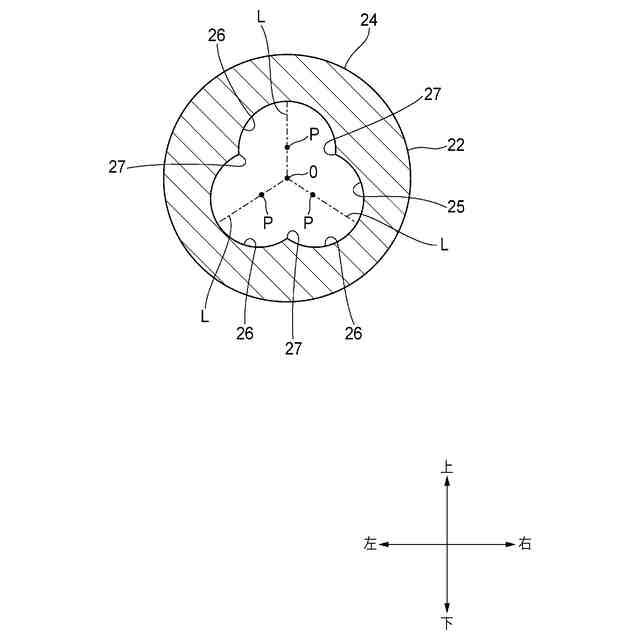
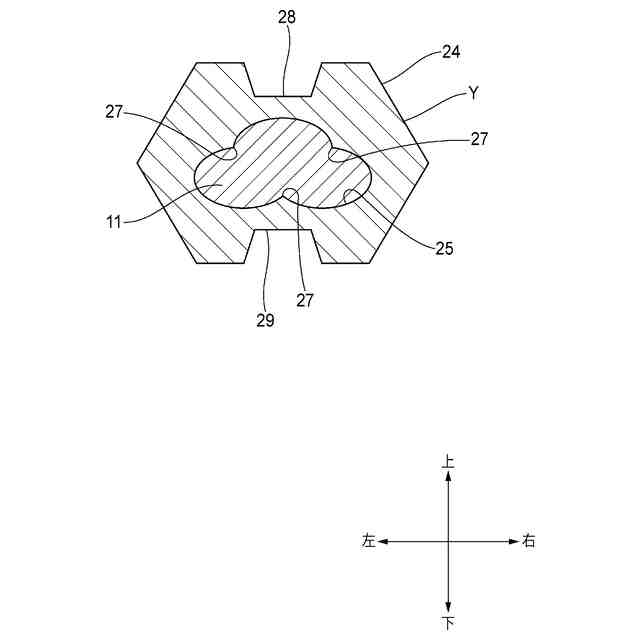
【解決手段】電線10の導体芯線11に端子20が圧着された端子付き電線1の製造方法であって、端子20は、相手側端子に接続される接続部21と、導体芯線11に圧着される圧着部22と、を有する。圧着部22は、周方向において切れ目なく連続する筒形状を有するとともに、端子20の軸線に直交する断面において、圧着部22の筒内面25が筒内に向けて突出する突部27を有する形状を圧着前の形状として有する。当該製造方法は、圧着部22の筒内に導体芯線11を挿入する工程と、圧着部22に加締面31,41を押し付けることによって圧着部22を筒内に向けて変形させる加締具30,40を用いて、圧着部22を加締めて圧着部22を導体芯線11に圧着する工程と、を備える。
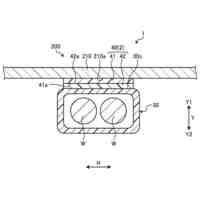
【選択図】図4
特許請求の範囲
【請求項1】
電線の導体芯線に端子が圧着された端子付き電線の製造方法であって、
前記端子は、
相手側端子に接続されることになる接続部と、前記導体芯線に圧着されることになる圧着部と、を有し、
前記圧着部は、
周方向において切れ目なく連続する筒形状を有するとともに、前記端子の軸線に直交する断面において、当該圧着部の筒内面が筒内に向けて突出する突部を有する形状を圧着前の形状として有し、
当該製造方法は、
前記圧着部の前記筒内に前記導体芯線を挿入する工程と、
前記圧着部に加締面を押し付けることによって前記圧着部を前記筒内に向けて変形させる加締具を用いて、前記圧着部を加締めて前記圧着部を前記導体芯線に圧着する工程と、を備える、
端子付き電線の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の製造方法において、
前記圧着部の前記筒内面は、
前記断面において、複数の円形を互いの一部が重なり合うように組み合わせた形状、複数の楕円形を互いの一部が重なり合うように組み合わせた形状、又は、一又は複数の円形と一又は複数の楕円形とを互いの一部が重なり合うように組み合わせた形状、を有する、
端子付き電線の製造方法。
【請求項3】
請求項1に記載の製造方法において、
前記圧着部は、
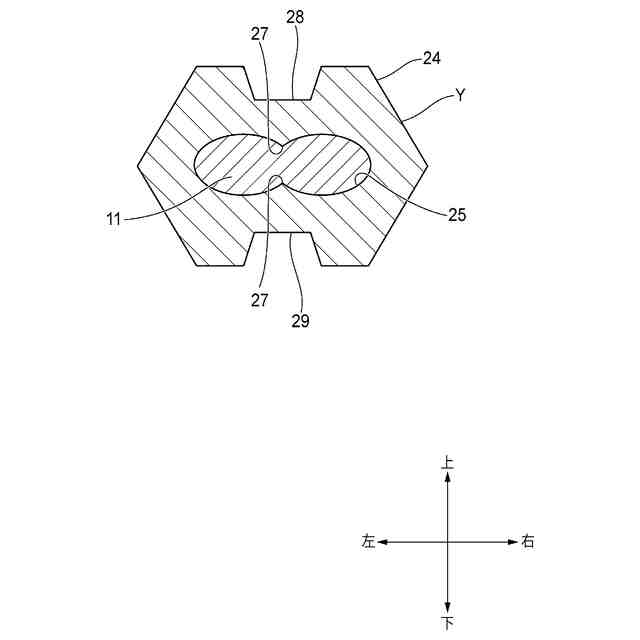
前記軸線の方向に並ぶ第1部分及び第2部分を有し、
前記第1部分は、
前記第2部分に近付くにつれて前記断面における筒内空間の断面積が小さくなる形状を有し、
前記第2部分は、
前記第1部分に近付くにつれて前記断面における筒内空間の断面積が小さくなる形状を有する、
端子付き電線の製造方法。
【請求項4】
請求項3に記載の製造方法において、
前記第1部分の前記筒内空間と前記第2部分の前記筒内空間とが隣り合って連通する、又は、前記第1部分の前記筒内空間と前記第2部分の前記筒内空間が他の筒内空間を介して連通する、
端子付き電線の製造方法。
【請求項5】
請求項3に記載の製造方法において、
前記第1部分の前記筒内面における前記突部の位置と、前記第2部分の前記筒内面における前記突部の位置と、が前記軸線周りの方向において異なる、
端子付き電線の製造方法。
【請求項6】
請求項1~請求項5の何れか一項に記載の製造方法において、
前記加締具は、
前記圧着部の前記筒内に向けて前記圧着部を窪ませるように前記加締面に突起部を有する、
端子付き電線の製造方法。
【請求項7】
電線の導体芯線に圧着されることになる端子であって、
相手側端子に接続されることになる接続部と、前記導体芯線に圧着されることになる圧着部と、を備え、
前記圧着部は、
周方向において切れ目なく連続する筒形状を有するとともに、当該端子の軸線に直交する断面において、当該圧着部の筒内面が筒内に向けて突出する突部を有する形状を圧着前の形状として有する、
端子。
【請求項8】
請求項7に記載の端子において、
前記圧着部の前記筒内面は、
前記断面において、複数の円形を互いの一部が重なり合うように組み合わせた形状、複数の楕円形を互いの一部が重なり合うように組み合わせた形状、又は、一又は複数の円形と一又は複数の楕円形とを互いの一部が重なり合うように組み合わせた形状、を有する、
端子。
【請求項9】
請求項7に記載の端子において、
前記圧着部は、
前記軸線の方向に並ぶ第1部分及び第2部分を有し、
前記第1部分は、
前記第2部分に近付くにつれて前記断面における筒内空間の断面積が小さくなる形状を有し、
前記第2部分は、
前記第1部分に近付くにつれて前記断面における筒内空間の断面積が小さくなる形状を有する、
端子。
【請求項10】
請求項9に記載の端子において、
前記第1部分の前記筒内空間と前記第2部分の前記筒内空間とが隣り合って連通する、又は、前記第1部分の前記筒内空間と前記第2部分の前記筒内空間が他の筒内空間を介して連通する、
端子。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、電線の導体芯線に端子が圧着された端子付き電線の製造方法、端子、及び、端子付き電線に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来から、相手側端子に接続される接続部と、周方向において切れ目なく連続する筒形状(いわゆる、クローズドバレル形状)を有して電線の導体芯線に圧着される圧着部と、を有する端子を用いて、端子付き電線を製造することが提案されている(例えば、特許文献1を参照。)。
【先行技術文献】
【特許文献】
【0003】
特開2017-224396号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
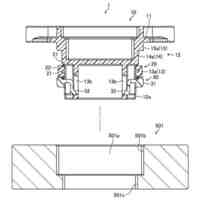
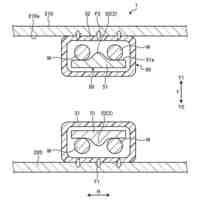
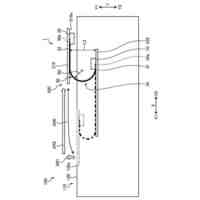
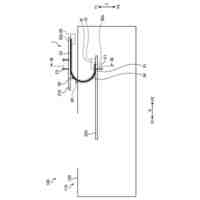
上述した種類の端子付き電線では、一般に、端子の圧着部と導体芯線との接触面積や接触圧力を大きくして両者間の電気的接続の信頼性を高める(例えば、接触抵抗値を小さくする)べく、加締用の金型の加締面に、圧着部を筒内に向けて窪ませるための突起部(いわゆる、インデント)が設けられる。導体芯線の太さに対して圧着部の筒壁の厚さが十分に小さい場合、金型による圧着後、圧着部が筒内に向けて窪むことによって圧着部の筒内面が筒内に向けて突き出すよう変形し易い。この場合、圧着部と導体芯線との間の電気的接続の信頼性が高められ得る。一方、導体芯線の太さに対して圧着部の筒壁の厚さが大きい場合、金型による圧着後、圧着部の外表面が変形するものの、圧着部の筒内面は筒内に突き出すようには変形しない場合がある。この場合、圧着部と導体芯線との接触面積も接触圧力も十分に大きくならないから、圧着部と導体芯線との間の電気的接続の信頼性を十分に高めることが難しい。
【0005】
本発明の目的の一つは、端子と電線との間の電気的接続の信頼性を向上可能な端子付き電線の製造方法、端子と電線との間の電気的接続の信頼性を向上可能な端子、及び、端子と電線との間の電気的接続の信頼性が向上された端子付き電線の提供である。
【課題を解決するための手段】
【0006】
上述した目的を達成するために、本発明に係る端子付き電線の製造方法、端子、及び、端子付き電線は、下記を特徴としている。
【0007】
電線の導体芯線に端子が圧着された端子付き電線の製造方法であって、
前記端子は、
相手側端子に接続されることになる接続部と、前記導体芯線に圧着されることになる圧着部と、を有し、
前記圧着部は、
周方向において切れ目なく連続する筒形状を有するとともに、前記端子の軸線に直交する断面において、当該圧着部の筒内面が筒内に向けて突出する突部を有する形状を圧着前の形状として有し、
当該製造方法は、
前記圧着部の前記筒内に前記導体芯線を挿入する工程と、
前記圧着部に加締面を押し付けることによって前記圧着部を前記筒内に向けて変形させる加締具を用いて、前記圧着部を加締めて前記圧着部を前記導体芯線に圧着する工程と、を備える、
端子付き電線の製造方法であること。
【0008】
電線の導体芯線に圧着されることになる端子であって、
相手側端子に接続されることになる接続部と、前記導体芯線に圧着されることになる圧着部と、を備え、
前記圧着部は、
周方向において切れ目なく連続する筒形状を有するとともに、当該端子の軸線に直交する断面において、当該圧着部の筒内面が筒内に向けて突出する突部を有する形状を圧着前の形状として有する、
端子であること。
【0009】
電線と、前記電線の導体芯線に圧着される端子と、を備える端子付き電線であって、
前記端子は、
相手側端子に接続されることになる接続部と、前記導体芯線に圧着される圧着部と、を有し、
前記圧着部は、
周方向において切れ目なく連続する筒形状を有するとともに、前記端子の軸線に直交する断面において、当該圧着部の筒内面が筒外に向けて凸となる複数の曲面を有する形状を有し、
一の前記曲面と他の前記曲面とが連結した箇所は、前記断面において、前記圧着部の筒内に向けて突出する突部を画成する、
端子付き電線であること。
【発明の効果】
【0010】
本発明の端子付き電線の製造方法、端子、及び、端子付き電線によれば、端子の圧着部が、周方向において切れ目なく連続する筒形状(いわゆる、クローズドバレル形状)を有するとともに、端子の軸線に直交する断面において、圧着部の筒内面が筒内に向けて突出する突部を有する形状を圧着前の形状として有する。これにより、加締具を用いて圧着部を筒内に向けて変形させると、圧着部の筒内面の突部が導体芯線に食い込んだ形状で、圧着部が導体芯線に圧着される。更に、圧着部の筒内面の突部が、導体芯線に強く押し付けられる。よって、圧着部の筒内面に突部が無い場合に比べ、圧着部と導体芯線との接触面積や接触圧力が増大することで、圧着部と導体芯線との間の電気的接続の信頼性が高まる。したがって、本発明の製造方法、及び、端子によれば、端子と電線との間の電気的接続の信頼性を向上可能な端子付き電線を製造することができ、本発明の端子付き電線によれば、端子と電線との間の電気的接続の信頼性を向上可能である。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
端子台
24日前
矢崎総業株式会社
バスバ
1か月前
矢崎総業株式会社
配索構造
1か月前
矢崎総業株式会社
コネクタ
25日前
矢崎総業株式会社
コネクタ
18日前
矢崎総業株式会社
雌型端子
25日前
矢崎総業株式会社
コネクタ
13日前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
配索構造
1か月前
矢崎総業株式会社
配索構造
1か月前
矢崎総業株式会社
配索構造
1か月前
矢崎総業株式会社
配索構造
1か月前
矢崎総業株式会社
配索構造
1か月前
矢崎総業株式会社
コネクタ
25日前
矢崎総業株式会社
配索構造
1か月前
矢崎総業株式会社
配電装置
1か月前
矢崎総業株式会社
グロメット
1か月前
矢崎総業株式会社
グロメット
27日前
矢崎総業株式会社
電流センサ
1か月前
矢崎総業株式会社
電気接続箱
18日前
矢崎総業株式会社
電気接続箱
18日前
矢崎総業株式会社
電気接続箱
1か月前
矢崎総業株式会社
車両用計器
18日前
矢崎総業株式会社
電気接続箱
1か月前
矢崎総業株式会社
端子接続構造
1か月前
矢崎総業株式会社
路面監視装置
1か月前
矢崎総業株式会社
シールド構造
27日前
矢崎総業株式会社
乗員監視装置
27日前
矢崎総業株式会社
アンテナ装置
1か月前
矢崎総業株式会社
乗員監視装置
27日前
矢崎総業株式会社
乗員監視装置
27日前
矢崎総業株式会社
異常検出装置
9日前
矢崎総業株式会社
車両システム
13日前
矢崎総業株式会社
電気接続部品
18日前
矢崎総業株式会社
電気接続部品
18日前
矢崎総業株式会社
運転支援装置
9日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ