TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025032366
公報種別
公開特許公報(A)
公開日
2025-03-11
出願番号
2024221309,2021166856
出願日
2024-12-18,2021-10-11
発明の名称
三次元積層造形用ホットエンド
出願人
株式会社クボタケミックス
代理人
弁理士法人 丸山国際特許事務所
主分類
B29C
64/118 20170101AFI20250304BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明は、PVCのように焦げ付き易い材料をフィラメントとして用いても、ノズル詰まりを低減できる三次元積層造形用ホットエンドを提供する。
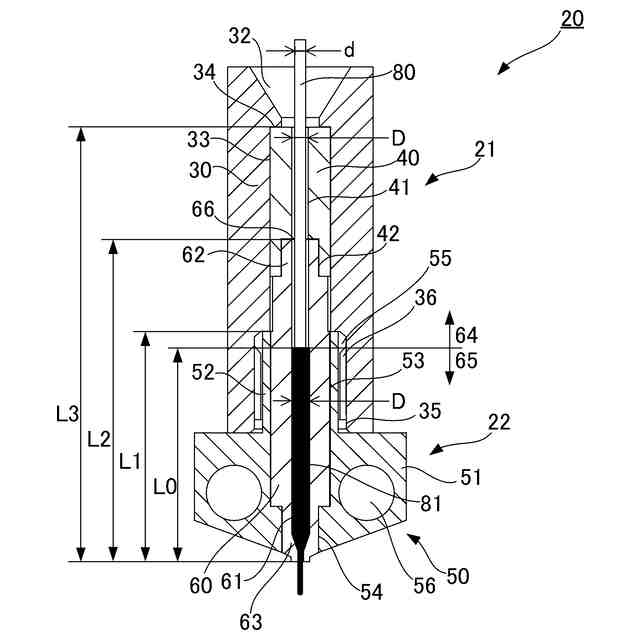
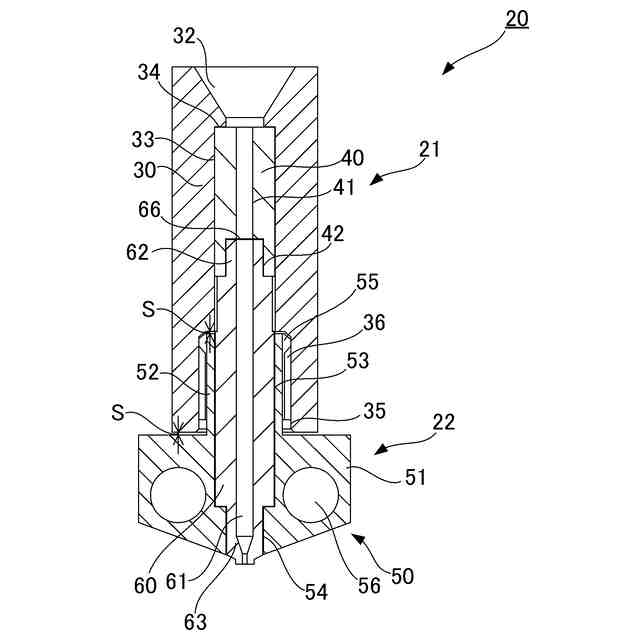
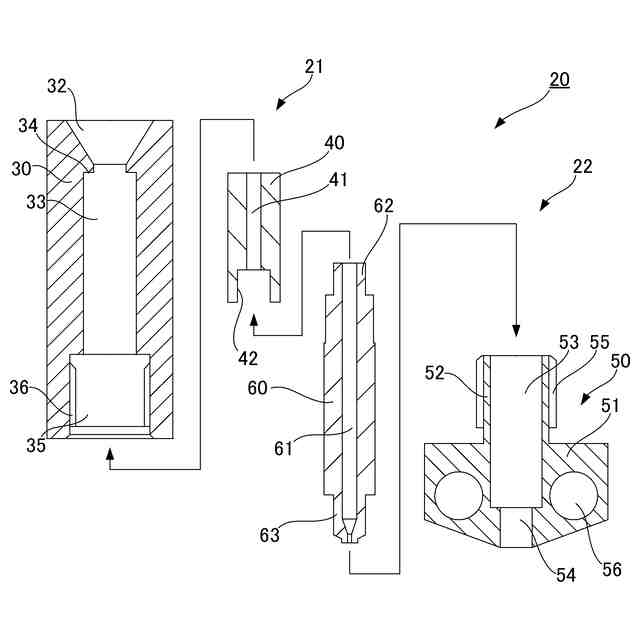
【解決手段】本発明の三次元積層造形用ホットエンド20は、フィラメント80が送給されるガイド孔41を有するガイド21と、前記ガイド孔に連通するノズル孔61を有し、ヒーター56が装着されたノズル22と、を具える三次元積層造形用ホットエンドであって、前記ノズルは、前記ノズル孔が開設され、樹脂製のノズル内筒部60と、前記ノズル内筒部の外周を包囲し、前記ヒーターが装着された金属製のノズル外筒部50と、を有しており、前記ノズル内筒部の先端は、前記ノズル外筒部から臨出しており、前記ノズル孔は、前記ノズル内筒部の前記先端で開口している。
【選択図】図5
特許請求の範囲
【請求項1】
フィラメントが送給されるガイド孔を有するガイドと、
前記ガイド孔に連通するノズル孔を有するノズルと、
前記ノズルに装着されるヒーターを具える三次元積層造形用ホットエンドであって、
前記ノズルは、
前記ノズル孔が開設され
た
樹脂製のノズル内筒部と、
前記ノズル内筒部の外周を包囲し、前記ヒーターが装着された金属製のノズル外筒部と、
を有しており、
前記ノズル内筒部の先端は、前記ノズル外筒部から臨出しており、前記ノズル孔は、前記ノズル内筒部の前記先端で開口している、
三次元積層造形用ホットエンド。
続きを表示(約 790 文字)
【請求項2】
前記ノズル孔は、拡径することなく先端側が縮径している、
請求項1に記載の三次元積層造形用ホットエンド。
【請求項3】
前記ノズル内筒部は、PTFE(ポリテトラフルオロエチレン)製である、
請求項1又は請求項2に記載の三次元積層造形用ホットエンド。
【請求項4】
前記ノズル孔は、表面粗さRaが0.8μm以下である、
請求項1乃至請求項3の何れかに記載の三次元積層造形用ホットエンド。
【請求項5】
前記ガイドは、
前記ガイド孔が開設され、PTFE(ポリテトラフルオロエチレン)製のノズルキャップと、
前記ノズルキャップの外周を包囲し、前記ノズル外筒部と係合されるガイド外筒部と、
を有する、
請求項1乃至請求項4の何れかに記載の三次元積層造形用ホットエンド。
【請求項6】
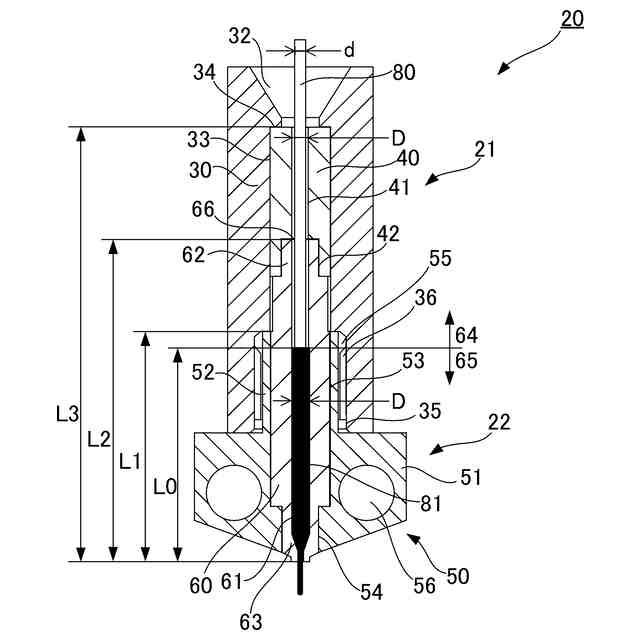
前記ノズル内筒部の前記ノズル孔及び前記ノズルキャップの前記ガイド孔の直径Dと、前記フィラメントの直径dは、
0.225mm≧(D-d)/2≧0.075mm
である、
請求項5に記載の三次元積層造形用ホットエンド。
【請求項7】
前記ノズル孔内で前記フィラメントが加熱を受けて溶融するフィラメント溶融部の高さL0は、前記ノズル内筒部の高さL2よりも低い、
請求項1乃至請求項6の何れかに記載の三次元積層造形用ホットエンド。
【請求項8】
前記ノズル内筒部と前記ノズルキャップは、単一部品として形成されている、
請求項5又は請求項6に記載の三次元積層造形用ホットエンド。
【請求項9】
請求項1乃至請求項8の何れかに記載の三次元積層造形用ホットエンドを具える三次元積層造形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、三次元積層造形装置、所謂三次元プリンタで立体構造物を造形する際に、焦げ付き易いためフィラメント材質として不向きとされるPVC(ポリ塩化ビニル:polyvinyl chloride)等を材質とするフィラメントの使用を可能にする技術についてのものであり、それらの技術のうちフィラメントを押し出すホットエンドに関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
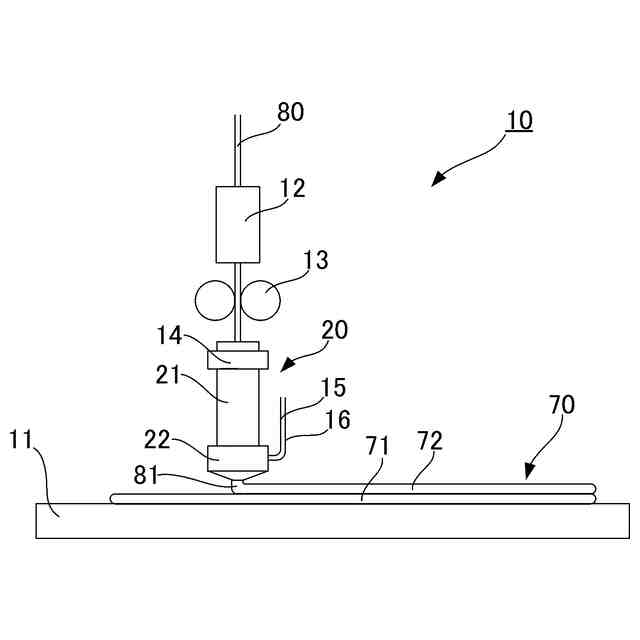
三次元プリンタの積層方式として、熱融解積層(FDM:Fused Deposition Modeling)方式の三次元積層造形が知られている。FDM方式の三次元積層造形装置では、平面内で移動可能なホットエンドから、溶融した熱可塑性樹脂製のフィラメントをプリントベッド上に順次積層して立体構造物を作製している。
【0003】
ホットエンドは、一般にガイド、ノズル及びヒーターを具えた構成である。ガイドは、フィラメントを案内するガイド孔を有し、フィラメント送り装置から送給されたフィラメントはガイド孔を通過してノズルに進入する。ノズルには、ガイド孔と連通するノズル孔が形成される。ヒーターの装着方法は、(1)ノズルに設けられた孔に挿入、あるいは(2)ガイド-ノズル間にヒーターブロックとして外装、の2通りがある。以下の説明は上記(1)について述べるが、本発明は上記(1)・(2)の何れの場合でも適用可能である。
【0004】
然して、フィラメント送り装置は、所定の送り込み力でフィラメントをガイド孔に送給する。ガイド孔に送給されたフィラメントは、ノズル孔に達し、ノズル孔内でヒーターによる加熱を受けて溶融する。そして、溶融フィラメントは、ノズル孔に順次送り込まれる未溶融のフィラメントの押し出し力によって、ノズル孔の先端から下方に向けて吐出される。
【0005】
たとえば、特許文献1参照では、ノズルは、熱伝達率にすぐれるアルミ合金で作製している。
【0006】
フィラメントは、ABS樹脂(acrylonitrile butadiene styrene copolymer)やPLA(ポリ乳酸:poly(lactic acid))が一般的に使用されている。また、出願人は、特許文献2において、PVCをフィラメントの材料として提案している。
【先行技術文献】
【特許文献】
【0007】
特開2016-107456号公報
特開2020-104374号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記したフィラメントの材料のうち、とくにPVCは、溶融すると金属表面に付着し易い。加熱溶融されたフィラメントがノズル孔内面に付着すると、摩擦抵抗が増加してフィラメントの流速が低下し、フィラメントの一部がノズル孔内で滞留を引き起こす。そして、滞留したフィラメントがノズル孔に焦げ付いて、ノズル詰まりが発生する虞がある。
【0009】
また、フィラメントの未溶融部と溶融部との境界はノズル孔内にあるが、ノズルの温度が高い、または、造形速度が遅いなどの原因で、フィラメントへのヒーターによる加熱量が多くなると、この境界が上方に移動し、ガイドに達することがある。ノズルとガイドはネジ接続されているため、接続部には空隙が存在し、ガイドに達したフィラメント溶融部の一部はこの空隙に滞留する。ガイドの大部分はヒーターによる加熱の影響を受け難いため低温であるが、ノズルとの接続部は高温となるため、空隙に滞留したフィラメントは焦付きを生じる。空隙で発生した焦付きはノズル孔内にまで広がり、ノズル詰まりを生じさせることがある。
【0010】
また、フィラメントがガイド孔を通過する間、上記のように未溶融のフィラメントには送り込み力と、溶融フィラメントを吐出させるための押し出し力に対する反力が作用する。これらによる圧縮荷重が、フィラメントの座屈許容荷重を越えると、フィラメントは波状に変形して座屈してしまう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
溶融紡糸設備
10か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
4か月前
CKD株式会社
型用台車
4か月前
個人
射出ミキシングノズル
7か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
4か月前
株式会社日本製鋼所
押出機
7か月前
日機装株式会社
加圧システム
17日前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
帝人株式会社
成形体の製造方法
10か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社FTS
成形装置
4か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社リコー
シート剥離装置
9か月前
株式会社神戸製鋼所
混練機
2か月前
三菱自動車工業株式会社
予熱装置
7か月前
東レ株式会社
炭素繊維シートの製造方法
23日前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社リコー
画像形成システム
5か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
3か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
シート処理システム
8か月前
小林工業株式会社
振動溶着機
10か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
個人
ノズルおよび熱風溶接機
4か月前
株式会社リコー
シート処理システム
9か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































