TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025031122
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023137116
出願日
2023-08-25
発明の名称
情報処理装置及び3次元積層造形装置
出願人
日本電子株式会社
代理人
弁理士法人信友国際特許事務所
主分類
B22F
12/00 20210101AFI20250228BHJP(鋳造;粉末冶金)
要約
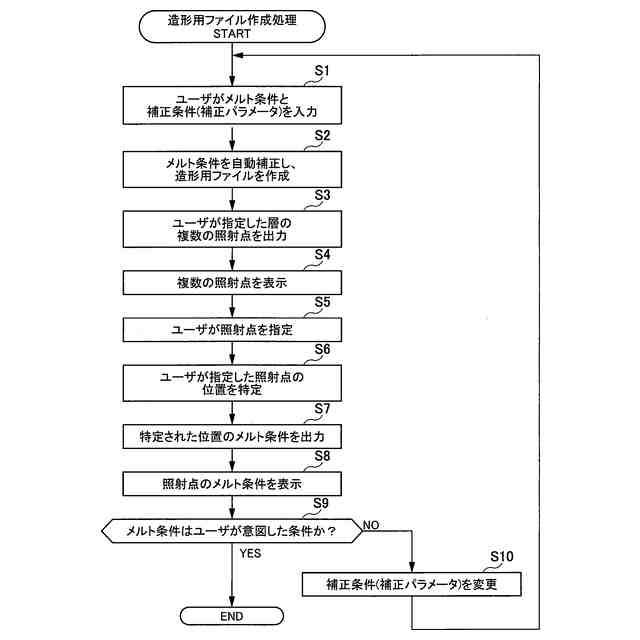
【課題】ユーザがメルト条件を確認することが可能な情報処理装置を提供する。
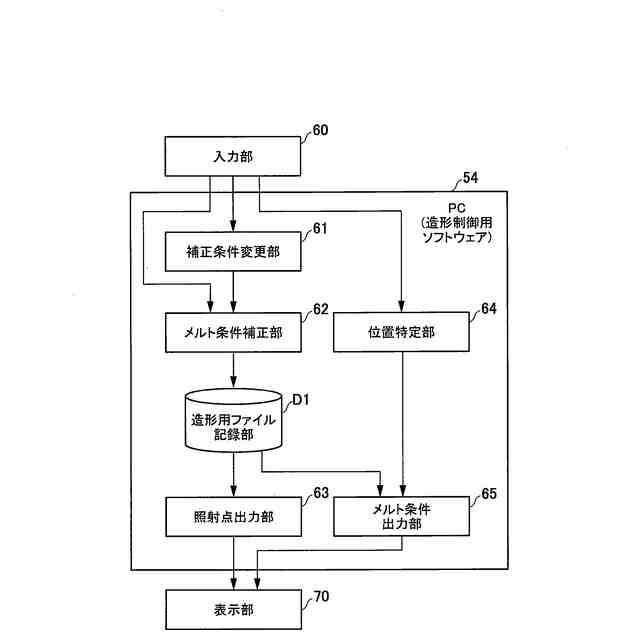
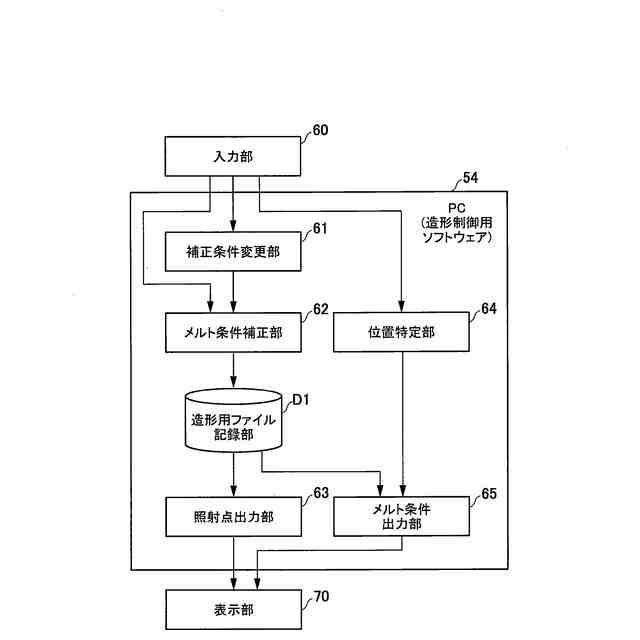
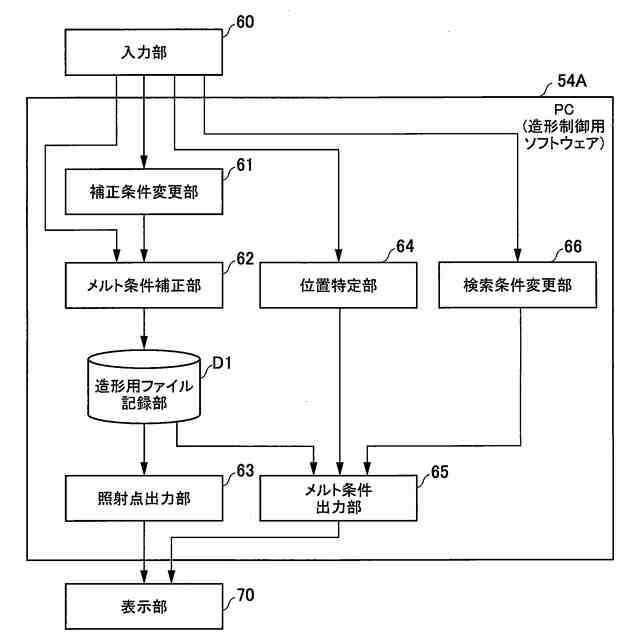
【解決手段】PC54は、造形用ファイルから読み出した造形用ビームの照射点を表示部70に出力する照射点出力部63と、入力部60により指定された照射点の位置を特定する位置特定部64と、特定された位置における照射点のメルト条件を造形用ファイルから検索し、検索したメルト条件を表示部70に出力するメルト条件出力部65と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
造形用ファイルから読み出した造形用ビームの照射点を表示部に出力する照射点出力部と、
入力部により指定された前記照射点の位置を特定する位置特定部と、
特定された位置における前記照射点のメルト条件を前記造形用ファイルから検索し、検索した前記メルト条件を前記表示部に出力するメルト条件出力部と、を備える
情報処理装置。
続きを表示(約 1,000 文字)
【請求項2】
前記メルト条件出力部は、前記入力部により指定された前記照射点の位置に合わせて、前記メルト条件を前記表示部に表示するメルト条件表示部を出力する
請求項1に記載の情報処理装置。
【請求項3】
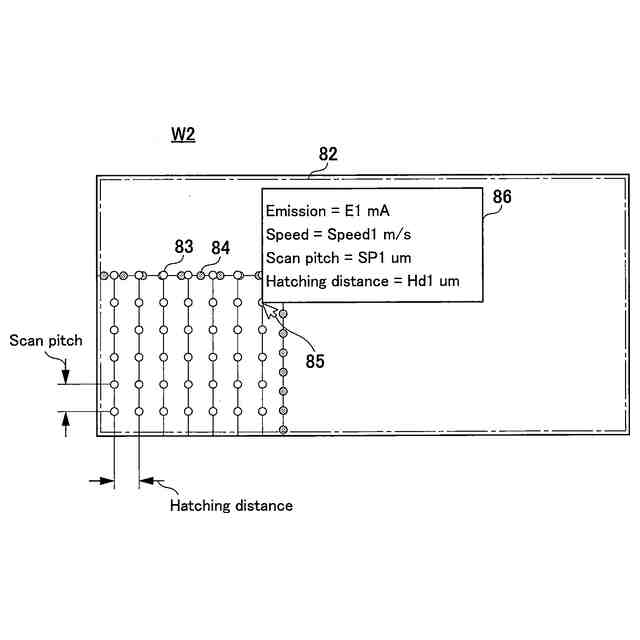
前記メルト条件表示部に表示されるメルト条件には、前記造形用ビームのビーム電流値、前記造形用ビームの走査速度、前記造形用ビームのスキャン方向の照射点間隔、及び前記造形用ビームのスキャンライン間の距離のうち、少なくとも一つが含まれる
請求項2に記載の情報処理装置。
【請求項4】
前記メルト条件を補正条件に従って補正し、前記メルト条件を補正した補正後メルト条件を前記造形用ファイルに追加するメルト条件補正部を備える
請求項3に記載の情報処理装置。
【請求項5】
前記メルト条件補正部は、前記表示部に前記補正後メルト条件が出力された後、前記入力部から修正された前記メルト条件が入力されると、前記メルト条件を再び補正する
請求項4に記載の情報処理装置。
【請求項6】
前記補正後メルト条件を検索するための検索条件を変更する検索条件変更部を備え、
前記メルト条件出力部は、変更された前記検索条件に従って、前記造形用ファイルから前記補正後メルト条件を検索する
請求項4又は5に記載の情報処理装置。
【請求項7】
前記メルト条件出力部は、前記入力部の指示により前記検索条件を増減する
請求項6に記載の情報処理装置。
【請求項8】
前記位置特定部は、前記メルト条件出力部が検索した前記補正後メルト条件と、前記検索条件に該当する前記照射点とを、前記検索条件に該当する順に前記表示部に出力する
請求項6に記載の情報処理装置。
【請求項9】
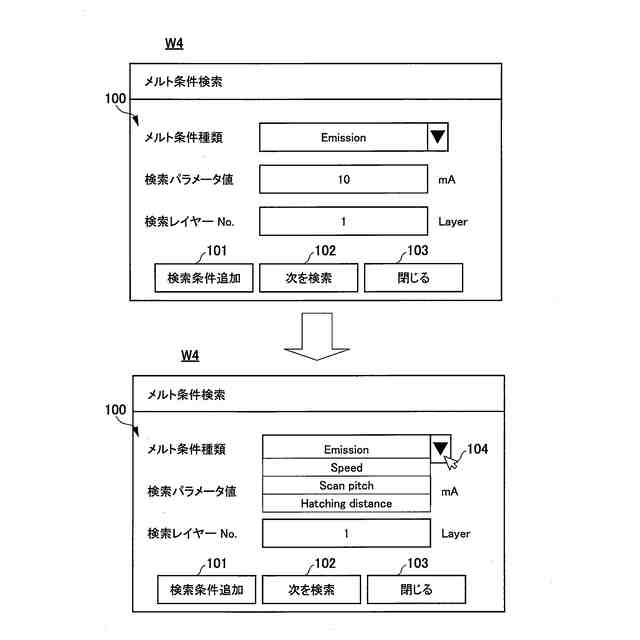
前記検索条件変更部は、前記検索条件に対して、前記メルト条件の種類に応じた検索パラメータ値の範囲を変更し、
前記メルト条件出力部は、変更された前記検索パラメータ値の範囲に含まれる前記補正後メルト条件を前記造形用ファイルから検索する
請求項6に記載の情報処理装置。
【請求項10】
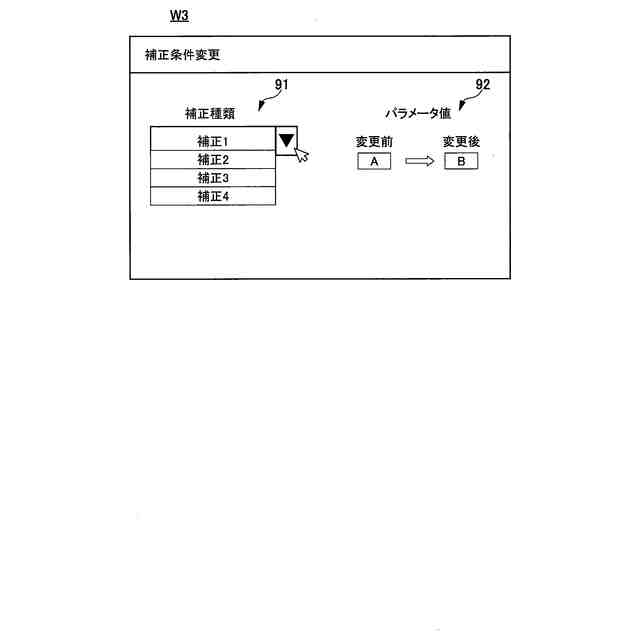
前記補正条件を変更する補正条件変更部を備え、
前記メルト条件補正部は、補正された前記補正条件に従って、前記メルト条件を補正する
請求項4に記載の情報処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、情報処理装置及び3次元積層造形装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
近年、金属の粉末材料を薄く敷いた層を一層ずつ重ねて造形する3次元積層造形技術が脚光を浴びており、粉末材料の材料や造形手法の違いにより多くの種類の3次元積層造形技術が開発されている。
【0003】
従来の3次元積層造形装置の造形方法は、例えばステージの上面に設置されたベースプレート上に粉末材料を一層毎に敷き詰める。次に、ベースプレート上に敷き詰められた粉末材料に対し、造形物の一断面に相当する二次元構造部だけを電子ビームやレーザからなる加熱機構で溶融する。そして、そのような粉末材料の層を一層ずつ高さ方向(Z方向)に積み重ねることにより造形物を形成する。
【0004】
特許文献1には、電子ビームを粉末材料に照射した際に発生する反射電子を検出する検出部を設け、この検出部が検出した情報に基づいて、造形物の状態を判定する技術が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2021-42410号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
パウダーベッド方式の電子ビーム3次元積層造形では、例えば、エミッション電流値、スキャン速度などの金属粉末を溶かすためのメルト条件を適切に設定することが重要である。メルト条件が適切で無い場合、溶融不足や過剰溶融することがあり、結果、最終的にできる製品の強度や耐久性に問題のある欠陥品となってしまう。
【0007】
ユーザがメルト条件を確認することは、製品に生じた不良の不良原因を突き止めるのに有用である。しかし、従来の3次元積層造形装置では、メルト条件がどのように変化しているかが示されておらず、ユーザがメルト条件を確認することができなかった。
【0008】
本発明は、このような状況に鑑みて成されたものであり、ユーザがメルト条件を確認できるようにすることを目的とする。
【課題を解決するための手段】
【0009】
上述した目的のうち少なくとも一つを実現するために、本発明の一側面を反映した情報処理装置は、造形用ファイルから読み出した造形用ビームの照射点を表示部に出力する照射点出力部と、入力部により指定された照射点の位置を特定する位置特定部と、特定された位置における照射点のメルト条件を造形用ファイルから検索し、検索したメルト条件を表示部に出力するメルト条件出力部と、を備える。
なお、上記の情報処理装置は本発明の一態様であり、本発明の一側面を反映した3次元積層造形装置についても、上記の情報処理装置と同様に構成される。
【発明の効果】
【0010】
本発明によれば、ユーザはメルト条件を確認しやすくなる。
上記した以外の課題、構成及び効果は、以下の実施形態の説明により明らかにされる。
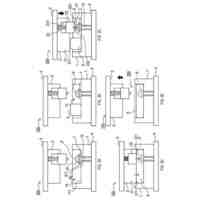
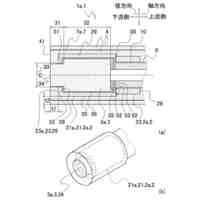
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱電機株式会社
三次元造形装置
2か月前
株式会社 寿原テクノス
金型装置
2か月前
株式会社プロテリアル
合金粉末の製造方法
4日前
株式会社エスアールシー
インゴット
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5日前
個人
透かし模様付き金属板の製造方法
2か月前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形機
1か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
新東工業株式会社
粉末除去装置
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
日立Astemo株式会社
成形装置
9日前
山陽特殊製鋼株式会社
取鍋
2か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
株式会社荏原製作所
造形ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
6日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
9日前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
フタバ産業株式会社
成形品の製造方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3日前
株式会社宮本工業所
ガス吹き込み管
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3日前
株式会社トウネツ
溶湯保持炉
2か月前
山陽特殊製鋼株式会社
連続鋳造設備
2か月前
JFEスチール株式会社
異常検出方法
1か月前
株式会社プロテリアル
タンディッシュ及びインゴットの製造方法
1か月前
山陽特殊製鋼株式会社
FeCo系合金製の積層造形物
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ