TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025030371
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023135609
出願日
2023-08-23
発明の名称
回転機器
出願人
株式会社北川鉄工所
代理人
弁理士法人前田特許事務所
主分類
B23Q
11/00 20060101AFI20250228BHJP(工作機械;他に分類されない金属加工)
要約
【課題】少ないエア供給量で、切りくずの侵入抑制と省エネや騒音抑制を実現する。
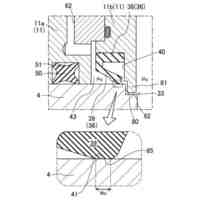
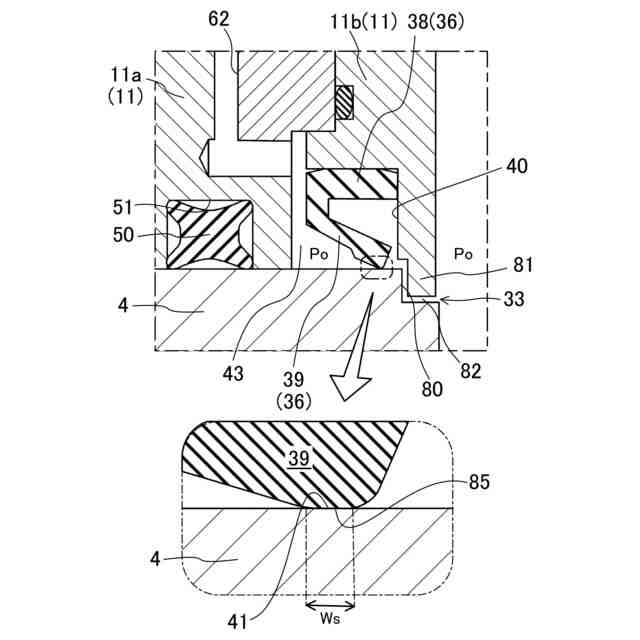
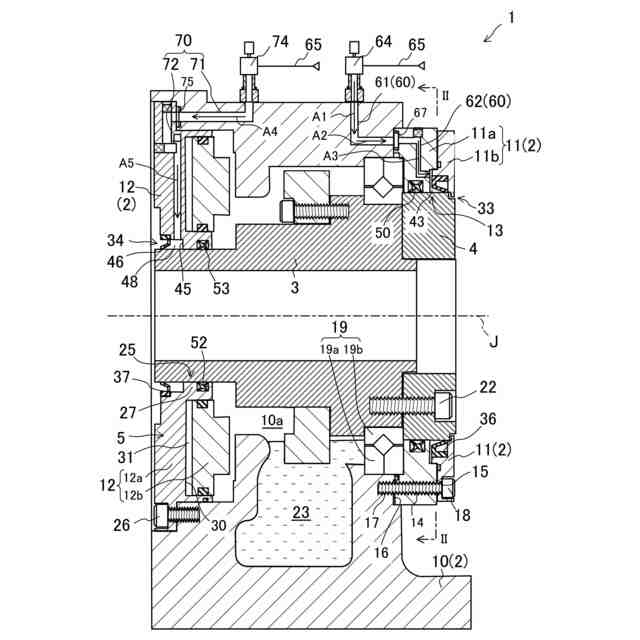
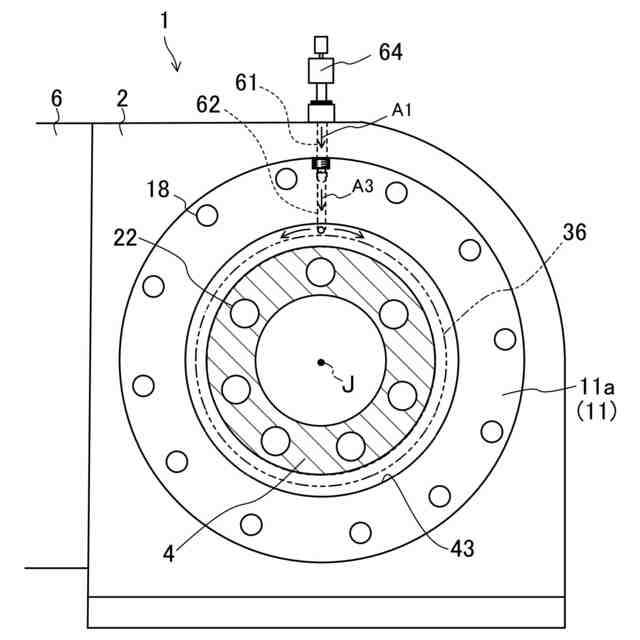
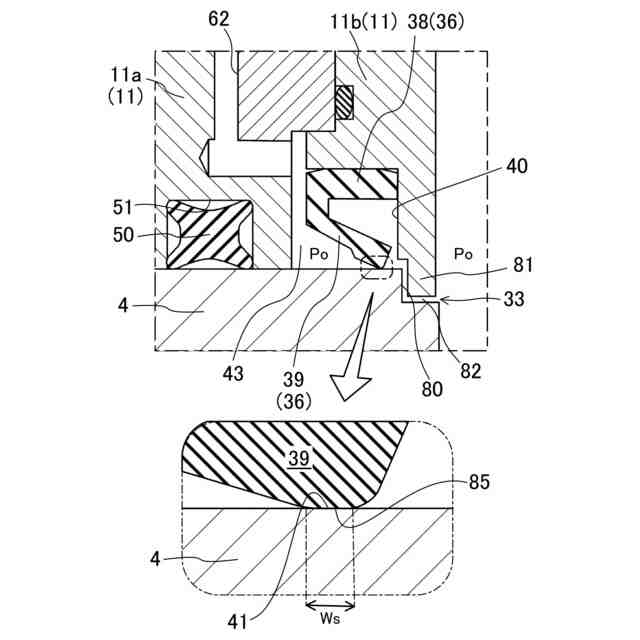
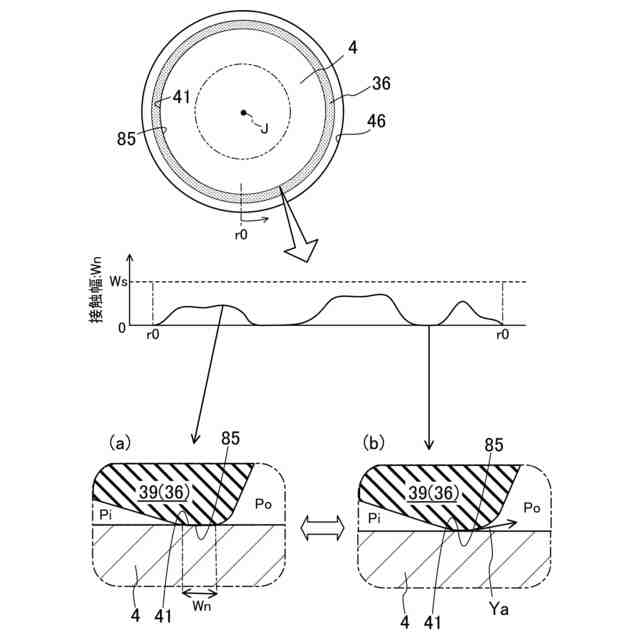
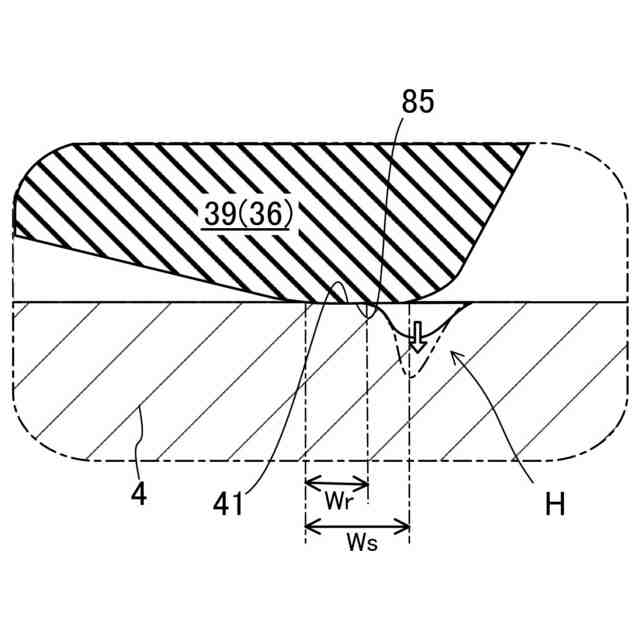
【解決手段】円筒状の開口部の内側に細隙33を介して配置されるテーブル4と、その細隙33を塞ぐ環状シール材36と、その内側に存在する環状スペース43にエアを供給する給気通路60とを備える。環状シール材36は、そのリップ部39の先端側を細隙33の外側に向けた状態でシール部位85がテーブル4の摺接面41と接するように、その基部38が開口部13に取り付けられている。エアの非供給時には、シール部位85の全体が摺接面41と所定の接触幅Wsで面接触するように設定されるとともに、エアの供給により、シール部位85の少なくとも一部が摺接面41と接触幅Wsの範囲内で面接触した状態で、シール部位85の残部からエアが吹き出すように設定されている。
【選択図】図5
特許請求の範囲
【請求項1】
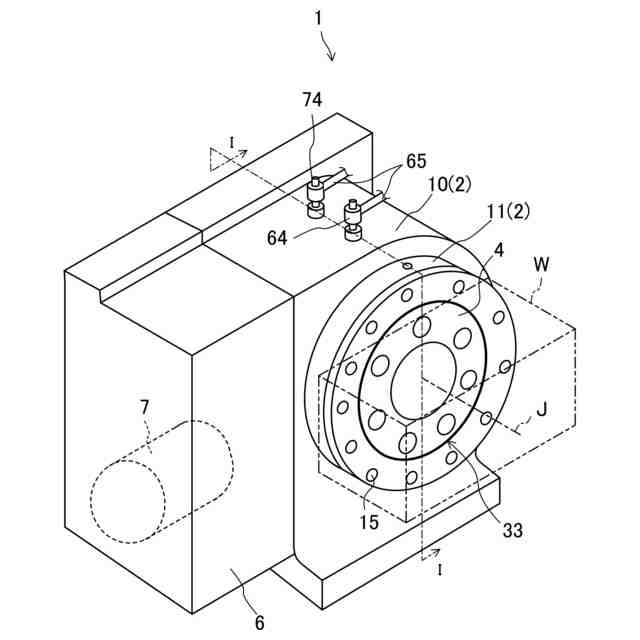
切削加工時に加工対象物を支持するための回転機器であって、
円筒状の開口部を前面側に有する筐体と、
前記開口部の内側に細隙を介して回転可能な状態で配置されるテーブルと、
前記細隙を塞ぐ環状シール材と、
前記環状シール材の内側に存在する環状スペースに所定の圧力でエアを供給する給気通路と、
を備え、
前記環状シール材は、
環状の基部と、
前記基部から延出するとともにその先端部分に所定のシール部位が設けられている弾性変形可能なリップ部と、
を有し、
前記リップ部の先端側を前記細隙の外側に向けた状態で前記シール部位が前記開口部及び前記テーブルの一方の摺接面と接するように、前記基部が前記開口部及び前記テーブルの他方に取り付けられていて、
前記環状スペースに前記エアが供給されていない時には、前記シール部位の全体が前記摺接面と所定の接触幅で面接触するように設定されるとともに、前記環状スペースに前記エアが供給されることにより、前記シール部位の少なくとも一部が前記摺接面と前記接触幅の範囲内で面接触した状態で、前記シール部位の残部から前記エアが吹き出すように設定される、回転機器。
続きを表示(約 370 文字)
【請求項2】
請求項1に記載の回転機器において、
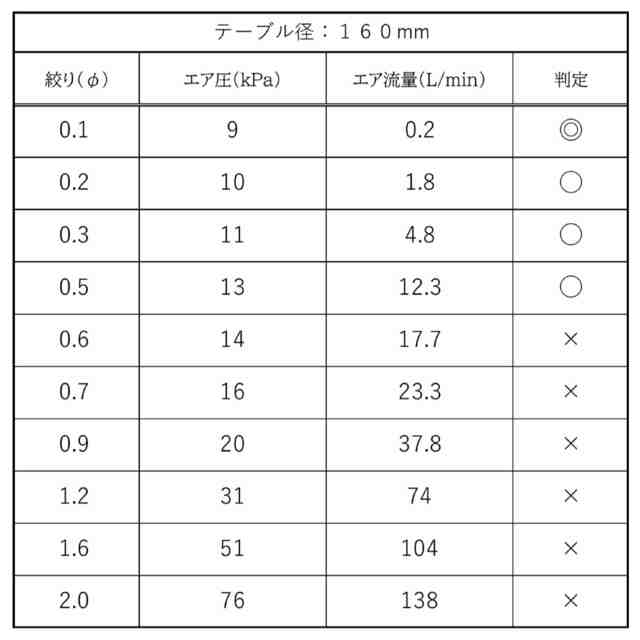
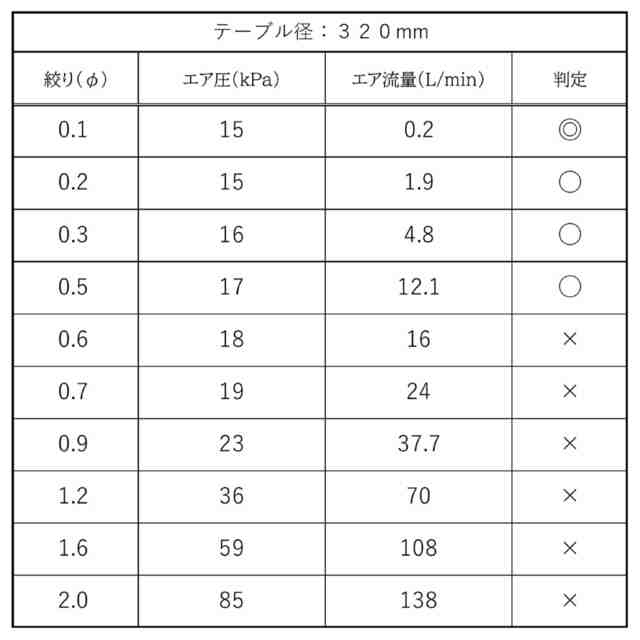
前記環状スペースにおける前記エアの圧力が5kPa以上、かつ、前記エアの供給量が12L/min以下に設定されている、回転機器。
【請求項3】
請求項2に記載の回転機器において、
前記給気通路に絞り弁が設置されていて、当該絞り弁の絞り量によって前記エアの圧力及び供給量が設定されている、回転機器。
【請求項4】
請求項1に記載の回転機器において、
前記シール部位が、前記リップ部の先端部分の隅部を面取りすることによって形成された曲面または平面からなる、回転機器。
【請求項5】
請求項1~4のいずらか1つに記載の回転機器において、
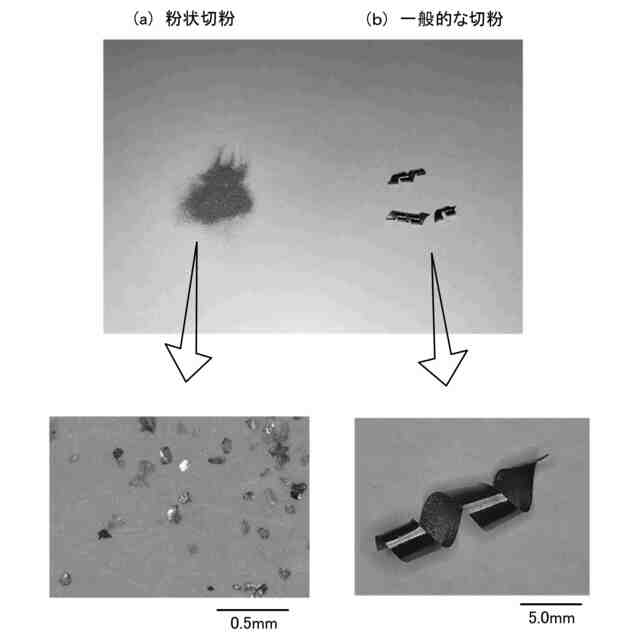
カール部位の無い粉体状の切りくずが発生する切削加工用の回転機器。
発明の詳細な説明
【技術分野】
【0001】
開示する技術は、例えば割出装置などのように、切削加工時にその加工対象物を回転可能な状態で支持する回転機器に関し、その中でも特に、切削加工時に発生する切りくず(切粉、ダライ粉などともいう)が粉状である場合に好適な技術に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
切削加工時には、切りくずが切削対象物の周辺に飛散する。回転機器の回転部位に切りくずが侵入すると、回転機器の故障の原因となる。そのため、通常は、シール材でその回転部位の周囲を封止し、切りくずの侵入を防止している。
【0003】
今回開示する技術に関連して本発明者による先行技術がある(特許文献1、2)。
【0004】
特許文献1には、円板状のテーブルを備えた回転機器が開示されている。そのテーブルの周囲の隙間を塞ぐために、環状空間を介して2つのリング状のシール材がその隙間の内外に設置されている。
【0005】
その環状空間にエア(空気)を供給することにより、外側のシール材には開く方向にエア圧が作用し、内側のシール材には閉じる方向にエア圧が作用するように構成されている。それにより、エアの吹き出しによって切りくずの浸入を防止したり潤滑油の漏れ出しを抑制したりできるようになっている。
【0006】
特許文献1の回転機器では、環状空間に一箇所からエアを供給していた。そのために、局所的に圧力差が発生し、シール性の低下などの課題が認められた。そこで、特許文献2の回転機器では、周方向の複数箇所から均等にエアを供給するなどすることにより、その圧力差が効果的に抑制できるよう工夫されている。
【0007】
切削条件や切削材料などの違いにより、切りくずの形状には様々な形態が認められる。ただし、長さや大きさは異なるものの、切りくずのほとんどは螺旋状にカールした特有の形態を有している(例えば、非特許文献1)。
【先行技術文献】
【特許文献】
【0008】
特開2019-19848号公報
特開2020-151823号公報
【非特許文献】
【0009】
中山一雄著、精密機械、42巻493号、74-80頁、1976年
【発明の概要】
【発明が解決しようとする課題】
【0010】
切りくずは、上述したような特有の形態を有しているため、シール部位からエアを吹き出していても、その端部が、回転部位に接しているシール材の先端に引っ掛かる場合がある。その状態でテーブルが回転すると、切りくずが巻き込まれて回転機器の中に入り込むおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社北川鉄工所
回転機器
10日前
株式会社北川鉄工所
外観検査システム
4日前
個人
スラッジ除去装置
1か月前
日東精工株式会社
ねじ締め装置
4日前
株式会社FUJI
工作機械
20日前
有限会社津谷工業
切削工具
3か月前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
1か月前
株式会社ダイヘン
積層造形溶接方法
24日前
トヨタ自動車株式会社
積層コア
2か月前
トヨタ自動車株式会社
取付装置
1か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ナベヤ
締結装置
24日前
株式会社ツガミ
工作機械
1か月前
株式会社トーキン
溶接用トーチ
1か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社メドメタレックス
ドリル
2か月前
オークマ株式会社
工作機械
10日前
オークマ株式会社
診断装置
10日前
大和ハウス工業株式会社
溶接方法
5日前
株式会社不二越
歯車加工機
3か月前
株式会社不二越
歯車研削盤
1か月前
三菱電機株式会社
ねじ取り出し装置
2か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社FUJI
自動化用パレット
2か月前
スター精密株式会社
工作機械
4日前
サムテック株式会社
加工物製造方法
2か月前
トヨタ自動車株式会社
位相測定方法
2か月前
豊田鉄工株式会社
レーザー溶接装置
今日
株式会社関本管工
エルボ管保持装置
1か月前
工機ホールディングス株式会社
作業機
3か月前
工機ホールディングス株式会社
作業機
3か月前
株式会社不二越
工具の製造方法
2か月前
トヨタ自動車株式会社
銅線の接合方法
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ