TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025596
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023130489
出願日
2023-08-09
発明の名称
ダイキャスト装置及び成形方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B22D
17/22 20060101AFI20250214BHJP(鋳造;粉末冶金)
要約
【課題】部品点数の削減を図ることが可能なダイキャスト装置及び成形方法を得る。
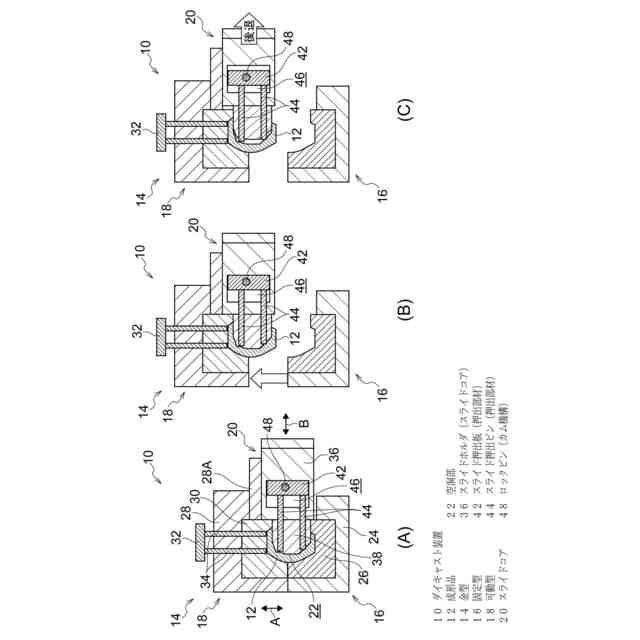
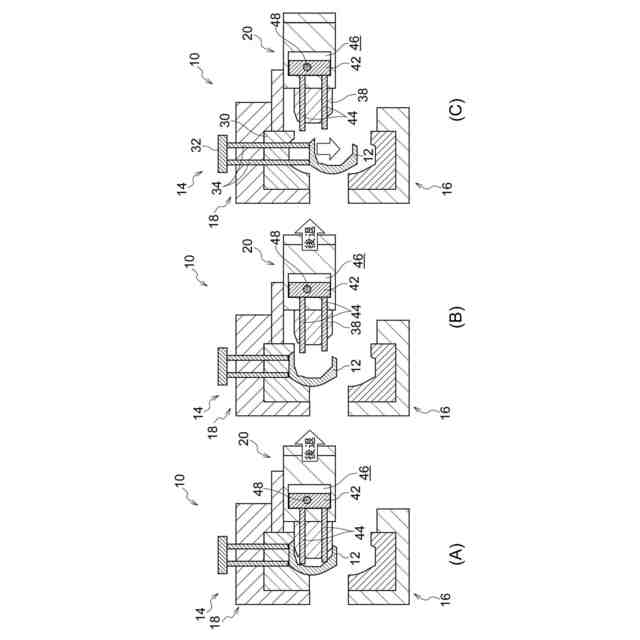
【解決手段】スライドコア20の移動に追従して、カム機構49によって、スライド押出板42及びスライド押出ピン44を当該スライドコア20に対して相対移動させ、又はスライド押出板42及びスライド押出ピン44をスライドコア20と一体に移動させる。これにより、スライド押出板42及びスライド押出ピン44を移動させるための専用の油圧シリンダは不要とされ、ダイキャスト装置10において部品点数を削減することが可能となる。
【選択図】図3
特許請求の範囲
【請求項1】
金型の一部を構成する固定型と、
前記金型の他の一部を構成し、前記固定型に対して接離可能に設けられ、前記固定型に対して当接された状態で当該固定型との間で空洞部が形成され、前記空洞部内で成形品を成形可能な可動型と、
前記可動型側に設けられ、当該可動型の移動方向に対して交差する方向に沿って移動可能とされ前記固定型及び前記可動型と共に前記成形品を成形するスライドコアと、
前記スライドコアの移動に追従して、前記成形品を当該スライドコアから離型させる押出部材を当該スライドコアに対して相対移動可能とし、又は前記押出部材を前記スライドコアと一体に移動可能とするカム機構と、
を備えているダイキャスト装置。
続きを表示(約 770 文字)
【請求項2】
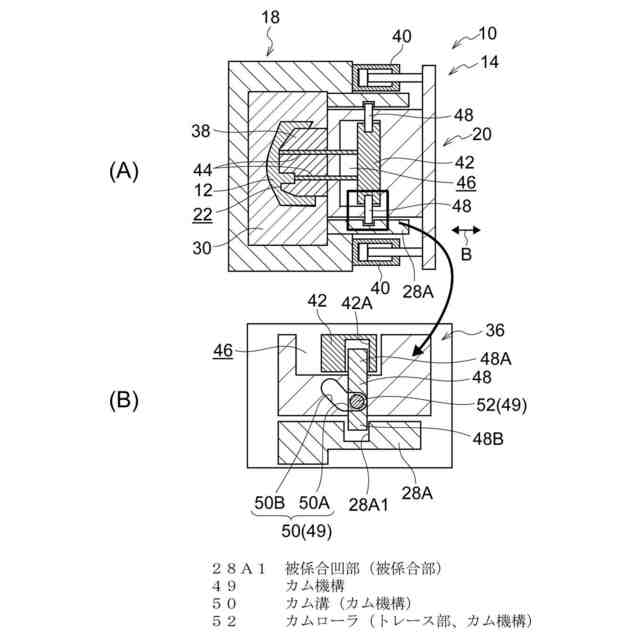
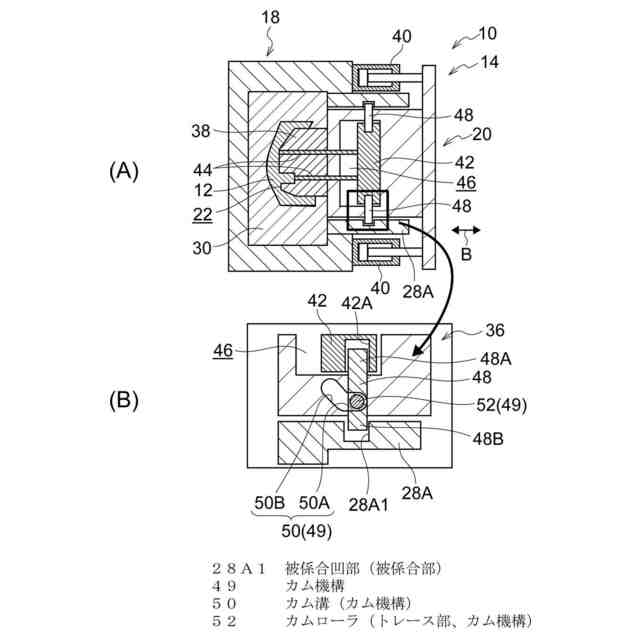
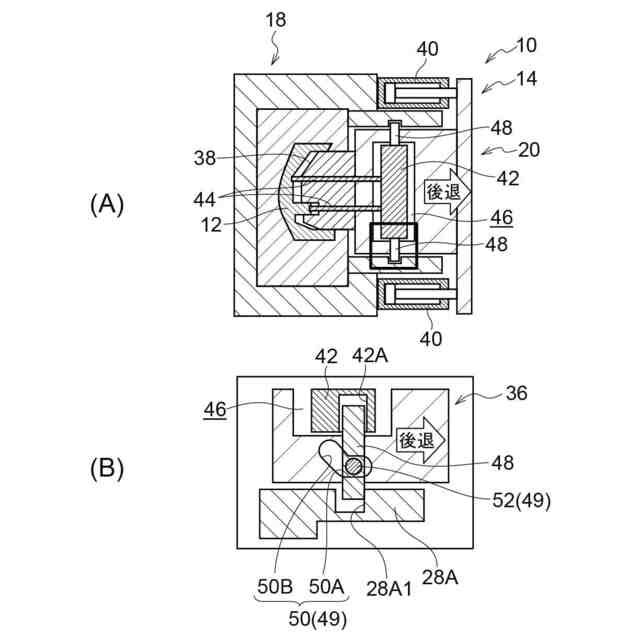
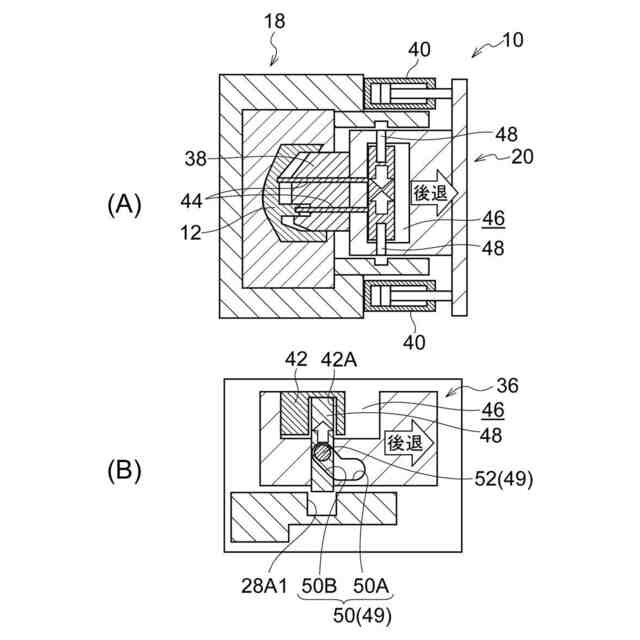
前記カム機構は、
前記スライドコア側に設けられたカム溝と、
前記カム溝内に挿入されたトレース部を介して移動可能とされ、前記押出部材に係合されると共に前記可動型側に設けられた被係合部に対して係合可能とされ、前記被係合部に係合されると当該押出部材を前記スライドコアに対して相対移動可能とし、当該被係合部との係合状態が解除されると当該押出部材を当該スライドコアと一体に移動可能とするロックピンと、
を含んで構成されている請求項1に記載のダイキャスト装置。
【請求項3】
請求項1に記載のダイキャスト装置を用いた成形方法であって、
前記固定型に対して前記可動型が当接される型締め工程と、
前記空洞部内に溶融材料が充填され冷却されることによって成形品が成形される成形工程と、
前記可動型及び前記スライドコアが前記固定型に対して離間する方向へ移動する型開き工程と、
前記カム機構を介して前記押出部材が前記スライドコアに対して相対移動可能とされ、前記可動型に対して前記スライドコアを移動させ当該スライドコアから前記成形品を離型させるスライドコア離型工程と、
前記カム機構を介して前記押出部材が前記スライドコアと一体に、前記成形品から離間する方向へ向かって移動するスライドコア移動工程と、
前記可動型から前記成形品を離型させる可動型離型工程と、
を含んでいる成形方法。
【請求項4】
前記スライドコア離型工程では、前記カム機構を介して前記押出部材が前記可動型側に対してロックされ、
前記スライドコア移動工程では、前記カム機構を介して前記押出部材が前記可動型側に対してロックされた状態が解除される請求項3に記載の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイキャスト装置及び成形方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、ダイキャスト装置に関する技術が開示されている。この先行技術では、金型が型開きする工程において、可動型を固定型から離間する方向に移動させながら押出機構により成形品を押し出して離型させる。
【先行技術文献】
【特許文献】
【0003】
特開2012-200777号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記先行技術では、可動型を移動させるための機構に加え、成形品を押し出すための機構も別途必要となるため、装置の部品点数が増加する。
【0005】
本発明は上記事実を考慮し、部品点数の削減を図ることが可能なダイキャスト装置及び成形方法を得ることを目的とする。
【課題を解決するための手段】
【0006】
請求項1に記載の本発明に係るダイキャスト装置は、金型の一部を構成する固定型と、前記金型の他部の一部を構成し、前記固定型に対して接離可能に設けられ、前記固定型に対して当接された状態で当該固定型との間で空洞部が形成され、前記空洞部内で成形品を成形可能な可動型と、前記可動型側に設けられ、当該可動型の移動方向に対して交差する方向に沿って移動可能とされ前記固定型及び前記可動型と共に前記成形品を成形するスライドコアと、前記スライドコアの移動に追従して、前記成形品を当該スライドコアから離型させる押出部材を当該スライドコアに対して相対移動可能とし、又は前記押出部材を前記スライドコアと一体に移動可能とするカム機構と、を備えている。
【0007】
請求項1に記載の本発明に係るダイキャスト装置では、固定型、可動型、スライドコア及びカム機構を備えている。固定型及び可動型によって金型の少なくとも一部は構成されており、可動型は固定型に対して接離可能とされている。当該可動型が固定型に対して当接された状態で、当該固定型と可動型との間で空洞部が形成される。この空洞部内で成形品が成形される。スライドコアは可動型側に設けられており、可動型の移動方向に対して交差する方向に沿って移動可能とされる。そして、当該スライドコアは、固定型及び可動型と共に成形品を成形する。つまり、本発明では、固定型、可動型、スライドコアによって空洞部が形成され、当該空洞部内で成形品が成形されることになる。
【0008】
ここで、当該スライドコアは、可動型の移動方向に対して交差する方向に沿って移動可能とされている。このスライドコアの移動に追従して、カム機構によって、成形品をスライドコアから離型させる押出部材を当該スライドコアに対して相対移動可能とし、又は当該押出部材をスライドコアと一体に移動可能にする。
【0009】
一般に、固定側に対して可動側を移動させた金型の型開き後、可動型及びスライドコア側に保持された成形品は、スライドコア側から離型された後、可動型側から離型され、金型から取り出されることになる。本発明では、スライドコア側からの離型に際してカム機構が用いられ、当該カム機構によって、スライドコアから成形品を離型させる際、押出部材により成形品が押し出される。
【0010】
例えば、押出部材として、スライドコア側に設けられ複数の押出ピンを備えた押出板をスライドコアの移動方向に沿って移動可能とする。この押出板を移動させ複数の押出ピンの先端面がスライドコアの表面から突出することによって成形品がスライドコアから離型される。つまり、押出部材は、スライドコアに対して相対移動する。一方、可動型側から成形品を離型させる際には、事前に成形品の移動軌跡上からスライドコアは退避させる必要がある。その際、スライドコアと一体に移動させる必要がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
3か月前
株式会社 寿原テクノス
金型装置
2か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社エスアールシー
インゴット
3か月前
株式会社プロテリアル
合金粉末の製造方法
4日前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
芝浦機械株式会社
成形機
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5日前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社クボタ
弁箱用の消失模型
3か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
新東工業株式会社
粉末除去装置
3か月前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
新東工業株式会社
測定装置
4か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
日立Astemo株式会社
成形装置
9日前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
山陽特殊製鋼株式会社
取鍋
2か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
株式会社荏原製作所
造形ノズル
2か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
9日前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
6日前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
株式会社宮本工業所
ガス吹き込み管
2か月前
フタバ産業株式会社
成形品の製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ