TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025023606
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2023127907
出願日
2023-08-04
発明の名称
熱可塑性樹脂組成物の製造方法
出願人
DIC株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29B
7/46 20060101AFI20250207BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】フィラーの分散状態の良好な熱可塑性樹脂組成物が得られる製造方法の提供。
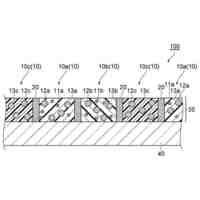
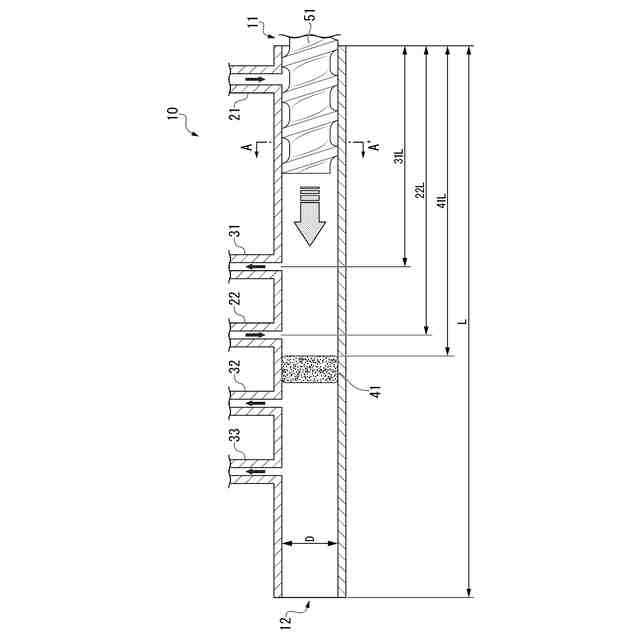
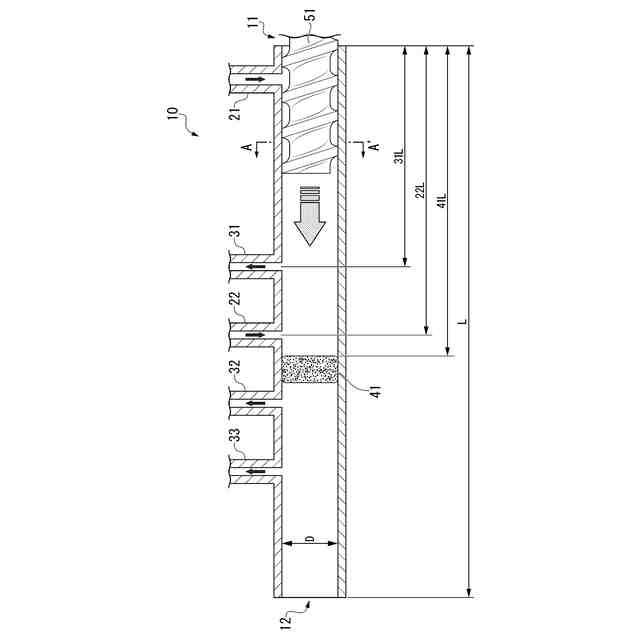
【解決手段】L/Dの値が30以上であるシリンダに、第1供給手段21と第2供給手段22と第1排出手段31と加熱手段とが設けられ、第2供給手段のシリンダの上流側端部11からの距離22Lが、シリンダの長さLの60%以下、第1排出手段のシリンダの上流側端部からの距離31Lが、シリンダの長さの40%以下、第2供給手段のシリンダの上流側端部からの距離が、第1排出手段のシリンダの上流側端部からの距離よりも長い二軸混練押出機を用いて、比重1以上の熱可塑性樹脂(A)と、フィラーを含む水分散体(B)とを含む被混練材料を溶融混合する混練工程を有し、混練工程において、シリンダの長さ方向と直交する方向に被混練材料が充満している満充填領域を、シリンダ内の第2供給手段からシリンダの長さの10%以上下流側の位置から下流側に向かって形成する。
【選択図】図1
特許請求の範囲
【請求項1】
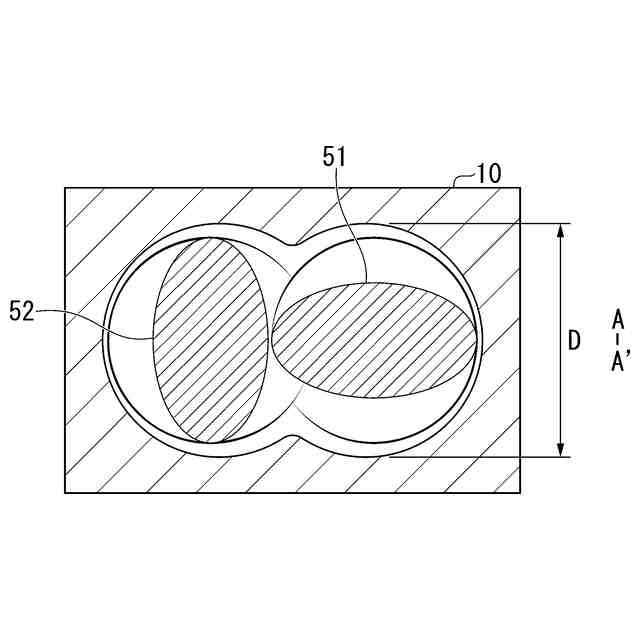
2本のスクリューが収容され、長さLと内径Lとの比であるL/Dの値が30以上であるシリンダを有し、
前記シリンダには、前記シリンダ内に固体材料を供給する第1供給手段と、前記シリンダ内に液体材料を供給する第2供給手段と、前記シリンダ内の気体を排出する第1排出手段と、前記シリンダ内を加熱する加熱手段とが設けられ、
前記第2供給手段の前記シリンダの上流側端部からの距離が、前記シリンダの長さLの60%以下であり、
前記第1排出手段の前記シリンダの上流側端部からの距離が、前記シリンダの長さLの40%以下であり、
前記第2供給手段の前記シリンダの上流側端部からの距離が、前記第1排出手段の前記シリンダの上流側端部からの距離よりも長い二軸混練押出機を用いて、
比重1以上の熱可塑性樹脂(A)と、フィラーを含む水分散体(B)とを含む被混練材料を溶融混合する混練工程を有し、
前記混練工程において、前記第1供給手段から前記熱可塑性樹脂(A)を供給するとともに、前記第2供給手段から前記水分散体(B)を供給し、
前記2本のスクリューを回転させて前記被混練材料を混練搬送しつつ、前記加熱手段により前記被混練材料を加熱して、前記熱可塑性樹脂(A)を溶融させるとともに、前記被混練材料から発生した気体を前記第1排出手段から排出し、
前記シリンダの長さ方向と直交する方向に被混練材料が充満している満充填領域を、前記シリンダ内の前記第2供給手段から前記シリンダの長さの10%以上下流側の位置から下流側に向かって形成する、熱可塑性樹脂組成物の製造方法。
続きを表示(約 660 文字)
【請求項2】
前記第1供給手段からペレット状の前記熱可塑性樹脂(A)を供給する、請求項1に記載の熱可塑性樹脂組成物の製造方法。
【請求項3】
前記熱可塑性樹脂(A)が、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド-6、ポリフェニレンスルフィド、ポリカーボネートから選ばれる1種または2種以上からなる、請求項1に記載の熱可塑性樹脂組成物の製造方法。
【請求項4】
前記フィラーの粒径が0.01μm~3μmである、請求項1に記載の熱可塑性樹脂組成物の製造方法。
【請求項5】
前記フィラーが、無機粒子および/または有機粒子からなる、請求項1に記載の熱可塑性樹脂組成物の製造方法。
【請求項6】
前記シリンダが、前記満充填領域の下流側の位置に、前記シリンダ内の気体を排出する1つ以上の第2排出手段を有するものであり、
前記混練工程において、前記第2排出手段から前記シリンダ内の気体を排出して、前記シリンダ内の圧力を低下させる、請求項1に記載の熱可塑性樹脂組成物の製造方法。
【請求項7】
前記水分散体(B)が界面活性剤を含む、請求項1に記載の熱可塑性樹脂組成物の製造方法。
【請求項8】
前記被混練材料は、前記熱可塑性樹脂(A)と前記フィラーとの合計の質量を100質量%としたときの、前記フィラーの含有量が0.01質量%~50質量%である、請求項1に記載の熱可塑性樹脂組成物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱可塑性樹脂組成物の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、熱可塑性樹脂と、フィラーと称される有機粒子および/または無機粒子とを含むペレット状の樹脂組成物は、成形体の材料として広く使用されている。
このような樹脂組成物は、一般に、熱可塑性樹脂と有機粒子および/または無機粒子とを含む材料を、押出機を用いて溶融混合し、ペレット状に成形する方法を用いて製造されている。
【0003】
しかし、このような製造方法では、有機粒子および/または無機粒子が凝集して粗大な粒子が生成されやすく、有機粒子および/または無機粒子の分散状態が良好なペレット状の樹脂組成物が得られない場合があった。
このため、有機粒子および/または無機粒子を含む水分散体を製造し、水分散体と熱可塑性樹脂とを押出機のシリンダに供給して溶融混合する方法を用いて、ペレット状の樹脂組成物を製造する方法が提案されている。
【0004】
固体材料と液体材料とを、押出機のシリンダに供給して溶融混合する方法としては、例えば、特許文献1~特許文献4に記載された方法がある。
特許文献1には、エチレン系重合体のペレットと、液体とをホッパーに投入し、単軸押出機にて混練してダイより押出成形する方法が提案されている。
【0005】
特許文献2には、押出成形機最上流部の原料供給口から樹脂をシリンダ内に投入し、次いで該原料供給口からスクリュー先端までの間のシリンダ内へ液体添加ノズルを用いて有機過酸化物を添加して、前記押出成形機内で前記樹脂と前記有機過酸化物を混合した後、押出成形機先端のダイから樹脂を押出す、シート状物の製造方法が記載されている。
【0006】
特許文献3および特許文献4には、ベント付二軸混練押出機へ、ポリエステルと、無機及び/又は有機の微粒子を添加して混練するポリエステル樹脂組成物の製造方法が記載されている。特許文献3および特許文献4には、無機粒子及び/又は有機微粒子をスラリー又は溶液とし、液体添加ノズルを通じてベント付二軸混練押出機に供給してもよいことが記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2011-207217号公報
特開2010-253881号公報
特開2006-63246号公報
特開2006-63210号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、従来の製造方法を用いて製造した、熱可塑性樹脂とフィラーとを含む熱可塑性樹脂組成物では、熱可塑性樹脂組成物に含まれるフィラーの分散状態を、より良好なものとすることが要求されていた。
本発明は、上記事情を鑑みてなされたものであり、熱可塑性樹脂とフィラーとを含み、フィラーの分散状態の良好な熱可塑性樹脂組成物が得られる熱可塑性樹脂組成物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
[1] 2本のスクリューが収容され、長さLと内径Lとの比であるL/Dの値が30以上であるシリンダを有し、
前記シリンダには、前記シリンダ内に固体材料を供給する第1供給手段と、前記シリンダ内に液体材料を供給する第2供給手段と、前記シリンダ内の気体を排出する第1排出手段と、前記シリンダ内を加熱する加熱手段とが設けられ、
前記第2供給手段の前記シリンダの上流側端部からの距離が、前記シリンダの長さLの60%以下であり、
前記第1排出手段の前記シリンダの上流側端部からの距離が、前記シリンダの長さLの40%以下であり、
前記第2供給手段の前記シリンダの上流側端部からの距離が、前記第1排出手段の前記シリンダの上流側端部からの距離よりも長い二軸混練押出機を用いて、
比重1以上の熱可塑性樹脂(A)と、フィラーを含む水分散体(B)とを含む被混練材料を溶融混合する混練工程を有し、
前記混練工程において、前記第1供給手段から前記熱可塑性樹脂(A)を供給するとともに、前記第2供給手段から前記水分散体(B)を供給し、
前記2本のスクリューを回転させて前記被混練材料を混練搬送しつつ、前記加熱手段により前記被混練材料を加熱して、前記熱可塑性樹脂(A)を溶融させるとともに、前記被混練材料から発生した気体を前記第1排出手段から排出し、
前記シリンダの長さ方向と直交する方向に被混練材料が充満している満充填領域を、前記シリンダ内の前記第2供給手段から前記シリンダの長さの10%以上下流側の位置から下流側に向かって形成する、熱可塑性樹脂組成物の製造方法。
【0010】
[2] 前記第1供給手段からペレット状の前記熱可塑性樹脂(A)を供給する、[1]に記載の熱可塑性樹脂組成物の製造方法。
[3] 前記熱可塑性樹脂(A)が、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド-6、ポリフェニレンスルフィド、ポリカーボネートから選ばれる1種または2種以上からなる、[1]に記載の熱可塑性樹脂組成物の製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
DIC株式会社
高分子分散型液晶組成物及び調光素子
8日前
DIC株式会社
アミノ基含有化合物、硬化性樹脂組成物、硬化物及び積層体
4日前
DIC株式会社
脱離可能な皮膜を有する積層体及びリサイクル基材の製造方法
4日前
DIC株式会社
重合性不飽和基を有する樹脂、硬化性樹脂組成物、硬化物及び物品
4日前
DIC株式会社
カラーフィルタ用インク組成物、光変換層及びカラーフィルタ
4日前
DIC株式会社
酸基及び重合性不飽和基を有する樹脂、硬化性樹脂組成物、硬化物、絶縁材料、ソルダーレジスト用樹脂材料及びレジスト部材
4日前
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
2か月前
CKD株式会社
型用台車
2か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
帝人株式会社
成形体の製造方法
7か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社FTS
成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社神戸製鋼所
混練機
12日前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社FTS
セパレータ
26日前
株式会社日本製鋼所
押出成形装置
5か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
KTX株式会社
シェル型の作製方法
8か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
個人
ノズルおよび熱風溶接機
1か月前
トヨタ自動車株式会社
真空成形方法
9か月前
日東工業株式会社
インサート成形機
2か月前
小林工業株式会社
振動溶着機
8か月前
トヨタ自動車株式会社
真空成形装置
9か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ