TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025023464
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2023127601
出願日
2023-08-04
発明の名称
ローカバー成形装置、および、タイヤの製造方法
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29D
30/16 20060101AFI20250207BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ローカバーの生成時において、ビードエイペックスの弾性力によってタイヤ成形部材に空洞が生じることを防止する、ローカバー成形装置およびタイヤの製造方法を提供する。
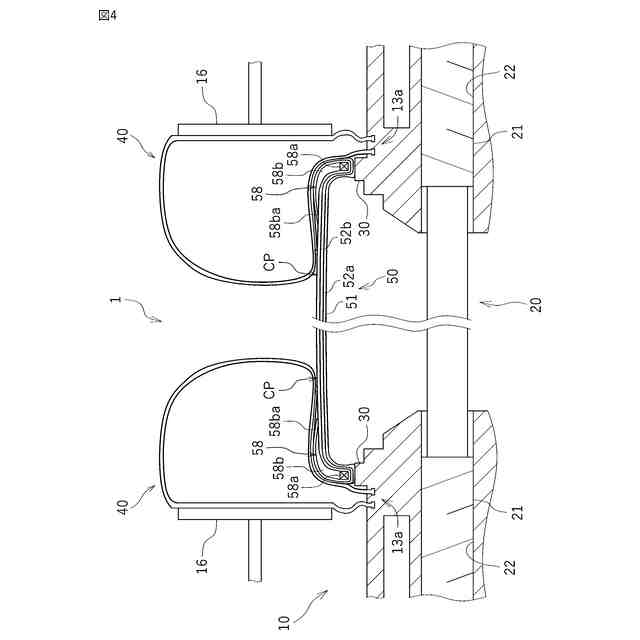
【解決手段】ローカバー成形装置1は、ドラム10と、ターンアップブラダーと、押圧ローラーとを備えている。ドラム10に巻き付けられたインナーライナー51とカーカスプライ52aとの両端部が折り返される前に、インナーライナー51のジョイント部51aが押圧ローラーにより押圧される。押圧される位置は、ビードエイペックスの先端部よりも内側となるように設定されている。これによって、ジョイント部付近において密着されたインナーライナー51とカーカスプライとが、弾性力SFによって引き剥がされることが防止されている。
【選択図】図6
特許請求の範囲
【請求項1】
筒状のドラムと、
前記ドラムの軸方向の両側に設けられたターンアップブラダーと、
前記ドラムの外周面に対向し、かつ、前記軸方向に移動可能に構成された押圧ローラーと、
制御装置と
を備え、
前記制御装置は、
前記ドラムの外周に巻かれたジョイント部を有するインナーライナーと、前記インナーライナーに重ねられたカーカスプライの両端部とが、前記ターンアップブラダーによってビードエイペックスを包むように折り返される前に、前記ドラムの外周に重ねられた前記インナーライナーおよび前記カーカスプライのうち、前記インナーライナーのジョイント部に前記押圧ローラーが押しつけられる処理が実行されるように構成されており、
前記押圧ローラーが押しつけられる処理で、前記ドラムの外周に重ねられた前記インナーライナーおよび前記カーカスプライに前記押圧ローラーが押し付けられる位置は、前記ターンアップブラダーによって前記インナーライナーと前記カーカスプライとの両端部が折り返された際に、前記ビードエイペックスの先端が配置される位置よりも内側の予め定められた位置に設定されている、
ローカバー成形装置。
続きを表示(約 1,100 文字)
【請求項2】
前記押圧ローラーが押しつけられる処理では、前記ドラムの外周に重ねられた前記インナーライナーおよび前記カーカスプライのうち、前記ターンアップブラダーで前記インナーライナーと前記カーカスプライとの両端部が折り返された際に、前記ビードエイペックスの先端が配置される位置よりも20mm内側の範囲を前記押圧ローラーが押し付ける、請求項1に記載のローカバー成形装置。
【請求項3】
前記制御装置は、
成形されるタイヤのサイズのデータを取得する処理をさらに有し、
前記押圧ローラーが押しつけられる処理では、前記ドラムの外周に重ねられた前記インナーライナーおよび前記カーカスプライに前記押圧ローラーが押し付けられる位置は、取得された前記タイヤのサイズのデータに基づいて定められるように構成された、
請求項1に記載のローカバー成形装置。
【請求項4】
ドラムの外周にインナーライナーを巻き、インナーライナーの端部をジョイントする工程と、
前記ドラムの外周に巻かれた前記インナーライナーにカーカスプライを重ね合わせる工程と、
前記カーカスプライの両端部の予め定められた位置に、ビードコアと、ビードエイペックスとが配置される工程と、
前記インナーライナーに前記カーカスプライを重ね合わされた後で、かつ、前記重ね合わせる工程で重ね合わされた前記インナーライナーおよび前記カーカスプライのうち、前記インナーライナーと前記カーカスプライとの両端部および前記ビードエイペックスが折り返される前に、前記ビードエイペックスが折り返される際に前記ビードエイペックスの先端が配置される位置よりも内側の予め定められた位置において、前記インナーライナーのジョイント部に、押圧ローラーを押しつける押付工程と
を含む、タイヤの製造方法。
【請求項5】
前記押付工程において、前記ドラムの外周に重ねられた前記インナーライナーおよび前記カーカスプライのうち、前記インナーライナーと前記カーカスプライとの両端部が折り返された際に、前記ビードエイペックスの先端が配置される位置よりも20mm内側の予め定められた範囲を前記押圧ローラーが押し付ける、請求項4に記載のタイヤの製造方法。
【請求項6】
前記押付工程において、前記重ね合わせ工程で重ね合わされた前記インナーライナーおよび前記カーカスプライに、前記押圧ローラーが押し付けられる位置は、前記タイヤのサイズのデータに基づいて定められる、請求項4に記載のタイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ローカバー成形装置、および、タイヤの製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特開2016-210017号公報には、空気入りタイヤの製造方法が開示されている。ここで開示される製造方法では、1stカバー形成工程と、トレッド補強層形成工程と、保持工程と、接合工程とが開示されている。
【0003】
このうち、1stカバー形成工程は、円筒状の第1ドラム上で、シート状のカーカスプライが巻回され、かつその両端部にビードコアが装着されたカーカス円筒体を含む円筒状の1stカバーを形成する工程である。トレッド補強層形成工程は、円筒状の第2ドラム上で、シート状の補強コードプライが巻回された円筒状のトレッド補強層を形成する工程である。保持工程は、第2ドラムから取り外されたトレッド補強層を、1stカバーの半径方向外側の待機位置で同心に保持する工程である。接合工程は、1stカバーを、内圧充填によりビードコア間にてトロイド状にシェーピングさせることにより、1stカバーの外面が、前記保持されたトレッド補強層の内面全面に押し付けられて接合される1stカバー接合体を形成する工程である。
【0004】
同公報で開示される空気入りタイヤの製造方法は、シェーピング状態の1stカバー接合体におけるトレッド補強層を含む外面領域に、テープ状のゴムストリップを、直接螺旋状に巻き付けることによりトレッドゴムを形成することが特徴とされている。
【0005】
特開2019-81300号公報には、タイヤ成形装置が開示されている。同公報で開示されているタイヤ成形装置は、フォーマーに巻き付けられたゴム部材の両端部が重ね合わされて形成されたジョイント部を、フォーマーの幅方向に横行することによって、ジョイント部を押圧して圧着するタイヤ成形用の押圧ローラーを備えている。同公報によれば、タイヤ成形装置では、押圧ローラーによって、ジョイント部を押圧して圧着する。このことによって、例えば、フォーマーに段差が生じていても、ゴム部材にジョイント開きやエアの入りの発生を防止することができる、とされている。
【先行技術文献】
【特許文献】
【0006】
特開2016-210017号公報
特開2019-81300号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ローカバーの成形では、内圧充填によりビードコア間にて、カーカスプライを膨出させ、トロイド状にシェーピングさせる工程がある。かかる工程において、インナーライナーのジョイント部にエアが入り込む場合がある。インナーライナーのジョイント部にエアが入り込むと、ローカバーの形状に不具合を生じさせたり、タイヤを不適合品になったりする。したがって、タイヤの歩留まりが低下する要因となる。
【0008】
本発明者は、ローカバーの成形に起因したタイヤの歩留まりを向上させたいと考えている。
【課題を解決するための手段】
【0009】
ここに開示されるローカバー成形装置は、筒状のドラムと、前記ドラムの軸方向の両側に設けられたターンアップブラダーと、前記ドラムの外周面に対向し、かつ、前記軸方向に移動可能に構成された押圧ローラーと、制御装置とを備えている。前記制御装置は、前記ドラムの外周に巻かれたジョイント部を有するインナーライナーと、前記インナーライナーに重ねられたカーカスプライの両端部とが、前記ターンアップブラダーによってビードエイペックスを包むように折り返される前に、前記ドラムの外周に重ねられた前記インナーライナーおよび前記カーカスプライのうち、前記インナーライナーのジョイント部に前記押圧ローラーが押しつけられる処理が実行されるように構成されている。前記押圧ローラーが押しつけられる処理で、前記ドラムの外周に重ねられた前記インナーライナーおよび前記カーカスプライに前記押圧ローラーが押し付けられる位置は、前記ターンアップブラダーによって前記インナーライナーと前記カーカスプライとの両端部が折り返された際に、前記ビードエイペックスの先端が配置される位置よりも内側の予め定められた位置に設定されている。
【発明の効果】
【0010】
ここに開示されるローカバー成形装置によれば、ローカバーの成形に起因したタイヤの歩留まりを向上させることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
重荷重用タイヤ
3日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
今日
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
ロッド
27日前
株式会社FTS
成形装置
1か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
3か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社FTS
セパレータ
21日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社神戸製鋼所
混練機
7日前
三菱自動車工業株式会社
予熱装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
小林工業株式会社
振動溶着機
8か月前
日東工業株式会社
インサート成形機
2か月前
株式会社リコー
シート処理システム
6か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社リコー
シート処理システム
6か月前
個人
ノズルおよび熱風溶接機
1か月前
株式会社FTS
ブローニードル
2か月前
日本プラスト株式会社
嵌合構造
4か月前
株式会社コスメック
磁気クランプ装置
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ