TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025022626
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023127370
出願日
2023-08-03
発明の名称
ローカバー成形装置
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29D
30/30 20060101AFI20250206BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ローカバーの生成時において使用される装置の構造を比較的簡易な構造にすること。
【解決手段】
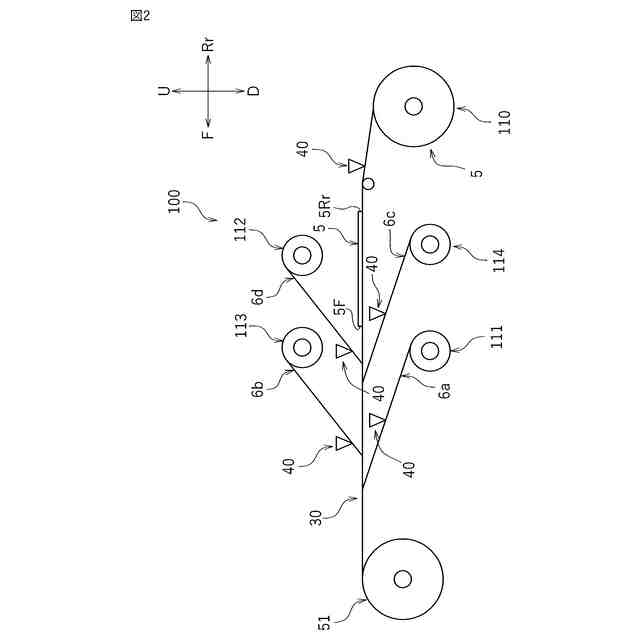
ローカバー成形装置100は、成形ドラム51と、巻取装置52と、サービサー30と、ストッパー14と、第1押さえ部材15bと、第2押さえ部材16bと、を備えている。サービサー30によって供給されるゴム材料5の前端5Fがストッパー14により規制される。これによって、前端5Fの位置がずれることが防止される。第1押さえ部材15bにより前端5Fが成形ドラム51に押さえつけられ、ゴム材料5の剥がれが防止される。第2押さえ部材16bにより後端5Rrが押さえつけられ、ジョイント部JTの隙間が小さくなる。したがって、ローカバー成形装置100を用いることによって、ローカバーの生成時に使用される装置の構成を比較的簡易な構成とすることができる。
【選択図】図3
特許請求の範囲
【請求項1】
筒状の成形ドラムと、
前記成形ドラムを回転させる回転機構と、
前記成形ドラムの外周面に向けて、前記成形ドラムの外周長に応じた長さを有するゴム材料を供給するサービサーと、
前記成形ドラムの外周面に対向するように配置され、前記サービサーから供給されたゴム材料の前端を規制するストッパーと、
前記ゴム材料の前端を前記成形ドラムに押さえつける第1押さえ部材と、
前記成形ドラムに巻かれた前記ゴム材料の後端を前記成形ドラムに押さえつける第2押さえ部材と
を備えた、
ローカバー成形装置。
続きを表示(約 1,100 文字)
【請求項2】
前記第1押さえ部材は、前記ストッパーに対して前記サービサーが前記ゴム材料を供給する側に配置され、
前記第2押さえ部材は、前記ストッパーに対して前記サービサーとは反対側に配置されている、請求項1に記載されたローカバー成形装置。
【請求項3】
前記成形ドラムの径方向に沿って、前記ストッパーを上下方向に移動させる昇降機構と、
前記成形ドラムの外周面に沿って前記ストッパーを前後方向に移動させ、前記ストッパーによって前記ゴム材料の後端を押し出す押出機構と
を備えている、請求項1または2に記載されたローカバー成形装置。
【請求項4】
前記成形ドラムと軸線方向を揃えるように配置され、かつ前記成形ドラムに接近および離間可能に構成されたローラを備えた、請求項1に記載されたローカバー成形装置。
【請求項5】
前記昇降機構は、前記サービサーから前記成形ドラムに前記ゴム材料が供給されるときに、前記ゴム材料の前端が接触しない第1位置と、前記サービサーから前記成形ドラムに前記ゴム材料が供給されるときに、前記ゴム材料の前端が接触する第2位置との間において前記ストッパーを移動させるように構成されている、請求項3に記載されたローカバー成形装置。
【請求項6】
前記サービサー、前記昇降機構および前記押出機構を制御する制御装置を備え、
前記制御装置は、
前記ストッパーを前記第1位置から前記第2位置に移動させる処理と、
前記ゴム材料が前記ストッパーに接触するまで前記サービサーによって前記ゴム材料を供給する処理と、
前記ストッパーを前記第2位置から前記第1位置に移動させる処理と、
が実行させるように構成された、請求項5に記載されたローカバー成形装置。
【請求項7】
前記制御装置は、前記ストッパーに前記ゴム材料が接触した後、前記第1押さえ部材によって前記ゴム材料を前記成形ドラムに押し付ける処理をさらに実行するように構成された、請求項6に記載のローカバー成形装置。
【請求項8】
前記制御装置は、
前記成形ドラムに前記ゴム材料を巻き付ける処理と、
前記成形ドラムに前記ゴム材料を巻き付けた後に、前記ストッパーを前記第2位置に移動させる処理と、
前記第2押さえ部材によって前記ゴム材料を前記成形ドラムに押し付ける処理と
をさらに実行するように構成された、請求項6に記載のローカバー成形装置。
【請求項9】
前記制御装置は、前記押出機構を駆動し、前記ストッパーを移動させる処理をさらに実行するように構成された、請求項8に記載のローカバー成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ローカバー成形装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
例えば、特許文献1には、シート状のベルトの巻き取り開始前に、ベルトの長手方向の長さを測定し、当該長さの合否判定を行うタイヤ用ベルトの製造方法が開示されている。巻き取り開始前に長さを測定されたベルトのうち、合否判定で合格と判断されたベルトのみ巻き取り筒に巻き取られ、成形ドラムへ搬送される。ベルトは、成形ドラム上にて円筒状に巻き付けられる。合否判定で合格と判定されたベルトの両端部は、成形ドラム上の同じ位置で一致する。なお、ベルトの長さの測定は、ベルトの搬送中に、巻き取り筒と共に移動する変位センサによって測定される。したがって、ベルトの両端部の位置を比較的高い精度で管理することが可能となる。
【先行技術文献】
【特許文献】
【0003】
特許6993873号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記のようなタイヤ用ベルトの製造方法によれば、例えば、巻き取り筒の移動の速度と変位センサの移動の速度とを同時制御する必要がある。したがって、ベルトの製造にかかる装置の構造およびその制御が複雑化しやすい。装置が複雑化することによって、コストの増加およびメンテナンスの複雑化が発生する。
【0005】
本発明者は、ローカバーの生成時において使用される装置の構造を比較的簡易な構造にしたいと考えている。
【課題を解決するための手段】
【0006】
ここに開示されるローカバー成形装置は、筒状の成形ドラムと、前記成形ドラムを回転させる回転機構と、前記成形ドラムの外周面に向けて、前記成形ドラムの外周長に応じた長さを有するゴム材料を供給するサービサーと、前記成形ドラムの外周面に対向するように配置され、前記サービサーから供給されたゴム材料の前端を規制するストッパーと、前記ゴム材料の前端を前記成形ドラムに押さえつける第1押さえ部材と、前記成形ドラムに巻かれた前記ゴム材料の後端を前記成形ドラムに押さえつける第2押さえ部材とを備えている。
【発明の効果】
【0007】
ここに開示されるローカバー成形装置によれば、ローカバーの生成時に使用される装置の構造を比較的簡易な構造にすることができる。
【図面の簡単な説明】
【0008】
図1は、タイヤ200の断面構造を示す断面図である。
図2は、ローカバー成形装置100を模式的に示す側面図である。
図3は、図2における成形ドラム51付近の拡大図である。
図4Aは、第1降下処理および供給処理を模式的に示す図である。
図4Bは、前端押付処理を模式的に示す図である。
図4Cは、上昇処理を模式的に示す図である。
図4Dは、巻付処理を模式的に示す図である。
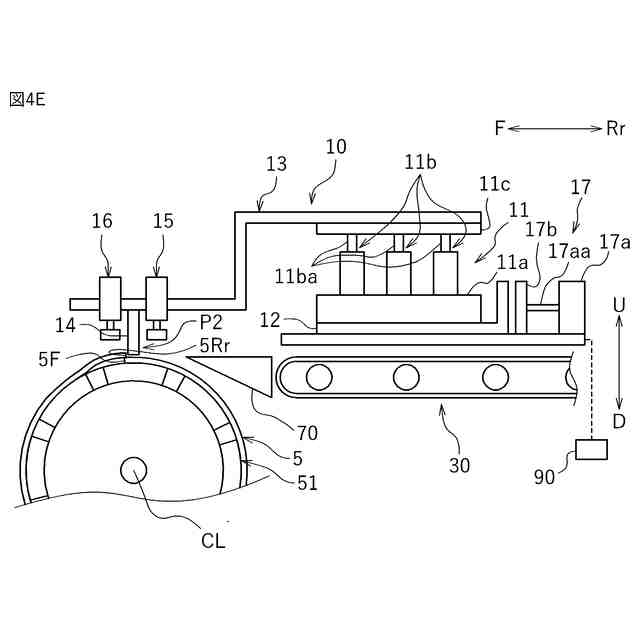
図4Eは、第2降下処理を模式的に示す図である。
図4Fは、押出処理を模式的に示す図である。
図4Gは、ジョイント部押付処理を模式的に示す図である。
【発明を実施するための形態】
【0009】
以下、一実施形態に係るローカバー成形装置を図面に基づいて説明する。なお、本発明は以下の実施形態に限定されない。各図面は模式的に描かれており、必ずしも実物を反映していない。各図面は、一例を示すのみであり、特に言及されない限りにおいて本発明を限定しない。また、同一の作用を奏する部材・部位には、適宜に同一の符号を付し、重複する説明を省略する。
【0010】
〈タイヤ200〉
図1は、タイヤ200の断面構造を示す断面図である。図1では、タイヤ200のトレッド部210の幅方向に沿った断面が示されている。タイヤ200は、複数の未加硫のゴム材料が組み合わされた未加硫のタイヤであるローカバーが加硫され、一体化され、かつ、トレッドパターンなどの外形形状が成形されたものである。ローカバーは、ローカバー成形装置100(図2参照)によって成形される。図1には、加硫前のローカバーでのタイヤ200を構成する部材の境界が分かるように、加硫前のゴム材料の境界が描かれている。加硫前のローカバーでのタイヤ200を構成する部材の境界について、加硫後は一体化されている。また、図を見やすくするために、一部においてハッチングが省略されている。なお、図1は、タイヤの一実施形態が例示されているに過ぎず、特に言及されない限りにおいて、タイヤの構造は、図1に示された形態に限定されない。また、各部材の配置や組み合わせる順番なども、特に言及されない限りにおいて変更されうる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
8か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
グンゼ株式会社
ピン
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
ロッド
27日前
帝人株式会社
成形体の製造方法
7か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社FTS
成形装置
1か月前
株式会社神戸製鋼所
混練機
7日前
株式会社FTS
セパレータ
21日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
トヨタ自動車株式会社
真空成形装置
9か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形方法
9か月前
個人
ノズルおよび熱風溶接機
1か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
小林工業株式会社
振動溶着機
8か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社リコー
シート処理システム
6か月前
東ソー株式会社
高純度薬品用容器の製造方法
7か月前
株式会社カネカ
再生アクリル樹脂の製造方法
4か月前
株式会社日本製鋼所
射出成形機
2か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ


































