TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025016671
公報種別
公開特許公報(A)
公開日
2025-02-04
出願番号
2024192709,2023065906
出願日
2024-11-01,2013-05-29
発明の名称
基板をボンディングする装置および方法
出願人
エーファウ・グループ・エー・タルナー・ゲーエムベーハー
代理人
アインゼル・フェリックス=ラインハルト
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/02 20060101AFI20250128BHJP(基本的電気素子)
要約
【課題】改善された基板をボンディングする装置および方法を提供する。
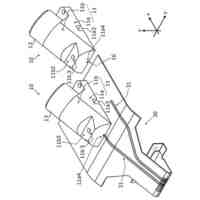
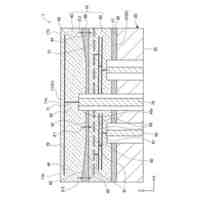
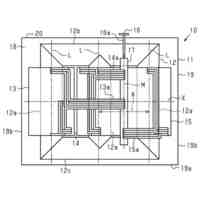
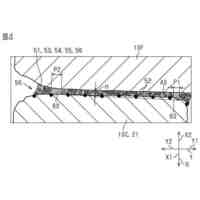
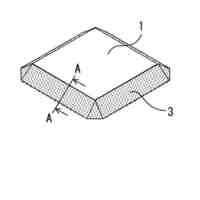
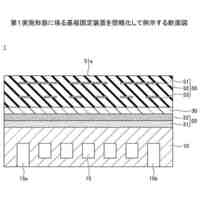
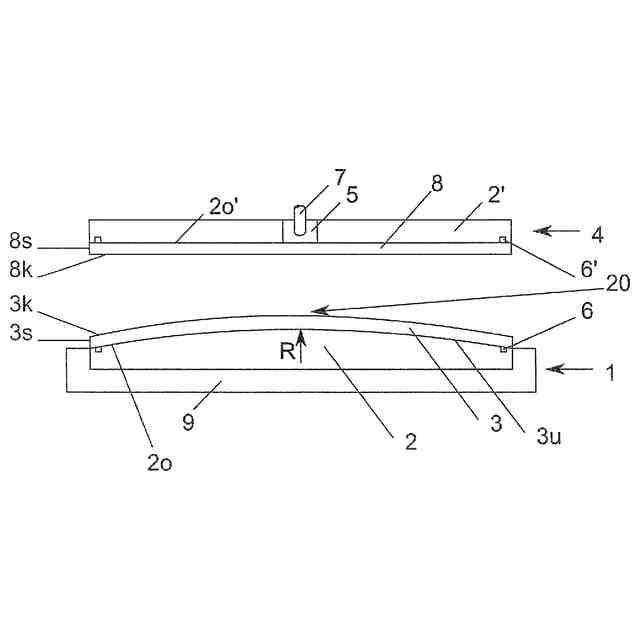
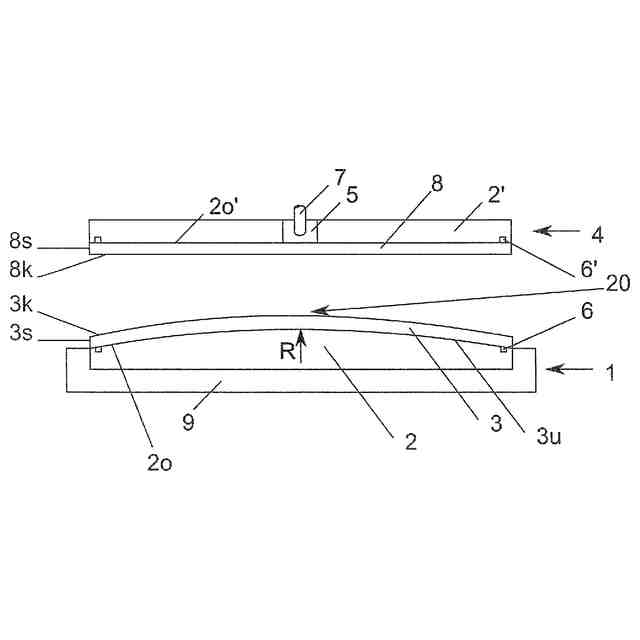
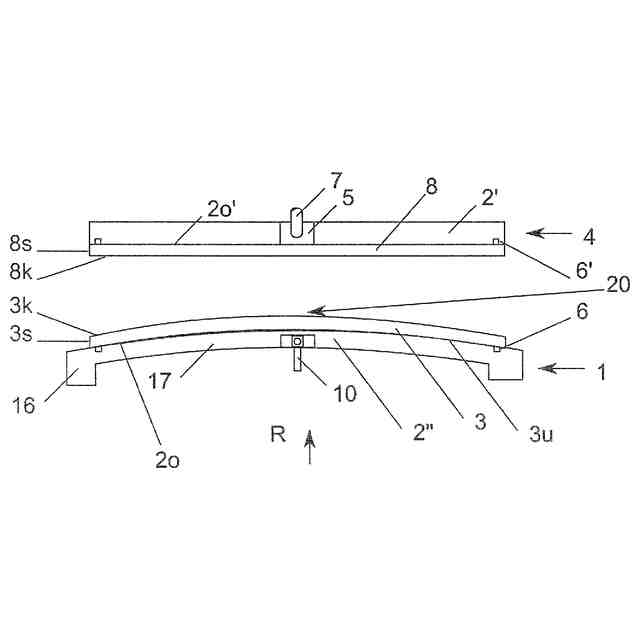
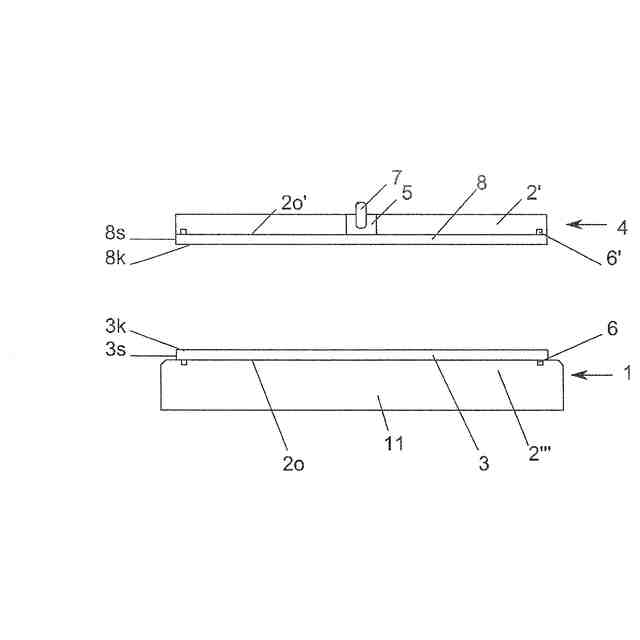
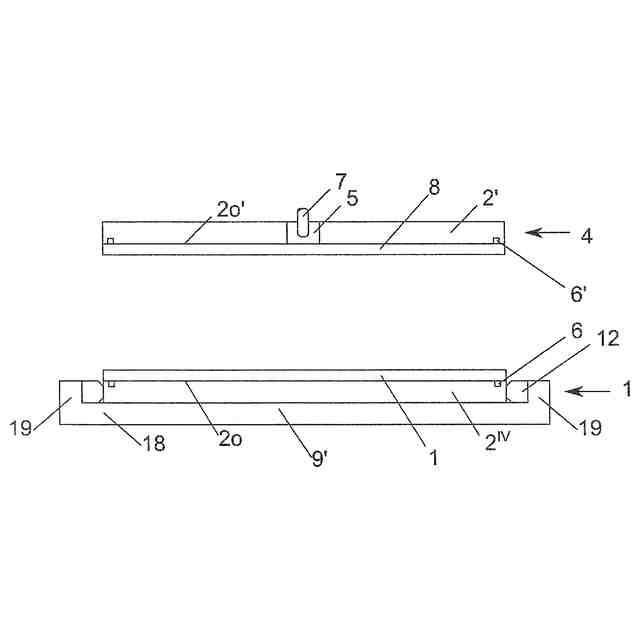
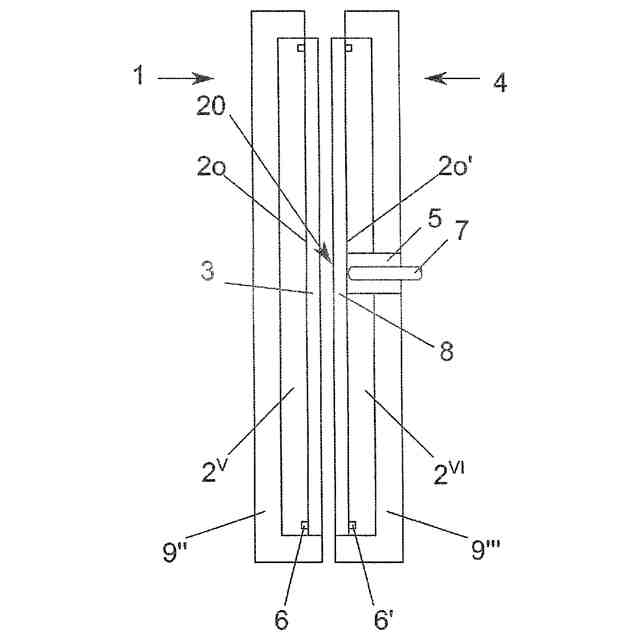
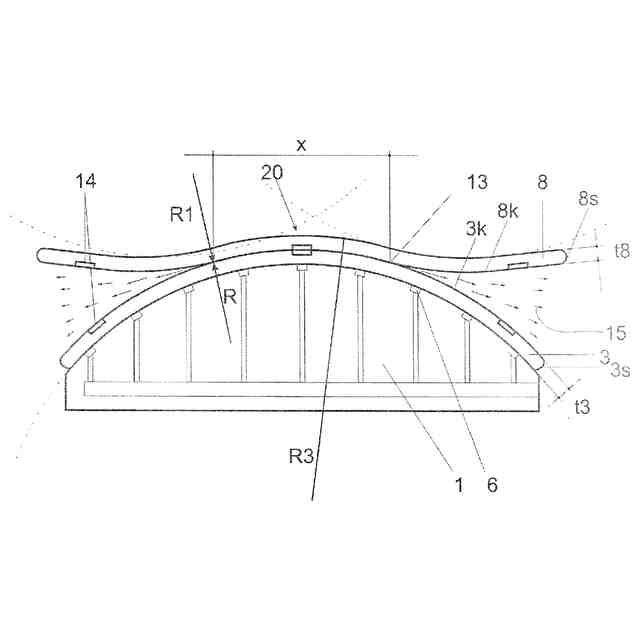
【解決手段】第1の基板(3)を第2の基板(8)と、両基板(3,8)のコンタクト面(3k,8k)のところでボンディングする方法であって、前記第1の基板を、第1のマウント装置(1)に設けられた第1のマウント面(2o)にマウントし、前記第2の基板を、第2のマウント装置(4)に設けられた第2のマウント面(2o´)にマウントするステップと、前記両コンタクト面を所定のボンディング開始個所(20)でコンタクティングするステップと、ボンディング開始個所(20)から前記両基板の側縁部(3s,8s)にまで進行するボンディングウェーブに沿って、前記第1の基板を前記第2の基板とボンディングするステップと、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
第1の基板(3)を第2の基板(8)と、両基板(3,8)のコンタクト面(3k,8k)のところでボンディングする方法であって、以下のステップ、特に以下のシーケンス:
第1の基板(3)を、第1のマウント装置(1)に設けられた第1のマウント面(2o)にマウントし、第2の基板(8)を、第2のマウント装置(4)に設けられた第2のマウント面(2o´)にマウントするステップと、
前記両コンタクト面(3k,8k)を所定のボンディング開始個所(20)でコンタクティングするステップと、
前記ボンディング開始個所(20)から両基板(3,8)の側縁部(3s,8s)にまで進行するボンディングウェーブに沿って、第1の基板(3)を第2の基板(8)とボンディングするステップと、
を有する方法において、
第1の基板(3)および/または第2の基板(8)を、前記コンタクト面(3k,8k)の位置合わせのために、前記ボンディング開始個所(20)外でボンディングの前および/またはボンディングの間、変形させることを特徴とする、基板をボンディングする方法。
続きを表示(約 1,200 文字)
【請求項2】
第1の基板(3)および/または第2の基板(8)の変形を、ボンディングウェーブの進行に影響を与える規定の影響付与因子に関連して行う、請求項1記載の方法。
【請求項3】
前記ボンディング開始個所(20)が、前記コンタクト面(3k,8k)の中央部に配置されている、請求項1または2記載の方法。
【請求項4】
第1の基板(3)および/または第2の基板(8)の変形を、横方向にかつ/または凹面状または凸面状に行う、請求項1から3までのいずれか1項記載の方法。
【請求項5】
前記変形を、第1の基板(3)および/または第2の基板(8)の伸長または圧縮または湾曲によって行う、請求項1から4までのいずれか1項記載の方法。
【請求項6】
前記両基板(3,8)の直径(d1,d2)が、5mmよりも小さい分だけ、特に3mmよりも小さい分だけ、好ましくは1mmよりも小さい分だけ、互いに異なる、請求項1から5までのいずれか1項記載の方法。
【請求項7】
前記変形を、機械的な作動手段により、かつ/または前記第1のマウント装置(1)および/または前記第2のマウント装置(4)の温度制御により、行う、請求項1から6までのいずれか1項記載の方法。
【請求項8】
第1の基板(3)および/または第2の基板(8)を、側縁部(3s,8s)の範囲でのみ、前記第1のマウント面(2o)および/または前記第2のマウント面(2o´)に位置固定する、請求項1から7までのいずれか1項記載の方法。
【請求項9】
第1の基板(3)を第2の基板(8)と、両基板(3,8)のコンタクト面(3k,8k)のところでボンディングする装置であって:
第1の基板(3)を第1のマウント面(2o)にマウントする第1のマウント装置(1)と、第2の基板(8)を第2のマウント面(2o´)にマウントする第2のマウント装置(4)と、
前記両コンタクト面(3k,8k)を所定のボンディング開始個所(20)でコンタクティングするコンタクト手段と、
を備えた、基板をボンディングする装置において、
第1の基板(3)および/または第2の基板(8)を、前記コンタクト面(3k,8k)の位置合わせのために、前記ボンディング開始個所(20)外でボンディングの前および/またはボンディングの間、変形させる変形手段が設けられていることを特徴とする、基板をボンディングする装置。
【請求項10】
前記変形手段が、特に前記第1のマウント面(2o)のところで横方向にかつ/または凸面状または凹面状に変形可能な前記第1のマウント装置(1)を含む、請求項9記載の装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、請求項1に記載の、第1の基板を第2の基板にボンディングする方法ならびに請求項9に記載の対応する装置に関する。
続きを表示(約 5,200 文字)
【0002】
マイクロエレクトロニクスおよびマイクロシステム技術のほとんど全ての部分における先進的な小型化は、あらゆるテクノロジの絶え間ない更なる開発をもたらし、これらのテクノロジを用いて、基板上のあらゆる種類の機能ユニットの密度を増大させることができる。このような機能ユニットには、たとえばマイクロコントローラ、メモリ構成素子、MEMS、あらゆる種類のセンサまたはマイクロ流体素子が属している。
【0003】
近年、このような機能ユニットの横方向密度を高めるための技術が著しく改善されている。マイクロエレクトロニクスまたはマイクロシステム技術の幾つかの部分領域においては、それどころか、機能ユニットの横方向密度のこれ以上の増大がもはや不可能となるほどに進んでいる。マイクロチップ製造においては、リソグラフィにより製造されるべき基板のための、最大達成可能な解像度限界が既に達成されているも同然である。すなわち、物理的な制約またはテクノロジ的な制約により、あと僅か数年で、機能ユニットの横方向密度の増大は、もはや完全に不可能となる。当該産業は、この問題に対処すべく、既に数年前より、2.5Dテクノロジおよび3Dテクノロジの開発に努めている。2.5Dテクノロジおよび3Dテクノロジを用いると、同じ機能ユニットまたはそれどころか互いに異なる種類の機能ユニットを、互いに対して位置合わせし、上下に積み重ね、互いに永続的に結合し、そして相応する導体路によって互いに配線することが可能になる。
【0004】
このような構造を実現するためのキーテクノロジの1つは、パーマネントボンディングである。「パーマネントボンディング(永久接合)」とは、基板の分離が、高いエネルギ消費、そしてこれに伴う基板の破壊によってしか可能とならないように基板を互いに結合させることのできる全ての方法を意味する。種々異なる形式のパーマネントボンディングが存在する。
【0005】
極めて重要なパーマネントボンディング法の1つが、「ダイレクトボンディング」または「分子ボンディング」とも呼ばれる融解ボンディング(Fusionsbonden)である。「融解ボンディング」とは、共有結合の形成を介して行われる2つの基板の永久的な結合の過程を意味する。融解ボンディングは、特に非金属-非有機材料の表面に生じる。
【0006】
基本的に、プリボンディングと、本来のパーマネントボンディングとは、区別されることが望ましい。「プリボンディング」とは、2つの表面の接触時に自発的に形成される両表面の結合であって、その結合強さが、あとから実施される熱処理により形成されるパーマネントボンディングの結合強さよりも低い結合を意味する。しかし、プリボンディングにより生ぜしめられた結合強さは、両基板の互いに相対的なずれを生ぜしめることなしに両基板を運搬するためには十分となる。すなわち、両基板の間の結合強さは、基板スタック(積重ね体)を問題なく運搬するためには十分であると云えるが、しかしこの結合強さは、特別な装置を用いて両基板の破壊なしの新たな分離が行われ得る程度に低いものである。このことには、以下のような重要な利点がある。すなわち、プリボンディングの後に、両基板の構造体が測定され、かつその相対的な位置、歪みおよび配向が測定され得る。測定過程の間、構造体の誤配向および/またはローカル(局所的)な、かつ/またはグローバル(全域的)な歪みが存在すること、または粒子がインタフェースに存在することが検知されると、基板スタックを再び相応して分離し、かつ新たに処理することができる。プリボンディングが首尾良く行われ、かつ特に不都合がないことが確認された後に、熱処理プロセスによってパーマネントボンディングが形成される。熱処理プロセスの間、熱エネルギの供給によって両基板の表面の結合の化学的および/または物理的な強化が生じる。このパーマネントボンディングは、両基板の破壊なしの分離がもはや不可能となるという意味では不可逆的である。以下においては、もはやプリボンディングとパーマネントボンディングとを明確に区別せず、一般的に「ボンディング」とのみ表現する。
【0007】
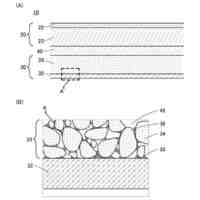
極めて汎用されている融解ボンディングは、シリコンおよび酸化ケイ素基板において実施される。シリコンはその半導体特性に基づき、しばしばマイクロエレクトロニクス構成素子、たとえばマイクロチップおよびメモリを製造するための基礎材料として使用される。高研磨された金属表面の間にも、「ダイレクトボンディング」が生じ得る。基礎を成す結合特性は、たしかに融解ボンディングの結合特性とは異なるが、しかし両表面を、進行するボンディングウェーブ(Bondwelle)によって互いにコンタクティングするメカニズムは、同じ物理学的特性により説明され得る。また、2つのハイブリッド面を「ハイブリッドボンディング」により結合することも考えられる。「ハイブリッド面」とは、互いに異なる2種の材料から成る表面を意味する。両材料のうち、第1の材料はたいてい小さな空間に制限されており、それに対して、第2の材料は第1の材料を取り囲んでいる。たとえば、金属コンタクトが誘電体によって取り囲まれる。2つのハイブリッド表面のボンディングによりハイブリッドボンディングが形成される場合、ボンディングウェーブは、とりわけ誘電体の間での融解ボンディングによって駆動され、金属コンタクトはボンディングウェーブによって自動的に合致する。誘電体およびlow-k材料(低誘電率材料)の例は、
● 以下の成分を主体とした非シリコン
○ ポリマ
ポリイミド
芳香族ポリマ
パリレン
PTFR
○ 芳香族炭素
● 以下の成分を主体としたシリコン
○ 以下の成分を主体としたケイ酸塩
TEOS(オルトケイ酸テトラエチル)
SiOF
SiOCH
ガラス(ホウケイ酸塩ガラス、アルミノケイ酸塩ガラス、ケイ酸鉛ガラス、アルカリケイ酸塩ガラス等)
○ 一般
Si
3
N
4
SiC
SiC
2
SiCN
○ シルセスキオキサン
HSSQ
MSSQ
2つの基板をパーマネント結合する際の極めて大きな技術的問題のうちの1つが、個々の基板の間の機能ユニットの位置合わせ精度である。基板は位置合わせ設備によって互いに対して極めて正確に位置合わせされ得るが、しかしボンディング過程自体の間に、基板の歪みが生じる恐れがある。こうして生じた歪みにより、機能ユニットは必ずしも全ての位置において互いに対して適正に位置合わせされているとは限らない。基板の特定の点における位置合わせ不精度は、歪み、スケーリング誤差、レンズ欠陥(拡大誤差もしくは縮小誤差)等の結果となり得る。半導体産業においては、このような問題にかかわるテーマ領域は全て「オーバレイ(重ね合わせ)」という概念に包含される。このテーマに関する相応する概論は、たとえばMack,Chris著の「Fundamental Principles of Optical Lithography-The Science of Microfabrication」(出版社WILEY、2007年,再版2012年)に記載されている。
【0008】
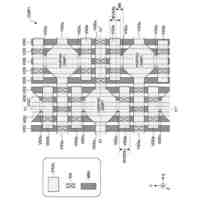
各機能ユニットは、実際の製造プロセスの前にコンピュータでデザインされる。たとえば、導体路、マイクロチップ、MEMS、またはマイクロシステム技術を用いて製造可能なあらゆる別の構造体も、CAD(computer aided design)プログラムにおいてデザインされる。しかし、機能ユニットの製造時には、コンピュータにおいて構築された理想的な機能ユニットと、クリーンルーム内で製造された実際の機能ユニットとの間に必ず、ずれが存在することが判っている。相違点は、主としてハードウェアの制限、すなわちテクニカルエンジニアリング的な問題に帰因し得るが、しかし、しばしば物理的な限界にも帰因し得る。すなわち、フォトリソグラフィプロセスにより製造される構造体の解像精度は、フォトマスクのアパーチュアの大きさや、使用される光線の波長により制限される。マスク歪みは直接にフォトレジストに転写される。機械のリニアモータは、規定された許容誤差内で再現可能となる位置にしか到達し得ない。したがって、基板の機能ユニットが、コンピュータにおいて構築された構造体に正確に等しくなり得ないことは不思議ではない。したがって、全ての基板は、既にボンディングプロセスの前に、理想状態からの無視し得ないずれを有しているわけである。2つの基板の、互いに向かい合って位置している2つの機能ユニットの位置および/または形状を、両基板のいずれも結合過程によって歪められないと仮定して比較してみると、一般に既に、両機能ユニットの完全ではない整合が存在していることが判る。なぜならば、これらの機能ユニットは、上で説明した誤差により、理想的なコンピュータモデルから偏倚しているからである。極めて頻度の高い誤差は、図8(http://commons.wikimedia.org/wiki/File:Overlaytypical model terms DE.svg. 24.05.2013およびMack, Chris. Fundamental Principles of Optical Lithography- the Science of Microfabrication. Chichester: WILEY, p.312, 2007, Reprint 2012からの写し)に図示されている。図面に示したように、オーバレイ(重ね合わせ)誤差は、大ざっぱには、グローバルなオーバレイ誤差とローカルなオーバレイ誤差、もしくは対称的なオーバレイ誤差と非対称的なオーバレイ誤差とに区別され得る。グローバルなオーバレイ誤差は均一であり、したがって場所とは無関係である。グローバルなオーバレイ誤差は、互いに向かい合って位置する2つの機能ユニットの間に、位置とは無関係に、同じ偏差を生ぜしめる。クラシカルなグローバルなオーバレイ誤差は、両基板の互いに相対的な並進もしくは回転により生じる誤差I.およびII.である。両基板の並進もしくは回転は、それぞれ互いに向かい合って位置する全ての機能ユニットに関する、基板上での相応する並進的もしくは回転的な誤差を発生させる。ローカルなオーバレイ誤差は、場所に関連して発生し、主として弾性問題および/または塑性問題により発生し、この場合には特に、連続的に伝播するボンディングウェーブにより生ぜしめられる弾性問題および/または塑性問題により発生する。図示のオーバレイ誤差のうち、とりわけ誤差III.およびIV.は「ランアウト(run-out)」誤差と呼ばれる。このランアウト誤差は、特にボンディング過程中での少なくとも1つの基板の歪みにより生じる。少なくとも1つの基板の歪みにより、第1の基板の機能ユニットも、第2の基板の機能ユニットに関して歪められる。しかし、誤差I.およびII.は、同じくボンディングプロセスによって生じ得るが、しかしたいてい誤差III.およびIV.によって著しく重畳されるので、誤差I.およびII.は、極めて検知困難となるか、もしくは測定困難となる。
【0009】
公知先行技術においては、既に、ローカルな歪みを少なくとも部分的に減少させることのできる設備が存在している。このことは、アクティブな制御エレメントの使用によるローカルな歪み補正である(国際公開第2012/083978号)。
【0010】
公知先行技術においては、ランアウト誤差を補正するための第1の解決手段が存在する。米国特許出願公開第20120077329号明細書には、下側の基板を位置固定しないことにより、ボンディングの間およびボンディングの後に2つの基板の機能ユニットの間の所望の位置合わせ精度を得るための方法が記載されている。これにより、下側の基板は境界条件下に置かれておらず、ボンディング過程の間、上側の基板に自由にボンディングされ得る。公知先行技術における重要な特徴は、とりわけ、たいていは真空装置を用いて1つの基板をフラットに位置固定することである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三洋化成工業株式会社
軟磁性材料
11日前
株式会社ヨコオ
同軸コネクタ
17日前
古河電池株式会社
制御弁式鉛蓄電池
17日前
株式会社半導体エネルギー研究所
電池
10日前
日本特殊陶業株式会社
保持装置
11日前
日新電機株式会社
変圧器
5日前
株式会社ヨコオ
ソケット
4日前
TDK株式会社
コイル部品
17日前
住友電装株式会社
コネクタ
17日前
三洲電線株式会社
撚線導体
11日前
トヨタバッテリー株式会社
二次電池
4日前
大和電器株式会社
コンセント
17日前
ニチコン株式会社
コンデンサ
17日前
三洋化成工業株式会社
リチウムイオン電池
11日前
株式会社村田製作所
電池パック
11日前
河村電器産業株式会社
接続装置
5日前
河村電器産業株式会社
接続装置
5日前
株式会社村田製作所
コイル部品
3日前
ローム株式会社
半導体発光装置
17日前
シャープ株式会社
アンテナ装置
4日前
ホシデン株式会社
コネクタ
11日前
原田工業株式会社
複合平面アンテナ装置
10日前
矢崎総業株式会社
コネクタ
11日前
矢崎総業株式会社
端子金具
17日前
TDK株式会社
コイル部品
10日前
日産自動車株式会社
表面実装部品
4日前
矢崎総業株式会社
コネクタ
5日前
矢崎総業株式会社
コネクタ
5日前
矢崎総業株式会社
コネクタ
5日前
矢崎総業株式会社
コネクタ
5日前
富士電機株式会社
燃料電池発電装置
17日前
新光電気工業株式会社
基板固定装置
17日前
日本圧着端子製造株式会社
電気的接続装置
17日前
株式会社AESCジャパン
電池セル
11日前
株式会社ソシオネクスト
半導体装置
10日前
株式会社AESCジャパン
電池セル
11日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ