TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025016643
公報種別
公開特許公報(A)
公開日
2025-02-04
出願番号
2024191526,2023007048
出願日
2024-10-31,2018-05-15
発明の名称
成形品の製造方法
出願人
住友ベークライト株式会社
代理人
個人
主分類
B29C
59/02 20060101AFI20250128BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】すべり性に優れたエラストマー層を備える成形品を提供する。
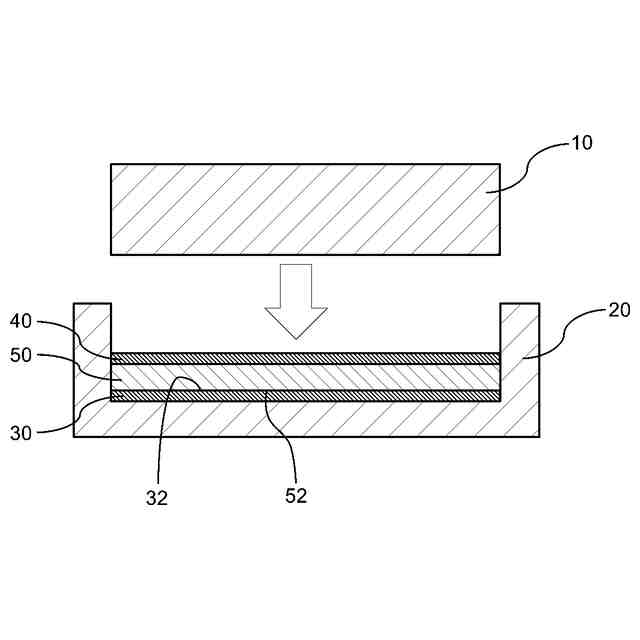
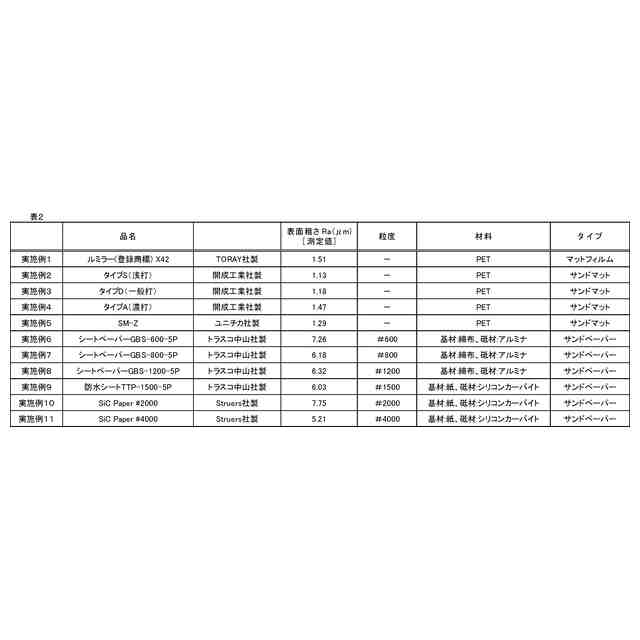
【解決手段】本実施形態の成形品は、エラストマー層を備える成形品であって、エラストマー層50の少なくとも一面側における表面粗さRaが、1.05μm以上である。該エラストマー層は、例えば、凹凸転写フィルム30.40を用いて、エラストマーの成形時において表面に凹凸が付与(転写)され得る。凹凸転写フィルムの表面凹凸をエラストマー層の表面に転写させることにより、その表面(露出面)を適度に粗面化できるため、ゴム特性が低下せずに、すべり性が改善することが可能である。
【選択図】図1
特許請求の範囲
【請求項1】
エラストマー層を備える成形品であって、
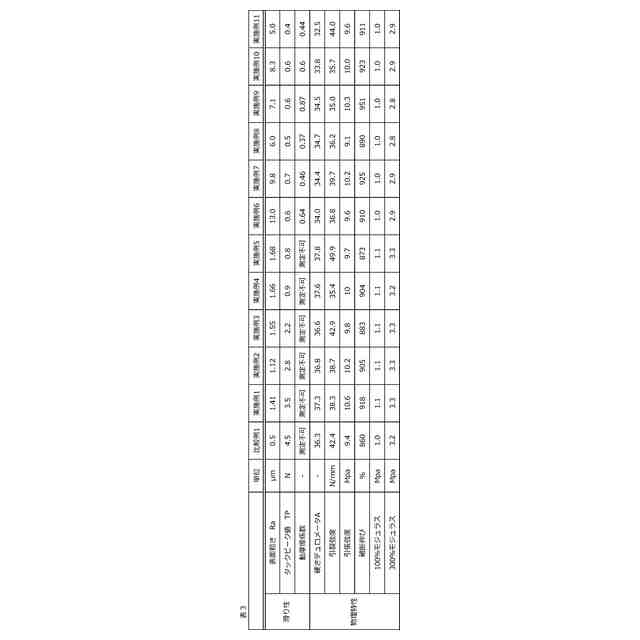
前記エラストマー層の少なくとも一面側における表面粗さRaが、1.05μm以上である、成形品。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の成形品であって、
下記の測定手順で測定される、前記エラストマー層の表面におけるタックピーク値TPが、4N以下である、成形品。
(測定手順)
面積150mm
2
のフラット面を有するアルミ製プローブを、プローブ移動速度:2.3mm/秒、プローブ圧着強度:12N、圧着時間:6秒の条件で、当該アルミ製プローブのフラット面を測定試料である前記エラストマー層の表面に接触させ、プローブ移動速度:2.3mm/秒の条件で上方に引き剥がしたときの、プローブタック試験による前記エラストマー層の表面におけるタックピーク値を5回測定し、この5回の測定値の平均値を上記のタックピーク値TPとする。
【請求項3】
請求項1または2に記載の成形品であって、
前記エラストマー層の表面における、JIS K7125に準拠して測定した動摩擦係数が、2.0以下である、成形品。
【請求項4】
請求項1から3のいずれか1項に記載の成形品であって、
JIS K6251(2004)に準拠して測定される、前記エラストマー層の破断伸びが、500%以上2000%以下である、成形品。
【請求項5】
請求項1から4のいずれか1項に記載の成形品であって、
JIS K6252(2001)に準拠して測定される、前記エラストマー層の引裂強度が、25N/mm以上である、成形品。
【請求項6】
請求項1から5のいずれか1項に記載の成形品であって、
JIS K6251(2004)に準拠して測定される、前記エラストマー層の引張強度が、6.0MPa以上15MPa以下である、成形品。
【請求項7】
請求項1から6のいずれか1項に記載の成形品であって、
JIS K6253(1997)に準拠して規定される、前記エラストマー層のデュロメータ硬さAが、40.0以下である、成形品。
【請求項8】
請求項1から7のいずれか1項に記載の成形品であって、
前記エラストマー層は、シリコーンゴム、フッ素ゴム、ニトリルゴム、アクリルゴム、スチレンゴム、クロロプレンゴム、エチレンプロピレンゴム、ウレタンゴム、イソプレンゴム、および天然ゴムからなる群から選択される一種以上を含む、成形品。
【請求項9】
請求項1から8のいずれか1項に記載の成形品であって、
前記エラストマー層の表面が、すべり性付与剤からなるコーティング層が形成されていない非コーティング面である、成形品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形品に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
これまで成形品を構成するエラストマーについて様々な検討されてきた。この種の技術としては、例えば、特許文献1に記載の技術が知られている。特許文献1には、表面を平滑化したエラストマーが記載されている(特許文献1の請求項1)。
【先行技術文献】
【特許文献】
【0003】
特開2011-073148号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、本発明者が検討したところ、上記特許文献1に記載のエラストマーは、すべり性の点で改善の余地を有することが判明した。
【課題を解決するための手段】
【0005】
本発明者がさらに検討したところ、通常のエラストマーにおいては、所望のゴム特性が得られたとしても、表面が平滑に形成され、すべり性がしばしば低下することがあった。
このような知見に基づきさらに鋭意研究したところ、エラストマー層の表面に凹凸を付与することにより、すべり性を向上できることを見出し、本発明を完成するに至った。
【0006】
本発明によれば、
エラストマー層を備える成形品であって、
前記エラストマー層の少なくとも一面側における表面粗さRaが、1.05μm以上である、成形品が提供される。
【発明の効果】
【0007】
本発明によれば、すべり性に優れたエラストマー層を備える成形品が提供される。
【図面の簡単な説明】
【0008】
エラストマー層の表面に凹凸を付与する方法を説明するための図である。
【発明を実施するための形態】
【0009】
本実施形態の成形品は、エラストマー層を備えるものである。
この成形品において、当該エラストマー層の少なくとも一面側における表面粗さRaが1.05μm以上となるように構成されている。
【0010】
本発明者の知見によれば、通常のエラストマー層の表面は、表面粗さRaが0.5μm程度の平滑面で構成されるため、すべり性に改善の余地があることが判明した。これに対して、エラストマー層の表面に凹凸を付与することにより、表面粗さRaを1.05μm以上とすることで、すべり性を向上できることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
8か月前
シーメット株式会社
光造形装置
2か月前
CKD株式会社
型用台車
2か月前
東レ株式会社
プリプレグテープ
5か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
ロッド
1か月前
株式会社リコー
シート剥離装置
6か月前
帝人株式会社
成形体の製造方法
7か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社FTS
成形装置
2か月前
株式会社FTS
セパレータ
25日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社神戸製鋼所
混練機
11日前
株式会社リコー
画像形成システム
2か月前
三菱自動車工業株式会社
予熱装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
個人
ノズルおよび熱風溶接機
1か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
KTX株式会社
シェル型の作製方法
8か月前
株式会社リコー
シート処理システム
6か月前
小林工業株式会社
振動溶着機
8か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
東レ株式会社
二軸配向ポリエステルフィルム
8か月前
株式会社コスメック
磁気クランプ装置
1か月前
株式会社コスメック
磁気クランプ装置
3日前
株式会社カネカ
再生アクリル樹脂の製造方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































