TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025016628
公報種別
公開特許公報(A)
公開日
2025-02-04
出願番号
2024190844,2023163022
出願日
2024-10-30,2018-08-31
発明の名称
非接触工具設定装置および方法
出願人
レニショウ パブリック リミテッド カンパニー
,
RENISHAW PUBLIC LIMITED COMPANY
代理人
弁理士法人谷・阿部特許事務所
主分類
B23Q
17/24 20060101AFI20250128BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工具のプロファイルを評価する方法および装置を提供する。
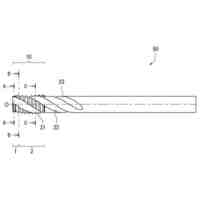
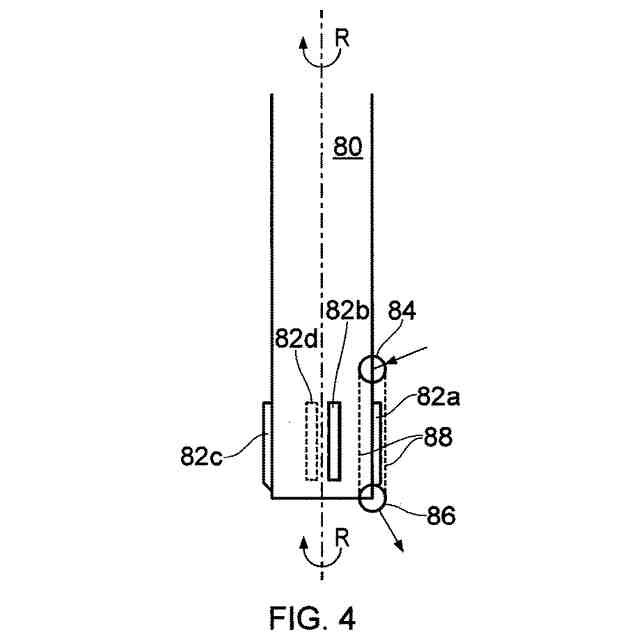
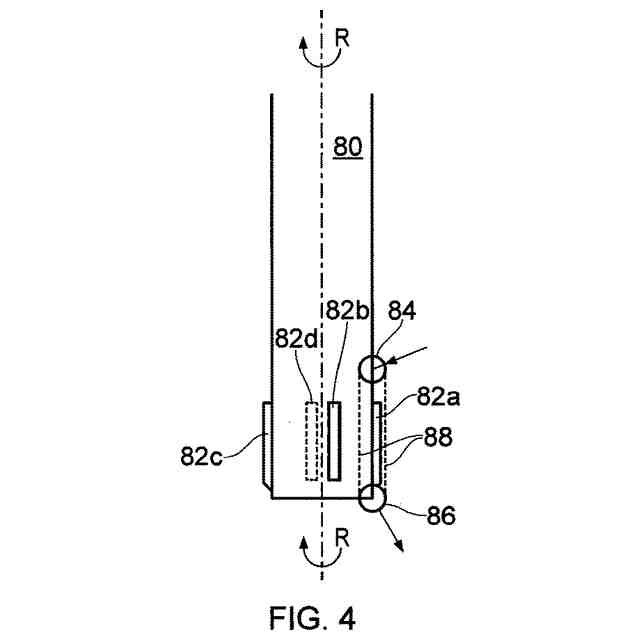
【解決手段】受信機は、受信された光の強度を記述するビーム強度信号を生成する。非接触工具設定装置は、工具80が非接触工具設定装置に対して移動させられることを可能にする、工作機械などの座標位置決め装置に取り付けられる。方法は、工具検査行路88に沿って、非接触工具設定装置に対して工具80を移動させるために、座標位置決め装置を使用することを含み、工具検査行路は、光ビームが、検査される工具80の周縁の周りに沿って実質的に進むように選択される。工具検査行路88が通過されるときに、受信機によって生成されるビーム強度信号を記述する、ビーム強度データが収集され、収集されたビーム強度データの分析は、工具プロファイルを評価するために使用される。
【選択図】図4
特許請求の範囲
【請求項1】
光ビームを発する送信機と前記光ビームを受信する受信機を含む非接触工具設定装置であって、前記受信機は、受信された光の強度を記述するビーム強度信号を生成し、前記非接触工具設定装置は、工具が、前記非接触工具設定装置に対して移動させられることを可能にする、座標位置決め装置に取り付けられた、前記非接触工具設定装置を使用して工具のプロファイルを評価する方法であって、該方法は、
(i)工具検査行路に沿って、前記非接触工具設定装置に対して前記工具を移動させるために、前記座標位置決め装置を使用する工程であって、前記工具検査行路は、前記光ビームが、検査される前記工具の周縁に実質的に沿って進むように選択される、前記工程と、
(ii)工程(i)において前記工具検査行路が通過されるときに、前記受信機によって生成される、前記ビーム強度信号を記述するビーム強度データを収集する工程と、
(iii)前記座標位置決め装置および前記工具を使用する、機械加工を実行する工程と、
(iv)工程(i)で使用されたと同じ工具検査行路に沿って、前記工具を、前記非接触工具設定装置に対して移動させるために、前記座標位置決め装置を使用する工程と、
(v)工程(iv)において前記工具検査行路が通過されるときに、前記受信機によって生成される、前記ビーム強度信号を記述する前記ビーム強度データを収集する工程と、
(vi)工程(ii)で収集された前記ビーム強度データを、工程(v)で収集された前記ビーム強度データと比較し、そこから、工程(iii)の前記機械加工によってもたらされた、前記工具の前記プロファイルの任意の変化を決定する工程と、を含むことを特徴とする方法。
続きを表示(約 910 文字)
【請求項2】
請求項1に記載の方法であって、前記工具は、前記座標位置決め装置の回転可能なスピンドルに保持され、前記工具は、その長手方向軸の周りに回転させられる一方で、前記工具は、工程(i)および(iv)の前記工具検査行路に沿って移動させられることを特徴とする方法。
【請求項3】
請求項1または2に記載の方法であって、前記工具検査行路は、工程(i)を開始する前に、前記座標位置決め装置がたどるようにプログラムされた、事前にプログラムされた行路を含むことを特徴とする方法。
【請求項4】
請求項1-3のいずれか一項に記載の方法であって、工程(ii)において前記ビーム強度データを収集するために使用されるサンプリング速度は、工程(v)において前記ビーム強度データを収集するために使用される前記サンプリング速度と同じであることを特徴とする方法。
【請求項5】
請求項1-4のいずれか一項に記載の方法であって、工程(ii)および(v)は、前記ビーム強度データを収集することを含む一方で、前記工具は、前記非接触工具設定装置に対して移動することを特徴とする方法。
【請求項6】
請求項1-5のいずれか一項に記載の方法であって、工程(i)および(iv)での前記工具検査行路に沿った移動中、前記非接触工具設定装置から前記座標位置決め装置へのフィードバックは存在しないことを特徴とする方法。
【請求項7】
請求項1-6のいずれか一項に記載の方法であって、工程(vi)は、前記工具の一つ以上の調製された寸法を計算するために、前記工具の前記周縁の前記プロファイルでの偏差を使用することを含み、前記方法は、前記一つ以上の調製された寸法を使用する、更なる機械加工を実行するために、前記座標位置決め装置および前記工具を使用する、更なる工程(vii)を含むことを特徴とする方法。
【請求項8】
請求項1-7のいずれか一項に記載の方法であって、前記工具は、複数の切削歯を含み、工程(i)および(iv)の間、回転していることを特徴とする方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、座標位置決め装置用の非接触工具設定装置に関し、特に、工具のプロファイルを測定するための改良された方法および装置に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
工作機械で使用するためのビーム遮断工具設定装置は、たとえば、特許文献1で知られている。このタイプの工具設定装置は、光検出器に進められる光ビームを生成する光源を含む。工具設定操作中、工作機械は、工具を光ビームに出し入れするように操作される。工具による光ビームの遮断は、検出器出力信号の分析によって検出され、装置は、いわゆる「トリガー信号」を生成して、光ビームが遮断されたことを、関連する工作機械に示す。通常、このトリガー信号は、光レベルが「ビーム通過」状態の50%に達すると(つまり、光ビームの50%が、検出器に到達するのを阻止されると)、発せられる。工作機械は、「トリガー信号」の受信で、工具設定装置に対する工具の位置を記録し、それにより、工具エッジ上の単一の位置が決定されることを可能にする。この測定動作は、工具のエッジ上の複数の異なる位置を1つずつ測定するために、複数回繰り返され得る。したがって、この配置は、工具の長さ及び/又は工具直径などの工具サイズが測定されることを可能にする。
【0003】
特許文献2は、回転または非回転工具が光ビームに出入りさせられる測定移動中に、「トリガー信号」を生成する代替方法を記載する。特に、特許文献2は、検出器出力信号をデジタル化すること、および、測定移動中にビームに出入りする切削工具の1つ以上の歯に対応する、デジタル化データの最小値および/または最大値を識別することを記載する。デジタルプロセッサは、最小値/最大値が、期待されるタイプの曲線に適合するかどうかをリアルタイムで判断し、そのような適合曲線が、しきい値を超える場合にのみトリガー信号を発する。このようにして、それらの光ビームへの出入りの間に、工具上の単一の点の位置を測定することが可能である。静止工具の場合、測定された位置は、光ビームをブロックするエッジ上にある。ビームの内外に回転させられる複数の切削歯を備えた回転工具の場合、測定位置は最大直径を有する切削エッジ上にある。
【先行技術文献】
【特許文献】
【0004】
米国特許第6496273号明細書
欧州特許出願公開第1587648号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
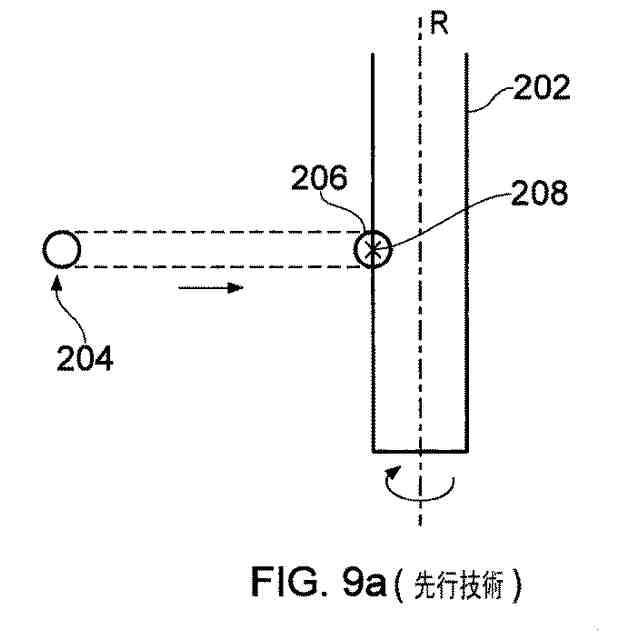
したがって、上述の工具設定装置は、工具のエッジ上の点の位置が、比較的迅速に確立され、したがって、工具の長さまたは工具の直径の測定値を提供することを可能にする。また、工具のエッジに沿った複数の異なる点を測定するように、測定移動を繰り返すことによって、工具のプロファイルを測定することが可能であるが、そのようなプロセスは非常に時間がかかり得(つまり、工具は、複数回、ビームに出し入れ移動させられねばならない)、および、通常、非実用的と見なされる。そのような従来技術の工具測定プロセスのさらなる詳細は、図9aを参照して以下に説明される。
【課題を解決するための手段】
【0006】
本発明の第1の態様によれば、光ビームを発する送信機と、光ビームを受信する受信機を備える、非接触工具設定装置を使用して工具のプロファイルを評価する方法が提供され、受信機は、受信光の強度を表すビーム強度信号を生成し、非接触工具設定装置は、工具が非接触工具設定装置に対して移動させられることを可能にする、座標位置決め装置に取り付けられ、方法は、
(i)工具検査行路に沿って、非接触工具設定装置に対して工具を移動させるために、座標位置決め装置を使用する工程であって、工具検査行路は、光ビームが、検査される工具の周縁に実質的に沿って進むように選択される工程、
(ii)工程(i)の工具検査行路が通過されるときに、受信機によって生成される、ビーム強度信号を記述するビーム強度データを収集する工程、および、
(iii)工程(ii)で収集されたビーム強度データを分析して、工具プロファイルを評価する工程を含む。
【0007】
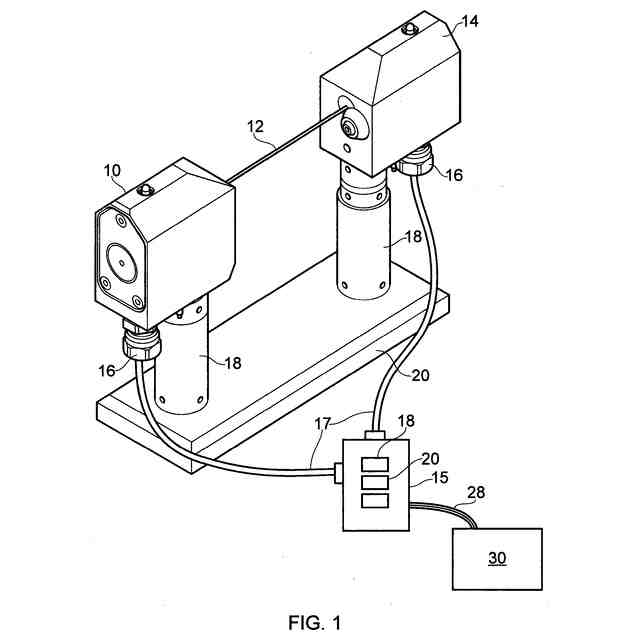
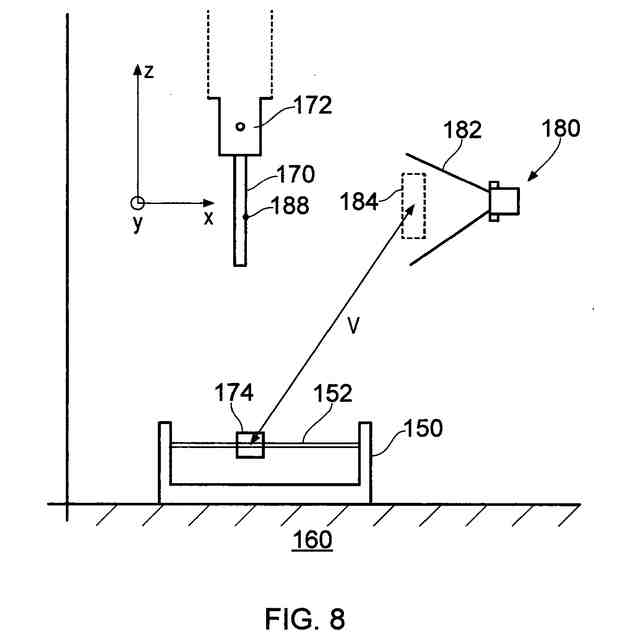
したがって、本発明の第1の態様は、非接触工具設定装置を使用して工具のプロファイルを評価する方法に関する。評価されるプロファイルは、工具の1つ以上の切削構造の形状、位置、または寸法である。非接触工具設定装置は、送信機から(例えば、送信機のレーザーダイオードによって)放射された光ビーム(例えば、レーザービーム)が、自由空間の領域を通って受信機に通過させられる、ビーム遮断型の工具検出システムを含む。受信機は、受信された光を検出し(たとえば、フォトダイオードを使用して)、受信された光の強度を表すビーム強度信号を生成する。非接触工具設定装置は、非接触工具設定装置に対して工具を動かすようにプログラムされ得る、工作機械などの座標位置決め装置に取り付けられる。相対移動は、工具および/または非接触工具設定装置を動かすことによって与えられ得る。
【0008】
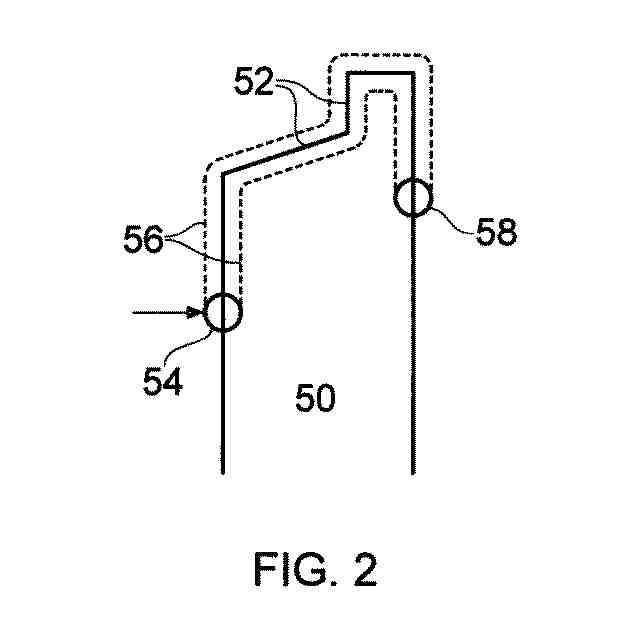
本発明の方法は、光ビームと工具との間に相対運動を与え、工具検査行路を画定するように、座標位置決め装置を使用する工程(i)を含む。特に、工程(i)は、光ビームが、工具の周縁に沿って進むように、非接触工具設定装置に対して工具を移動させることを含む。したがって、座標位置決め装置は、工具の周縁に沿って光ビームが走査されることをもたらす工具検査行路に沿って、光ビームを移動させるように配置される。言い換えれば、工具検査経路は、光ビームが、工具の周縁にほぼ接する方向に移動させられるように選択される。これは、測定点を取得するために、工具が光ビームに出入りするように(すなわち、工具のエッジに対して実質的に垂直な方向に)移動させられる、上述の従来技術と比較対照されるべきである。
【0009】
回転しない(静止した)工具の場合には、工具の周縁は、単純に、検査されるべき工具のエッジである。工具が回転している場合、工具検査行程は、回転する工具の複数のエッジの最も外側の範囲に沿って光ビームを進めるように設定される。したがって、工具の周縁に沿って光ビームを進める動きは、また、工具の周辺のさまざまな部分が、光ビーム内外に回転させられることをもたらす、任意の回転工具の動き(たとえば、工具の長手方向軸の周りの工具の回転)に加えて実行される。工具の周縁に沿って光ビームを進める動きは、好ましくは、直線(並進)運動のみであり、いかなる回転運動をも含まない。換言すれば、工具検査行路は、好ましくは、光ビームに対する工具の直線運動(例えば、相互に直交するx、yおよび/またはz軸に沿った動き)のみを画定する。工具検査行路は、工具の形状に応じて、直線であり得、および/または、曲線状工具の周縁をたどるための1つまたは複数の曲線部分を含み得る。工具検査行路は、測定されるべき工具の一部のみを通過し得、または、工具の全周縁の周りを通過し得る。好ましくは、光ビームの少なくとも一部は、工具検査行路の通過の間、工具に当たる。以下で説明されるように、工具検査行路は、工具周縁の周りの単一の行路を含み得、また、工具周縁の周りの複数の行程を含み得る。
【0010】
工程(ii)は、工具検査行路が通過されるときに生成されるビーム強度信号をサンプリングし、それによりビーム強度データを生成することを含む。例えば、ビーム強度信号は、アナログ-デジタル変換器によってデジタル化されて、ビーム強度データのセットを生成し得る。言い換えれば、ビームの掩蔽のレベルを表すビーム強度信号は、通常、工具検査行路が通過されるときに変化するだろう。工程(ii)は、ビーム強度信号を定期的にサンプリングし、分析されるべきビーム強度データを生成することを含む。任意の適切なサンプリング速度が使用され得る。たとえば、回転する工具のために、より高いサンプリング速度が使用され得る(たとえば、工具が回転させられるときのビームの掩蔽を記述するビーム強度データを取得するため)。光ビームが工具検査行路を通過するときサンプリング速度は変更され得、工具の特定の領域で、より多くのビーム強度データが収集されることを可能にする。また、光ビームは、単一の一定の速度で、工具検査行路を通過し得、また、工具検査行路の異なる部分に沿って通過する際に異なる速度で移動させられ得ることが留意されるべきである。また、工具に対して光ビームが移動させられない、工具検査行路の一部として画定される、1つ以上の滞留期間が存在し得る(ただし、そのような滞留期間中、工具自体は、なお回転し続け得る)。そのような滞留期間中に収集されたビーム強度データは、回転工具を測定する場合に、特に有用である(たとえば、異なる切削歯のエッジなど、工具周辺の周りの複数の点の位置が、測定されることを可能にするため)。そのような滞留期間中に、非接触工具設定装置に対する工具位置に関して、座標位置決め装置からより正確な情報を取得することが、また可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
25日前
個人
複合金属回転式ホーン
25日前
株式会社FUJI
工作機械
26日前
株式会社ダイヘン
積層造形溶接方法
3日前
トヨタ自動車株式会社
取付装置
25日前
株式会社ツガミ
工作機械
24日前
株式会社ツガミ
工作機械
1か月前
株式会社トーキン
溶接用トーチ
1か月前
トヨタ自動車株式会社
検査方法
1か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ナベヤ
締結装置
3日前
株式会社不二越
歯車研削盤
11日前
株式会社メドメタレックス
ドリル
1か月前
株式会社オーエム製作所
工作機械
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
サムテック株式会社
加工物製造方法
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社FUJI
自動化用パレット
2か月前
株式会社ダイヘン
溶接トーチ
24日前
株式会社ダイヘン
溶接トーチ
24日前
株式会社関本管工
エルボ管保持装置
1か月前
トヨタ自動車株式会社
銅線の接合方法
3日前
DMG森精機株式会社
工作機械
1か月前
株式会社不二越
工具の製造方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
3日前
株式会社ダイヘン
2重シールドティグ溶接方法
25日前
株式会社不二越
超硬合金製ドリル
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
25日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
株式会社不二越
インタラップタップ
3日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
25日前
トヨタ自動車株式会社
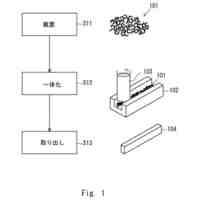
銅切削屑の一体化方法
25日前
株式会社WEL-KEN
ティーチングツール
2か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
1か月前
トヨタ自動車株式会社
銅切削屑の一体化方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ