TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025015295
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023118620
出願日
2023-07-20
発明の名称
樹脂製部材、樹脂製部材の成形用金型及び樹脂製部材の製造方法
出願人
マツダ株式会社
代理人
弁理士法人前田特許事務所
主分類
B29C
33/42 20060101AFI20250123BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】高い意匠性と高い耐傷性とを兼ね備えた樹脂製部材をもたらす。
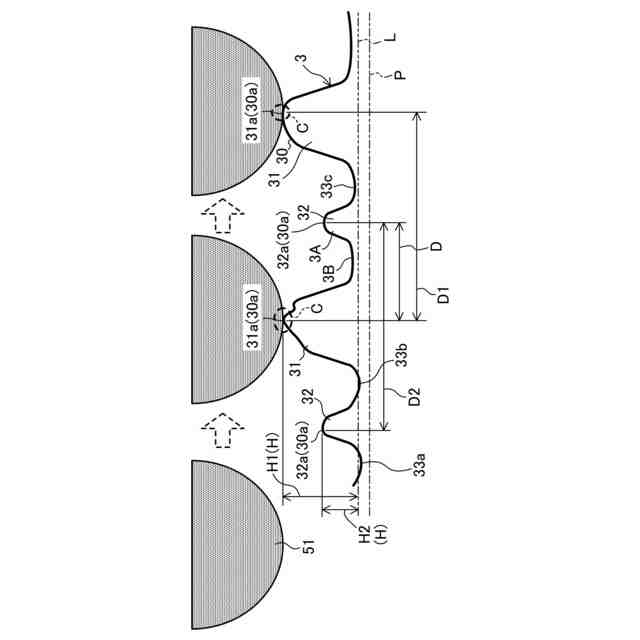
【解決手段】樹脂製基材と、複数の山及び複数の谷からなる微細凹凸形状とを備えた樹脂製部材であって、微細凹凸形状の任意の断面において、算定用山頂点は、断面高さが15μm以上30μm未満の複数の第1山頂点と、断面高さが8μm以上15μm未満の複数の第2山頂点と、を含み、前記断面の単位長さあたりにおける前記第2山頂点の前記第1山頂点に対する存在割合が50%以上100%以下である。
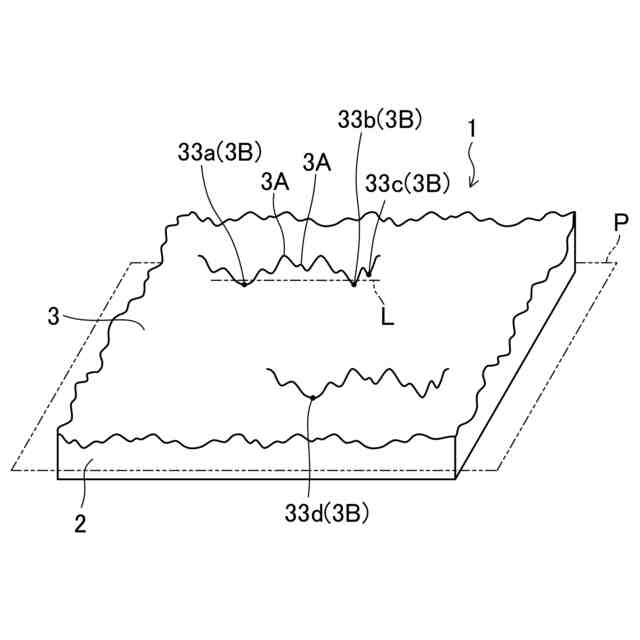
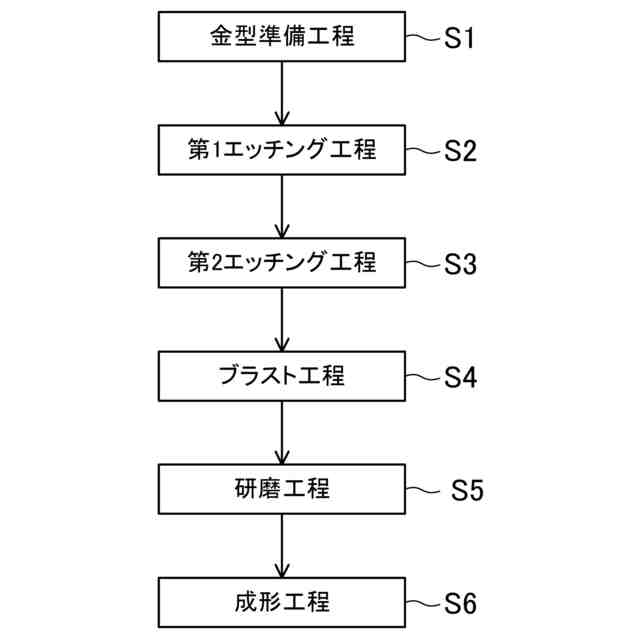
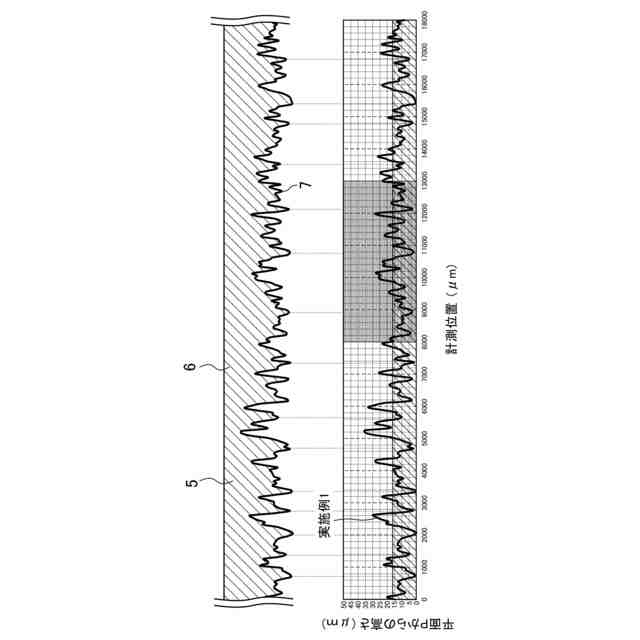
【選択図】図3
特許請求の範囲
【請求項1】
樹脂製基材と、樹脂製基材の表面に形成され、複数の山及び複数の谷からなる微細凹凸形状とを備えた樹脂製部材であって、
前記微細凹凸形状の任意の断面において、
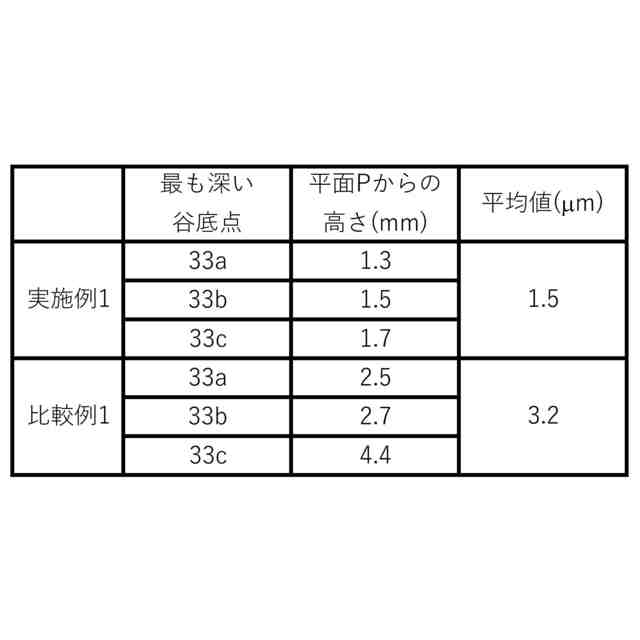
前記微細凹凸形状に含まれる最も深い3つの谷底点の高さを平均して得られる平均高さにおける基準線の高さをゼロとしたときの前記微細凹凸形状上の任意の点の該基準線からの最短距離を断面高さとし、
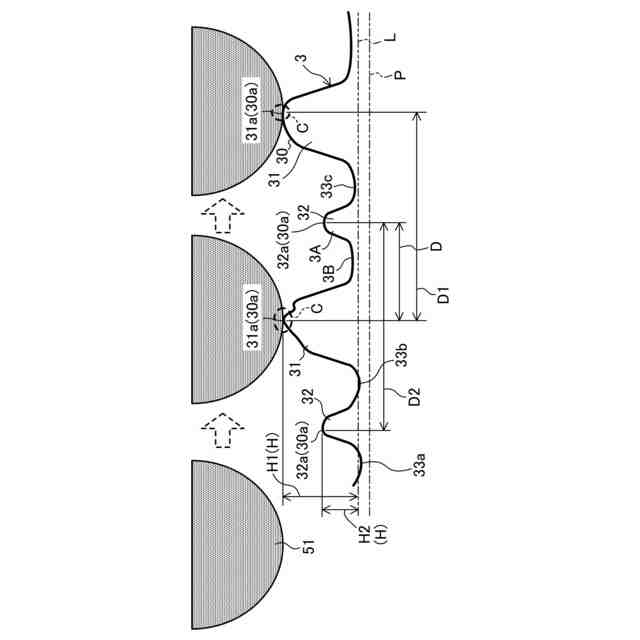
前記微細凹凸形状の任意の山頂点の前記断面高さと該山頂点の隣の2つの谷底点の前記断面高さとの差が2.0μm以上である該山頂点を算定用山頂点としたときに、
前記算定用山頂点は、
前記断面高さが15μm以上30μm未満の複数の第1山頂点と、
前記断面高さが8μm以上15μm未満の複数の第2山頂点と、を含み、
前記断面の基準長さあたりにおける前記第2山頂点の前記第1山頂点に対する存在割合が50%以上100%以下である
ことを特徴とする樹脂製部材。
続きを表示(約 860 文字)
【請求項2】
請求項1において、
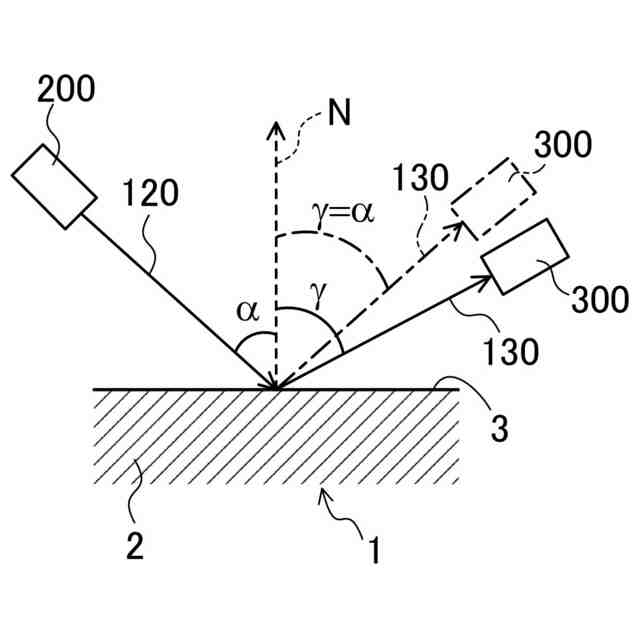
前記表面に対し入射角45°で入射した光の反射率であるY値について、受光角45°におけるY値が100以上であり、受光角60°におけるY値が70以下である
ことを特徴とする樹脂製部材。
【請求項3】
請求項1又は請求項2において、
隣り合う2つの前記第1山頂点間の前記基準線方向の距離の基準長さあたりにおける平均値は、200μm以上800μm以下である
ことを特徴とする樹脂製部材。
【請求項4】
請求項1又は請求項2において、
隣り合う2つの前記第2山頂点間の前記基準線方向の距離の基準長さあたりにおける平均値は、200μm以上2000μm以下である
ことを特徴とする樹脂製部材。
【請求項5】
請求項1又は請求項2において、
隣り合う2つの前記算定用山頂点間の前記基準線方向の距離の基準長さあたりにおける平均値は、200μm以上400μm以下である
ことを特徴とする樹脂製部材。
【請求項6】
請求項1又は請求項2において、
前記断面は、前記表面の任意の矩形視野をレーザー顕微鏡で測定して得られる断面であり、
前記矩形視野は、18000μm×18000μmであり、
前記レーザー顕微鏡のスキャン分解能は、0.1μmであり、
前記基準長さは、18000μmであり、
前記断面における前記微細凹凸形状の任意の点の断面高さは、前記基準線方向の距離1.4μm毎に計測した実測点の断面高さの値を該距離71μm毎に平均化して得られた値である
ことを特徴とする樹脂製部材。
【請求項7】
請求項1に記載の樹脂製部材を製造するための成形用金型。
【請求項8】
請求項6に記載の成形用金型を用いて射出成形により前記樹脂製部材を製造する
ことを特徴とする樹脂製部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、樹脂製部材、樹脂製部材の成形用金型及び樹脂製部材の製造方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、樹脂製部材の表面に微細な凹凸模様を施して外観の意匠性を向上させることが行われている(例えば、特許文献1参照)。
【0003】
特許文献1には、表面に微細凹凸模様を備えた樹脂製部材が開示されている。当該微細凹凸模様は、第1凸部と、第1凸部よりも高さの小さい第2凸部を備えている。そして、凸部間のピッチを所定の範囲とすることにより、微細凹凸模様の例えば凹部から凸部への移行部に形成される傾斜面の割合を低下させている。そうして、表面の光沢及び陰影が増加し、外観の意匠性を向上できるとしている。
【先行技術文献】
【特許文献】
【0004】
特開2020-82498号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の樹脂製部材では、表面の光沢及び陰影を増加させることができるものの、意匠性のうち、陰影感と粒子感(表面のテクスチャー)とを両立させるという観点からは、依然として改善の余地がある。
【0006】
具体的には、微細凹凸形状(例えば、シボ模様)を過度に細かくしすぎると十分な陰影感を確保することが難しいという問題がある。特に、特許文献1の樹脂製部材では、第2凸部の数が第1凸部の数よりも多く、微細凹凸形状が細かいことにより、全体的に白っぽくなり、陰影感が不足する傾向がある。
【0007】
一方で、陰影感を重視しすぎて微細凹凸形状を粗くすると十分な粒子感(表面のテクスチャー)を確保することが難しいという問題が生じる。また、微細凹凸形状の山頂点-谷底点間の移行部の角度を調整することで陰影感を高めることが考えられるが、細かい角度の調整は製造上コントロールが難しいという問題がある。
【0008】
さらに、樹脂製部材では、高い意匠性とともに十分な耐傷性を確保することが重要である。従来の樹脂製部材では、意匠性のいずれかを優先したことによって耐傷性が不足した場合等には、耐傷性を確保するための塗装処理が必要となり、製造上の工数及びコストの増大に繋がるとともに、環境面においても望ましくないという問題がある。
【0009】
そこで本開示は、粒子感及び陰影感に優れるとともに表面の塗装処理を省略できる、高い意匠性と高い耐傷性とを兼ね備えた樹脂製部材、樹脂製部材の成形用金型及び樹脂製部材の製造方法をもたらすことを課題とする。
【課題を解決するための手段】
【0010】
上記の課題を解決するために、ここに開示する樹脂製部材は、
樹脂製基材と、樹脂製基材の表面に形成され、複数の山及び複数の谷からなる微細凹凸形状とを備えた樹脂製部材であって、
前記微細凹凸形状の任意の断面において、
前記微細凹凸形状に含まれる最も深い3つの谷底点の高さを平均して得られる平均高さにおける基準線の高さをゼロとしたときの前記微細凹凸形状上の任意の点の該基準線からの最短距離を断面高さとし、
前記微細凹凸形状の任意の山頂点の前記断面高さと該山頂点の隣の2つの谷底点の前記断面高さとの差が2.0μm以上である該山頂点を算定用山頂点としたときに、
前記算定用山頂点は、
前記断面高さが15μm以上30μm未満の複数の第1山頂点と、
前記断面高さが8μm以上15μm未満の複数の第2山頂点と、を含み、
前記断面の基準長さあたりにおける前記第2山頂点の前記第1山頂点に対する存在割合が50%以上100%以下である
ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マツダ株式会社
車両
3日前
マツダ株式会社
車両
3日前
マツダ株式会社
車両
17日前
マツダ株式会社
車載空調制御装置、該方法および該プログラム
17日前
マツダ株式会社
車載空調制御装置、該方法および該プログラム
17日前
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
溶融紡糸設備
8か月前
シーメット株式会社
光造形装置
2か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
グンゼ株式会社
ピン
2か月前
株式会社日本製鋼所
押出機
5か月前
個人
射出ミキシングノズル
5か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社シロハチ
真空チャンバ
4か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
7か月前
トヨタ自動車株式会社
射出装置
3日前
株式会社FTS
成形装置
2か月前
帝人株式会社
成形体の製造方法
8か月前
株式会社FTS
セパレータ
1か月前
TOWA株式会社
成形型清掃用のブラシ
5か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
3か月前
株式会社神戸製鋼所
混練機
25日前
トヨタ自動車株式会社
真空成形装置
10か月前
個人
ノズルおよび熱風溶接機
2か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
株式会社リコー
シート処理システム
6か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
株式会社リコー
シート処理システム
7か月前
トヨタ自動車株式会社
3Dプリンタ
3か月前
トヨタ自動車株式会社
真空成形方法
9か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ