TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014905
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117848
出願日
2023-07-19
発明の名称
接合体の製造方法
出願人
株式会社大北製作所
代理人
弁理士法人あいち国際特許事務所
主分類
B29C
65/54 20060101AFI20250123BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】接着性と気密性に優れた接合体を提供する。
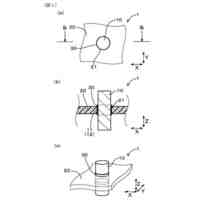
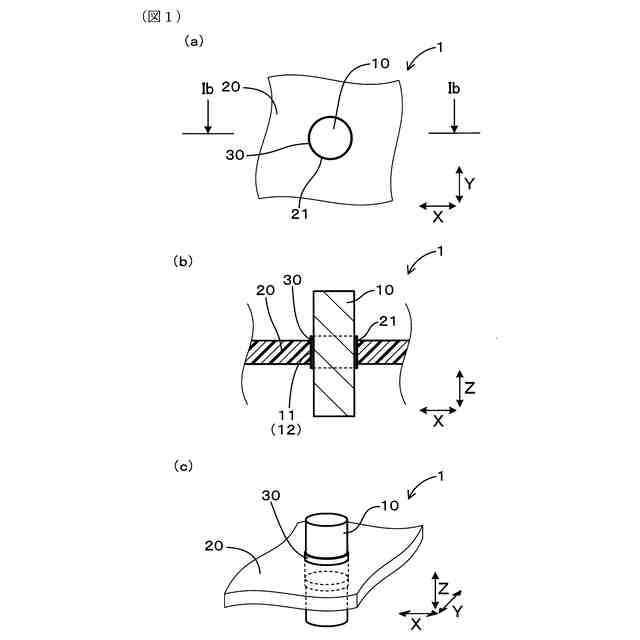
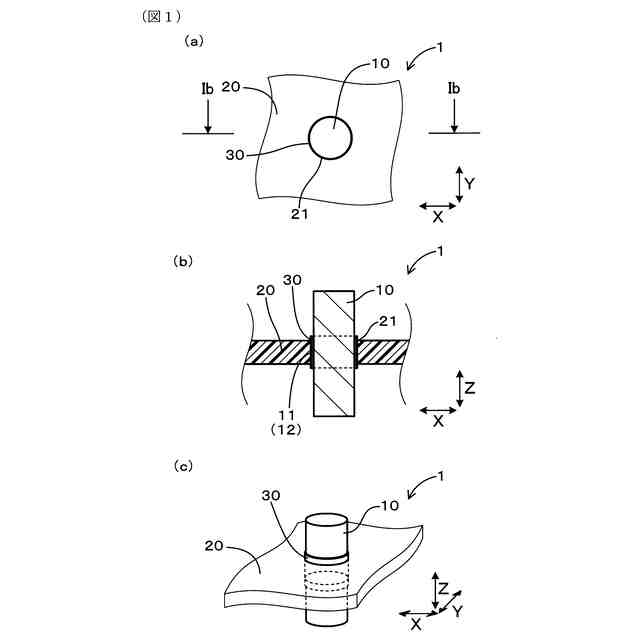
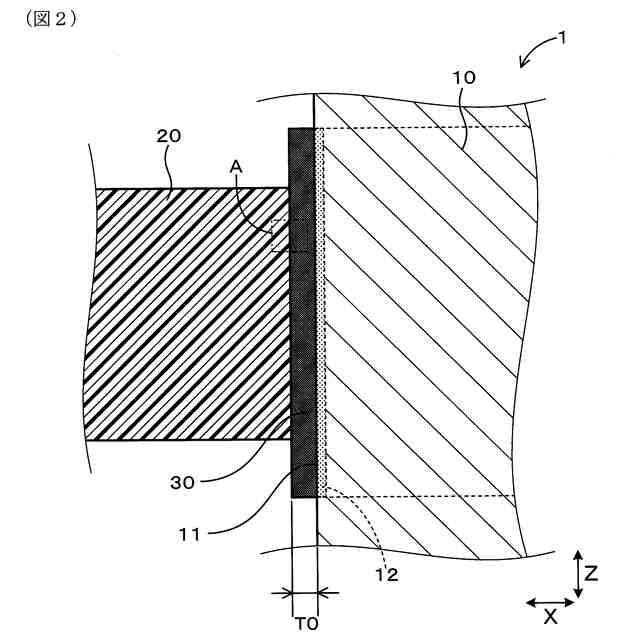
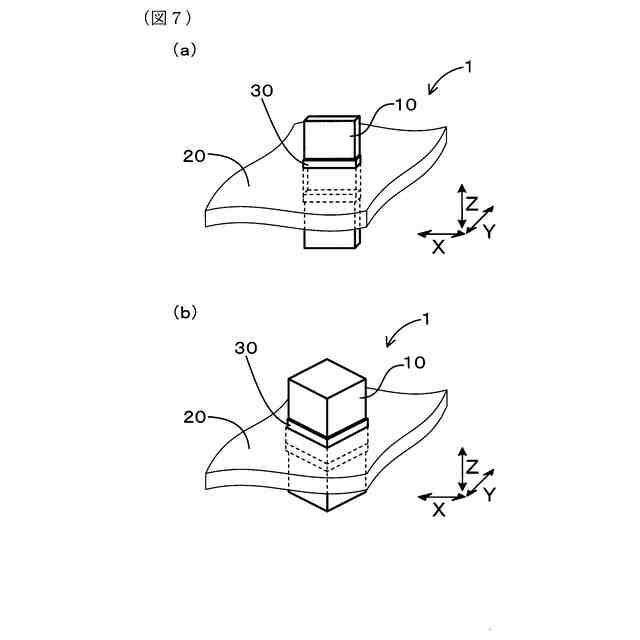
【解決手段】接合体1は、第1部材10と第2部材20とが電着塗装被膜からなる接着層30を介して接合されてなるものである。そして、第1部材10と第2部材20との間は接着層30により気密封止されている。さらに、当該接合体1おいて、上記接着層30による第1部材10と第2部材20との間の気密性は、Heリーク量が1×10
-10
Pa・m
3
/sec以下となっている。
【選択図】図1
特許請求の範囲
【請求項1】
金属からなる第1部材と、樹脂又は金属からなる第2部材とが電着塗装被膜からなる接着層を介して接合されてなる接合体であって、
前記第1部材と前記第2部材との間は前記接着層により気密封止されており、
前記接着層による前記第1部材と前記第2部材との間の気密性は、Heリーク量が1×10
-10
Pa・m
3
/sec以下である、接合体。
続きを表示(約 790 文字)
【請求項2】
前記第1部材における前記接着層を形成する前記電着塗装被膜により被覆される部分は、表面粗さRaが5.0μm以下である領域を含む、請求項1に記載の接合体。
【請求項3】
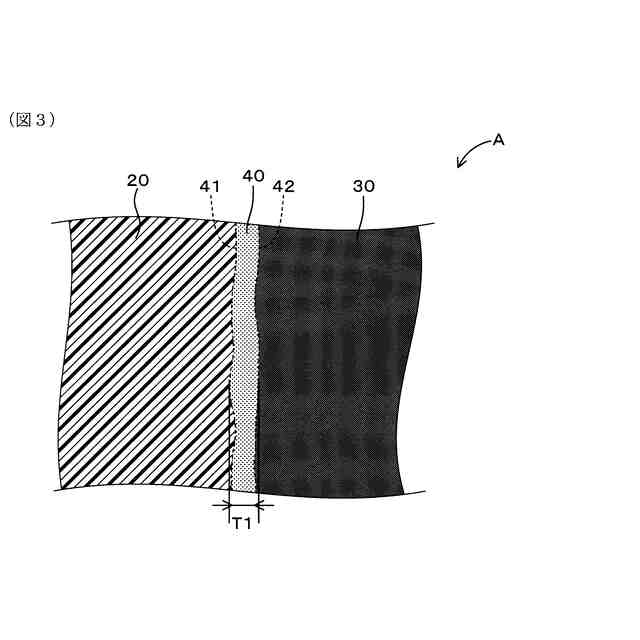
前記第2部材は樹脂からなり、前記第2部材と前記接着層との間には、前記第2部材を構成する第1の樹脂材料と、前記接着層を構成する第2の樹脂材料とが互いに相溶してなる相溶層が形成されている、請求項1又は2に記載の接合体。
【請求項4】
前記相溶層の厚さは、1.0~25μmの範囲内である、請求項3に記載の接合体。
【請求項5】
前記第2部材を形成する第1の樹脂材料は、エンジニアリングプラスチック又はスーパーエンジニアリングプラスチックであり、
前記接着層を形成する第2の樹脂材料は、エポキシ樹脂、ポリアミド・イミド樹脂又はポリイミド樹脂である、請求項1又は2に記載の接合体。
【請求項6】
前記第2の樹脂材料は、電解活性型電着塗料である、請求項5に記載の接合体。
【請求項7】
前記第1部材は凹凸部又は溝部を有しており、前記第2部材は前記凹凸部または前記溝部に入り込んでいる、請求項1又は2に記載の接合体。
【請求項8】
前記凹凸部又は前記溝部は前記接着層を形成する前記電着塗装被膜により被覆される部分に形成されており、前記凹凸部又は前記溝部の開口幅は、100μm以上である、請求項7に記載の接合体。
【請求項9】
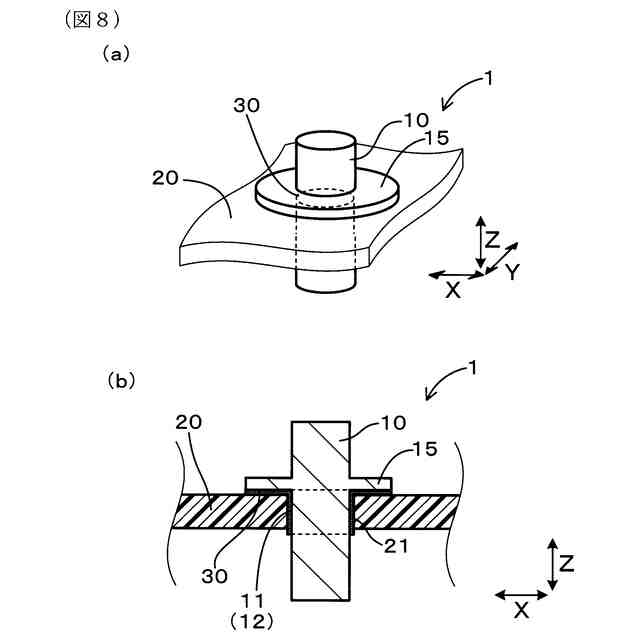
前記第1部材は貫通孔を有しており、前記第2部材は前記貫通孔に入り込んでいる、請求項1又は2に記載の接合体。
【請求項10】
前記貫通孔の直径は、前記第1部材の厚さ以上である、請求項9に記載の接合体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合体及びその製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
自動車部品、電気・電子製品、その他の工業製品など、主に軽量化の視点から金属素材から樹脂に置き換えが進んでいる。近年では単に樹脂への置き換えだけでなく、利用目的に合わせ金属材料の特性と樹脂部材の特徴を活かした接合体が使われるようになってきている。
【0003】
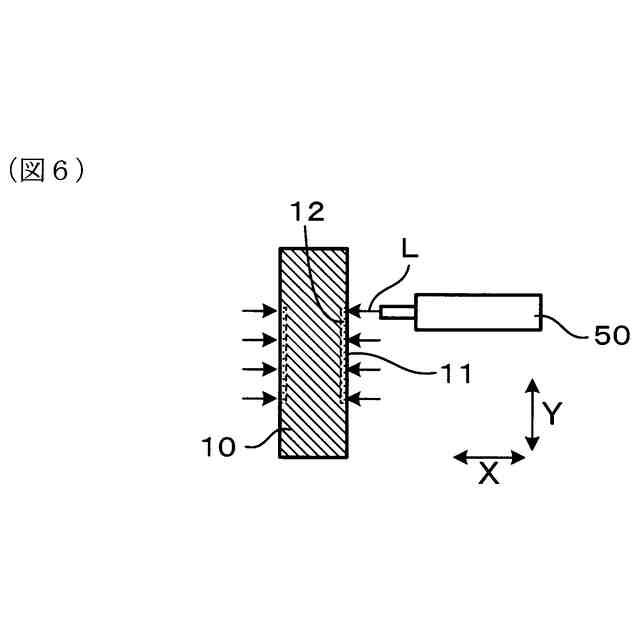
このような接合体では、金属と樹脂という異種材料同士の接合となるため、両者の接着性が十分には得られないおそれがある。そこで、接着性を高める手法が種々検討されている。例えば、特許文献1に開示の構成では、金属部材における樹脂部材との接合面をレーザ光を照射して微細で不規則な凹凸を形成し、当該接合面において溶融した樹脂部材の形成材料を当該凹凸に入り込ませることにより、金属部材と樹脂部材とを直接接合して両者の接着性を高めている。
【先行技術文献】
【特許文献】
【0004】
特開平10-294024号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示の構成では、レーザ光を照射して形成される凹凸は、微細で不規則な形状であるため、樹脂部材が凹凸の最深部まで到達せずに金属部材と樹脂部材との間に空間部が形成されることがある。そして、当該空間部が外部と連通することで金属部材と樹脂部材との間の気密性は低下することとなる。そのため、金属部材と樹脂部材との間の接着性は担保できたとしても、より高い気密性が要求される場合には当該要求を満たすことができない。そのため、高い接着性と高い気密性との両立を図るには改良の余地がある。
【0006】
また、金属同士の接合において両者を電気的に絶縁させた状態とする場合には、両者の間に絶縁層を介在させる必要がある。このような場合にも異種材料同士の接合となるため、上述の場合と同様に高い接着性と高い気密性との両立を図るには改良の余地がある。
【0007】
本発明は、かかる背景に鑑みてなされたものであり、接着性と気密性に優れた接合体を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明の一の態様は、金属からなる第1部材と、樹脂又は金属からなる第2部材とが電着塗装被膜からなる接着層を介して接合されてなる接合体であって、
前記第1部材と前記第2部材との間は前記接着層により気密封止されており、
前記接着層による前記第1部材と前記第2部材との間の気密性は、Heリーク量が1×10
-10
Pa・m
3
/sec以下である、接合体にある。
【0009】
本発明の他の態様は、金属からなる第1部材と、樹脂からなる第2部材とが電着塗装被膜からなる接着層を介して接合されてなる接合体の製造方法であって、
電着塗装により前記第1部材の表面に析出膜を形成して該析出膜を水洗した後、前記接着層の硬化温度未満の温度に加熱して水分を揮発させて未硬化状態の前記接着層を形成する接着層形成工程と、
前記未硬化状態の前記接着層と前記第2部材の形成材料の一部とを相溶させることにより、前記第1部材に前記第2部材を接合する接合工程と、を含む、接合体の製造方法にある。
【0010】
本発明のさらに他の態様は、金属からなる第1部材と、金属からなる第2部材とが電着塗装被膜からなる接着層を介して接合されてなる接合体の製造方法であって、
電着塗装により前記第1部材及び前記第2部材の表面に析出膜を形成して該析出膜を水洗した後、前記第1の接着層及び前記第2の接着層の硬化温度未満の温度に加熱して水分を揮発させて未硬化状態の前記第1の接着層及び前記第2の接着層を形成する接着層形成工程と、
前記未硬化状態の前記第1の接着層及び前記第2の接着層とを相溶させることにより、前記第1部材と前記第2部材とを接合する接合工程と、を含む、接合体の製造方法にある。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社大北製作所
接合体の製造方法
10日前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
4か月前
津田駒工業株式会社
連続成形機
11か月前
CKD株式会社
型用台車
1か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
1か月前
個人
樹脂可塑化方法及び装置
23日前
株式会社FTS
ロッド
16日前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
6か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社FTS
セパレータ
10日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
日東工業株式会社
インサート成形機
2か月前
KTX株式会社
シェル型の作製方法
7か月前
トヨタ自動車株式会社
真空成形方法
8か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
小林工業株式会社
振動溶着機
7か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形装置
9か月前
株式会社リコー
シート処理システム
5か月前
株式会社城北精工所
押出成形用ダイ
10か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
個人
ノズルおよび熱風溶接機
1か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ