TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014642
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117356
出願日
2023-07-19
発明の名称
シート製造装置の制御方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
D04H
1/736 20120101AFI20250123BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】水分量調整部の下流に計測部を配置するシート製造装置で、水分量調整部を制御する。
【解決手段】繊維を含む材料から形成されるウェブを搬送する搬送部と、タンクから供給される水を混合した大気によりウェブを加湿する加湿器と、加湿器の下流に位置し、ウェブからシートを形成する加熱ローラーと、加湿器と加熱ローラーとの間に位置し、ウェブの水分量を計測する水分計と、タンク内の水の温度を計測する温度計と、湿度を計測する湿度計と、を備えるシート製造装置の制御方法であって、ウェブの先端が水分計に到達するまでの間に、温度計と湿度計との少なくとも一方による計測結果に基づいて、加湿器の駆動を制御する第1モードと、第1モードの実行後に、水分計による計測結果に基づいて、加湿器の駆動を制御する第2モードと、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
繊維を含む材料からシートを製造するシート製造装置を制御する制御方法であって、
前記シート製造装置は、
前記材料を堆積させることにより前記材料からウェブを形成する堆積部と、
前記ウェブを支持した状態で前記ウェブを搬送する搬送ベルトを有する搬送部と、
水を貯留するタンクから供給される前記水を混合した大気を排出することにより前記ウェブを加湿する加湿器と、
前記ウェブの搬送方向で前記加湿器の下流に位置し、前記ウェブを加熱することにより前記ウェブから前記シートを形成する加熱ローラーと、
前記加湿器と前記加熱ローラーとの間に位置し、前記ウェブに含有される水分量を計測する水分計と、
前記タンクに貯留された前記水の温度を計測する温度計と、
前記シート製造装置の外部の湿度を計測する湿度計と、を備え、
前記制御方法は、
前記ウェブの先端が前記水分計に到達するまでの間に、前記温度計による前記水の温度の計測結果と、前記湿度計による前記湿度の計測結果との少なくとも一方に基づいて、前記加湿器の駆動を制御する第1モードと、
前記第1モードの実行後に、前記水分計による前記水分量の計測結果に基づいて、前記加湿器の駆動を制御する第2モードと、を含む、
シート製造装置の制御方法。
続きを表示(約 420 文字)
【請求項2】
前記第1モードにおいて、前記温度計による前記水の温度の計測結果と、前記湿度計による前記湿度の計測結果とのそれぞれを変数とする関数に基づいて、前記加湿器の駆動を制御する、
請求項1に記載のシート製造装置の制御方法。
【請求項3】
前記ウェブの先端が前記水分計に到達したと判定したことに基づいて、前記第1モードから前記第2モードに切り替えること、を含む、
請求項1に記載のシート製造装置の制御方法。
【請求項4】
前記堆積部は、前記材料を堆積させながら回転駆動される堆積ベルトを有し、
前記堆積ベルトの回転駆動を開始してから第1期間が経過した後に前記第1モードによる前記加湿器の駆動を開始し、
前記第1期間が経過してから第2期間が経過したタイミングで前記第1モードから前記第2モードに切り替える、
請求項1に記載のシート製造装置の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シート製造装置の制御方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
特許文献1は、解繊物の水分量情報を取得する計測部と、水分量情報に基づいて解繊物の水分量を調整する水分量調整部と、を備えるシート製造装置を開示する。特許文献1によれば、搬送される解繊物の水分量情報を計測部により取得し、取得した水分量情報に基づいて、搬送方向で計測部の下流に位置する水分量調整部により解繊物の水分量が調整される。
【先行技術文献】
【特許文献】
【0003】
特開2014-208923号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載されたシート製造装置では、水分量調整部により解繊物の水分量を調整した結果が把握されない。つまり、このシート製造装置では、解繊物の水分量に関してフィードバック制御を行うことができない。解繊物の水分量に関してフィードバック制御を行うために、解繊物の搬送方向で水分量調整部の下流に計測部を配置する構成が考えられる。この構成によれば、計測部により取得した水分量情報に基づいて、水分量調整部を制御することができる。しかしながら、解繊物の搬送方向で水分量調整部の下流に計測部を配置する構成では、解繊物の搬送を開始したときの解繊物の先端が計測部に到達するまでの期間にフィードバック制御を行うことができない。つまり、解繊物の搬送方向で水分量調整部の下流に計測部を配置するシート製造装置では、解繊物の搬送を開始したときの解繊物の先端が計測部に到達するまでの期間、水分量調整部を制御することが困難である。
【課題を解決するための手段】
【0005】
シート製造装置の制御方法は、繊維を含む材料からシートを製造するシート製造装置を制御する制御方法であって、前記シート製造装置は、前記材料を堆積させることにより前記材料からウェブを形成する堆積部と、前記ウェブを支持した状態で前記ウェブを搬送する搬送ベルトを有する搬送部と、水を貯留するタンクから供給される前記水を混合した大気を排出することにより前記ウェブを加湿する加湿器と、前記ウェブの搬送方向で前記加湿器の下流に位置し、前記ウェブを加熱することにより前記ウェブから前記シートを形成する加熱ローラーと、前記加湿器と前記加熱ローラーとの間に位置し、前記ウェブに含有される水分量を計測する水分計と、前記タンクに貯留された前記水の温度を計測する温度計と、前記シート製造装置の外部の湿度を計測する湿度計と、を備え、前記制御方法は、前記ウェブの先端が前記水分計に到達するまでの間に、前記温度計による前記水の温度の計測結果と、前記湿度計による前記湿度の計測結果との少なくとも一方に基づいて、前記加湿器の駆動を制御する第1モードと、前記第1モードの実行後に、前記水分計による前記水分量の計測結果に基づいて、前記加湿器の駆動を制御する第2モードと、を含む。
【図面の簡単な説明】
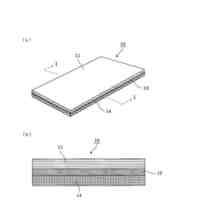
【0006】
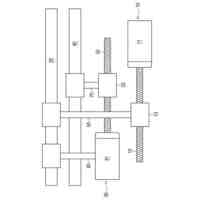
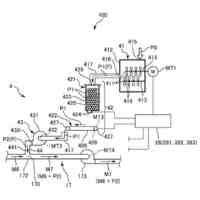
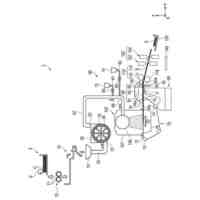
シート製造装置の構成を示す模式図。
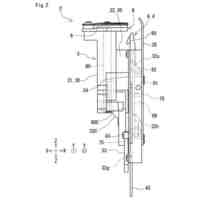
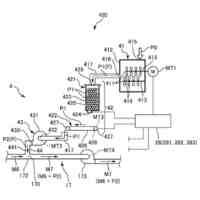
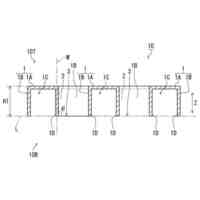
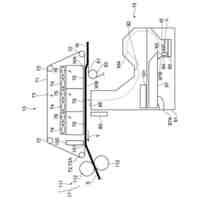
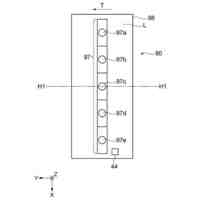
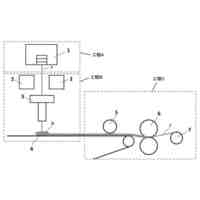
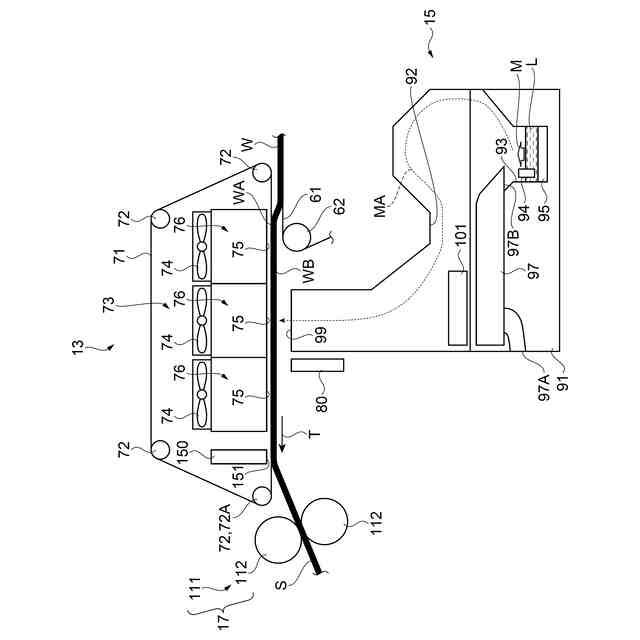
ウェブ搬送部と加湿部とシート形成部とを示す模式図。
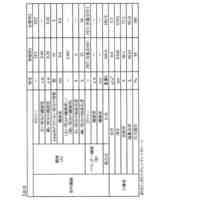
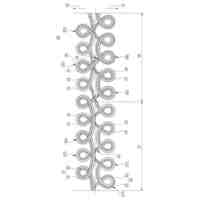
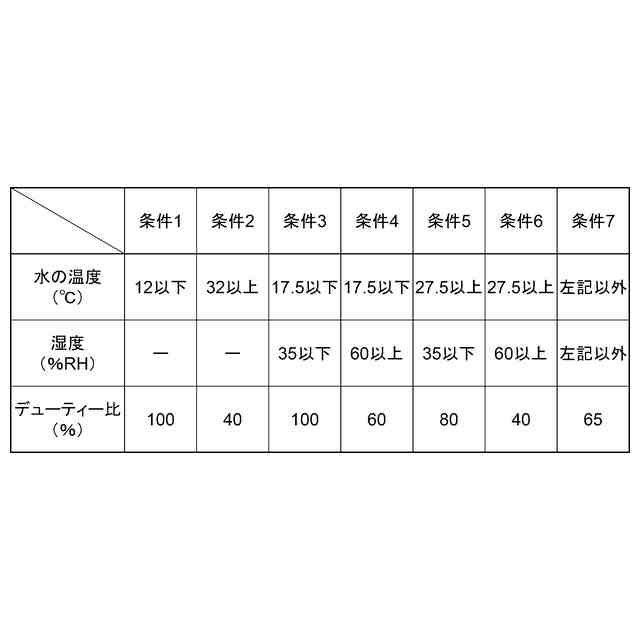
デューティー比を導出するテーブルを示す図。
【発明を実施するための形態】
【0007】
図1に示すように、シート製造装置1は、供給部3と、粗砕部5と、解繊部7と、混合部9と、堆積部10と、ウェブ形成部11と、ウェブ搬送部13と、加湿部15と、シート形成部17と、切断部19と、を有する。シート製造装置1は、原料CからシートSを製造する。原料Cは、種々のプロセスを経ることにより、ウェブWの形態、及びシートSの形態へこの順に変化する。原料CからシートSを形成する種々のプロセスは、主に、上述した各処理部によって実行される。つまり、供給部3と、粗砕部5と、解繊部7と、混合部9と、堆積部10と、ウェブ形成部11と、ウェブ搬送部13と、加湿部15と、シート形成部17と、切断部19とが、それぞれ処理部である。ウェブ搬送部13は、搬送部の一例である。加湿部15は、加湿器の一例である。
【0008】
なお、処理部は、これらに限定されない。これらの処理部に他の処理部を付加したり、これらの処理部のうちいくつかの処理部を複合したり、省略したりしてもよい。原料CからシートSが形成されるプロセスの経路で、後工程に向かう方向を下流という、前工程に向かう方向を上流という。つまり、原料Cは、プロセスの経路で上流から下流に向かって、ウェブW及びシートSへこの順に変化する。なお、プロセスの経路のうちウェブW及びシートSの搬送経路では、それぞれ搬送方向を下流といい、搬送方向とは逆方向を上流という。ウェブWやシートSは、それぞれ、搬送経路を上流から下流に向かって搬送される。
【0009】
さらに、シート製造装置1は、制御部20と、湿度計22と、を有する。制御部20は、シート製造装置1の動作を統括制御するコントローラーである。制御部20は、シート製造装置1の各処理部の動作を制御する。湿度計22は、シート製造装置1が配置される環境の湿度を計測する。湿度計22は、シート製造装置1の図示しない筐体の内部及び外部のいずれに配置されてもよい。湿度計22は、制御部20に通信可能に接続されている。湿度計22による湿度の計測結果は、制御部20に出力される。
【0010】
制御部20は、プロセッサー及びメモリーを有する。プロセッサーは、CPU(Central Processing Unit)やMPU(Micro Processing Unit)などで構成される。メモリーは、RAM(Random Access Memory)やROM(Read Only Memory)などを有する。RAMは、プロセッサーのワークエリアとして機能する。RAMは、各種の制御プログラムや、各種データ等の一時記憶に用いられる。ROMは、シート製造装置1の動作を制御するための制御プログラムや、各種設定情報等を記憶する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社鈴木靴下
繊維製品
1か月前
株式会社島精機製作所
横編機
2か月前
株式会社島精機製作所
横編機
2か月前
株式会社島精機製作所
横編機
2か月前
株式会社島精機製作所
横編機
4か月前
株式会社シーエンジ
三次元網状構造体
16日前
個人
EV自動車と緯編パイル布帛
2か月前
東レ株式会社
不織布およびエアフィルター濾材
2日前
ユニチカ株式会社
化粧料含浸用基布の製造方法
16日前
帝人フロンティア株式会社
編地および繊維製品
2か月前
東レ株式会社
長繊維不織布、分離膜支持体および分離膜
4か月前
セイコーエプソン株式会社
シート製造装置
1か月前
セイコーエプソン株式会社
シート製造装置
1か月前
セイコーエプソン株式会社
シート製造装置
1か月前
東レ・モノフィラメント株式会社
ポリアミド樹脂支持体
3か月前
東洋紡エムシー株式会社
不織布積層体及びそれを用いた袋状物
3か月前
セイコーエプソン株式会社
繊維構造体製造装置
1か月前
株式会社カネカ
難燃性布帛および、それを有する難燃性マットレス
1か月前
セイコーエプソン株式会社
繊維構造体製造装置
1か月前
花王株式会社
不織布
1か月前
株式会社アガツマ
リリアン編み機
2か月前
株式会社島精機製作所
横編機の可動シンカー装置および可動シンカー
2か月前
日本毛織株式会社
編地及び衣類
20日前
株式会社 松田工務店
積層体布帛用シングル丸編地及び積層体布帛
4か月前
セイコーエプソン株式会社
シート製造装置の制御方法
1か月前
セイコーエプソン株式会社
緩衝材及び緩衝材の製造方法
4か月前
佰龍機械廠股ふん有限公司
両面ロングパイル編み物
4か月前
花王株式会社
吸収性物品用不織布
1か月前
佰龍機械廠股ふん有限公司
多色ジャカード両面編み物
3か月前
網太株式会社
編網装置及び位置調整具
4か月前
花王株式会社
吸収性物品用不織布
16日前
日本製紙クレシア株式会社
複合型不織布シート
2か月前
セイコーエプソン株式会社
シート製造装置、及び、シート製造方法
3か月前
セイコーエプソン株式会社
衣服用生地、および衣服用生地製造方法
1か月前
セイコーエプソン株式会社
シート製造装置、及び、シート製造方法
3か月前
株式会社カネカ
スパンボンド不織布の製造方法、スパンボンド不織布、及び、その利用
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ