TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014461
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117034
出願日
2023-07-18
発明の名称
繊維強化樹脂の射出成形装置および射出成形方法
出願人
株式会社日本製鋼所
,
本田技研工業株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/18 20060101AFI20250123BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】生産性を向上させるとともに、廃棄材料を減少させることが可能な繊維強化樹脂の射出成形装置および繊維強化樹脂の射出成形方法を提供する。
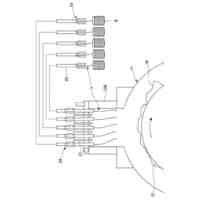
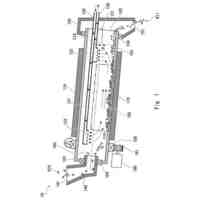
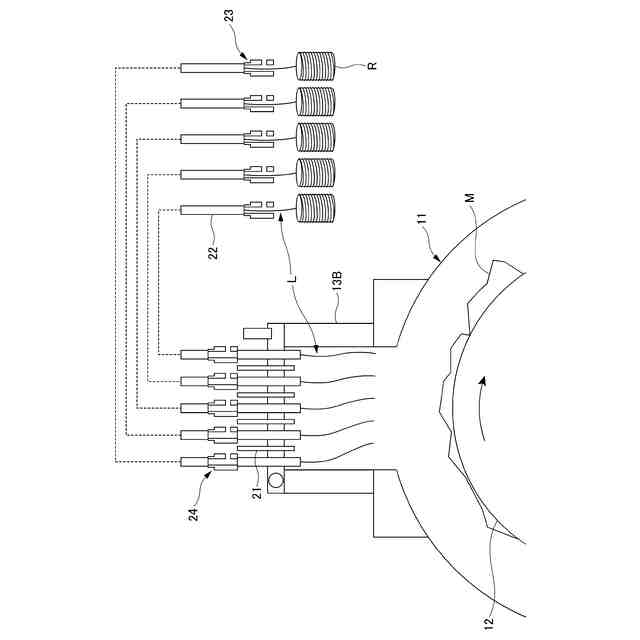
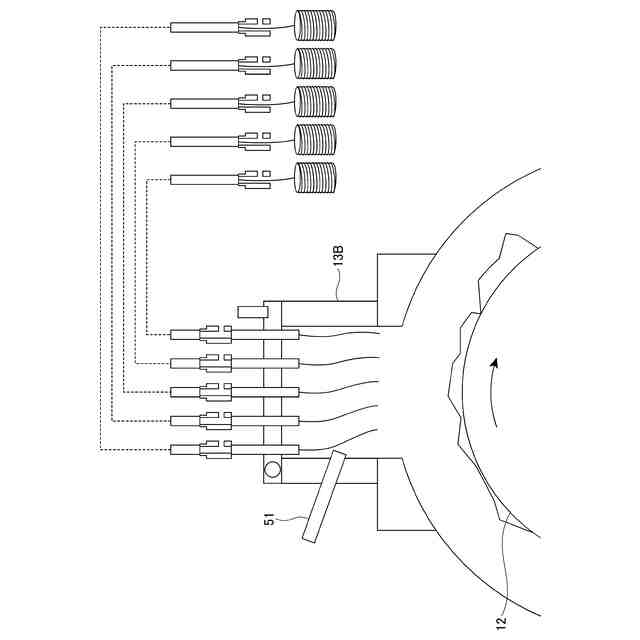
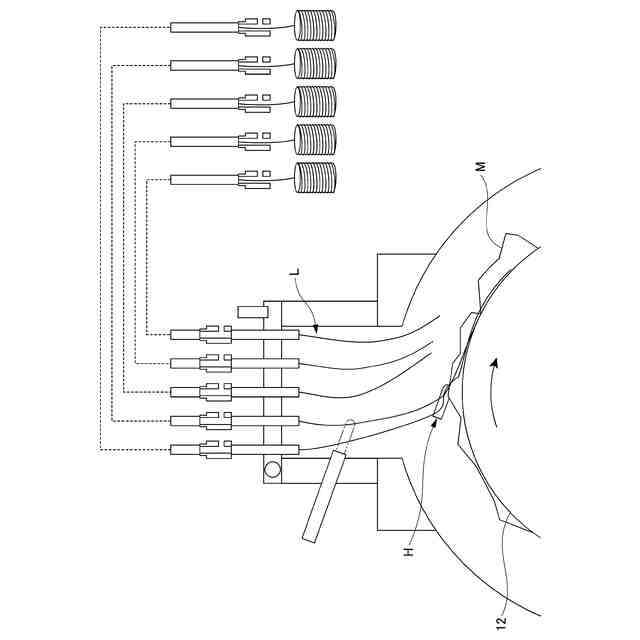
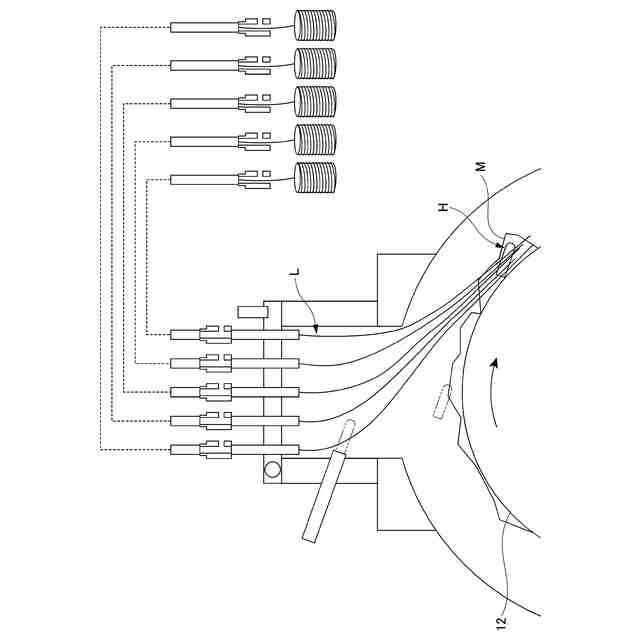
【解決手段】繊維強化樹脂の射出成形装置は、樹脂を溶融させる加熱シリンダ11と、加熱シリンダ11に挿通されているスクリュ12と、加熱シリンダ11に樹脂を投入するホッパーと、加熱シリンダ11に長繊維Lを投入する投入ボックス13Bと、加熱シリンダ11で溶融した溶融樹脂Mと加熱シリンダ11に投入された長繊維Lとの接触をアシストする接着剤噴霧部21と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
樹脂を溶融させる加熱シリンダと、
前記加熱シリンダに挿通されているスクリュと、
前記加熱シリンダに前記樹脂を投入する樹脂投入部と、
前記加熱シリンダに長繊維を投入する長繊維投入部と、
前記加熱シリンダで溶融した樹脂と前記加熱シリンダに投入された長繊維との接触を補助するアシスト部と、を備える、繊維強化樹脂の射出成形装置。
続きを表示(約 780 文字)
【請求項2】
前記長繊維投入部は、前記樹脂投入部の下流側に設けられている、請求項1に記載の繊維強化樹脂の射出成形装置。
【請求項3】
前記長繊維投入部は、前記加熱シリンダに複数の前記長繊維を投入する、請求項1または2に記載の繊維強化樹脂の射出成形装置。
【請求項4】
前記アシスト部は、前記加熱シリンダに投入された複数の長繊維に接着剤を噴霧する、請求項3に記載の繊維強化樹脂の射出成形装置。
【請求項5】
前記アシスト部は、前記加熱シリンダに投入された複数の長繊維の一部にホットメルト接着剤を吐出する、請求項3に記載の繊維強化樹脂の射出成形装置。
【請求項6】
前記アシスト部は、前記加熱シリンダに投入された長繊維に圧縮空気を吐出する、請求項1または2に記載の繊維強化樹脂の射出成形装置。
【請求項7】
前記アシスト部は、前記加熱シリンダに投入された長繊維をガイドプレートで案内する、請求項1または2に記載の繊維強化樹脂の射出成形装置。
【請求項8】
前記アシスト部は、前記長繊維を吸引して、前記加熱シリンダで溶融した樹脂との接触を補助する、請求項1または2に記載の繊維強化樹脂の射出成形装置。
【請求項9】
前記長繊維投入部に、前記長繊維を着脱可能な棒状部材が設けられており、
前記アシスト部は、前記長繊維を取り付けた棒状部材を移動させて、前記加熱シリンダで溶融した樹脂との接触を補助する、請求項1または2に記載の繊維強化樹脂の射出成形装置。
【請求項10】
前記長繊維投入部に、前記長繊維を搬送する搬送部材が設けられている、請求項1または2に記載の繊維強化樹脂の射出成形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、繊維強化樹脂の射出成形装置および繊維強化樹脂の射出成形方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
従来、樹脂と長繊維を事前に溶融混練せず、加熱シリンダ(加熱筒)に直接樹脂と長繊維を投入して、溶融混練して、射出成形するダイレクト射出成形機が知られている。
【0003】
特許文献1には、加熱筒と、加熱筒の内側に挿通されるスクリュと、スクリュの先端側に設けられる射出部と、加熱筒の内側にマトリックス樹脂を投入する樹脂投入部と、加熱筒の内側に長繊維を投入する長繊維投入部と、加熱筒の内側に長繊維よりも短い短繊維を投入する短繊維投入部と、を有する繊維強化樹脂成形品の製造装置が記載されている。ここで、繊維強化樹脂成形品の製造装置は、長繊維投入部よりも短繊維投入部がスクリュの後端に近い。
【先行技術文献】
【特許文献】
【0004】
特開2022-138851号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されている繊維強化樹脂成形品の製造装置では、加熱筒で溶融した樹脂に複数の長繊維が接触しにくくなって、生産性が低下するとともに、廃棄材料が増加する場合がある。
【0006】
本発明は、生産性を向上させるとともに、廃棄材料を減少させることが可能な繊維強化樹脂の射出成形装置および繊維強化樹脂の射出成形方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)樹脂を溶融させる加熱シリンダと、前記加熱シリンダに挿通されているスクリュと、前記加熱シリンダに前記樹脂を投入する樹脂投入部と、前記加熱シリンダに長繊維を投入する長繊維投入部と、前記加熱シリンダで溶融した樹脂と前記加熱シリンダに投入された長繊維との接触を補助するアシスト部と、を備える、繊維強化樹脂の射出成形装置。
【0008】
(2)前記長繊維投入部は、前記樹脂投入部の下流側に設けられている、(1)に記載の繊維強化樹脂の射出成形装置。
【0009】
(3)前記長繊維投入部は、前記加熱シリンダに複数の前記長繊維を投入する、(1)または(2)に記載の繊維強化樹脂の射出成形装置。
【0010】
(4)前記アシスト部は、前記加熱シリンダに投入された複数の長繊維に接着剤を噴霧する、(3)に記載の繊維強化樹脂の射出成形装置。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
繊維強化樹脂の射出成形装置および射出成形方法
1日前
株式会社日本製鋼所
反応装置
3日前
株式会社日本製鋼所
電池用材料製造方法
1日前
株式会社日本製鋼所
2台の射出装置を備えたツイン射出成形機
7日前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
CKD株式会社
型用台車
1か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
グンゼ株式会社
ピン
1か月前
株式会社日本製鋼所
押出機
3か月前
個人
射出ミキシングノズル
3か月前
株式会社FTS
ロッド
7日前
個人
樹脂可塑化方法及び装置
14日前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
シート剥離装置
5か月前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社日本製鋼所
押出成形装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社FTS
セパレータ
1日前
株式会社リコー
画像形成システム
1か月前
株式会社リコー
シート処理システム
5か月前
KTX株式会社
シェル型の作製方法
7か月前
トヨタ自動車株式会社
真空成形方法
8か月前
トヨタ自動車株式会社
3Dプリンタ
1か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
トヨタ自動車株式会社
真空成形装置
8か月前
株式会社リコー
シート処理システム
5か月前
日東工業株式会社
インサート成形機
1か月前
小林工業株式会社
振動溶着機
7か月前
個人
ノズルおよび熱風溶接機
23日前
東レ株式会社
溶融押出装置および押出方法
22日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ