TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025011591
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023113786
出願日
2023-07-11
発明の名称
レーザ溶接インプロセス検査方法
出願人
日立Astemo株式会社
代理人
弁理士法人綾田事務所
主分類
B23K
26/00 20140101AFI20250117BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 溶融池の内部欠陥を精度良く検出できるレーザ溶接インプロセス検査方法を提供する。
【解決手段】 溶融池画像から、溶接方向に直交する方向の溶融池幅を計測し、溶融池の溶接方向の所定よりも後方の溶融池幅が下限閾値以下、または上限閾値以上である場合に、内部欠陥があると判定する。
【選択図】 図11
特許請求の範囲
【請求項1】
被溶接材にレーザ光を照射することにより形成された溶融池を撮影する工程を備えたレーザ溶接インプロセス検査方法であって、
撮影された前記溶融池の画像から、溶接方向に直交する方向の前記溶融池の幅を計測し、前記溶融池の溶接方向の所定よりも後方の前記溶融池の幅が第1下限閾値以下、または第1上限閾値以上である場合に、内部欠陥があると判定する、
レーザ溶接インプロセス検査方法。
続きを表示(約 330 文字)
【請求項2】
請求項1に記載のレーザ溶接インプロセス検査方法であって、
前記レーザ溶接中にカメラで撮影した前記溶融池の画像の画素毎の輝度に時間軸方向のローパスフィルタをかけた画像を基に前記溶融池の後方の溶融池の幅を検出する、
レーザ溶接インプロセス検査方法。
【請求項3】
請求項1または2に記載のレーザ溶接インプロセス検査方法であって、
前記撮影された前記溶融池の溶接方向の所定よりも後方の前記溶融池の幅が前記第1下限閾値以下、または前記第1上限閾値以上であり、かつ、溶接光センサの信号が第2下限閾値以下、または第2上限閾値以上である場合に、内部欠陥があると判定する、
レーザ溶接インプロセス検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ溶接インプロセス検査方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
特許文献1には、レーザ溶接中の溶融池画像において、レーザ中心位置から所定距離にある溶融池幅の最大値と最小値との差を変動量として求め、変動量が適切な範囲内に有るか否かに基づいて、レーザ溶接の品質の良否を判定する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第6856845号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来技術にあっては、レーザ溶接の品質が均一か否かは判定できるものの、溶融池の内部欠陥を精度良く検出できないという問題があった。
本発明の目的の一つは、溶融池の内部欠陥を精度良く検出できるレーザ溶接インプロセス検査方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明の一実施形態におけるレーザ溶接インプロセス検査方法は、溶融池の画像から、溶接方向に直交する方向の溶融池の幅を計測し、溶融池の溶接方向の所定よりも後方の溶融池の幅が閾値以下である場合に、内部欠陥があると判定する。
【発明の効果】
【0006】
よって、本発明にあっては、溶融池の内部欠陥を精度良く検出できる。
【図面の簡単な説明】
【0007】
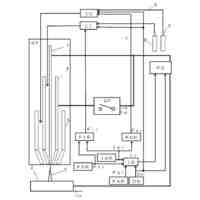
実施形態1のレーザ溶接・検査装置の模式図である。
実施形態1において検査対象とする内部欠陥のX線CT画像の一例である。
レーザ溶接中にカメラ12で撮影した通常溶接時の溶融池画像の一例である。
内部欠陥発生時の溶融池画像の一例である。
内部欠陥発生直後の溶融池画像の一例である。
ヒューム発生時の溶融池画像の一例である。
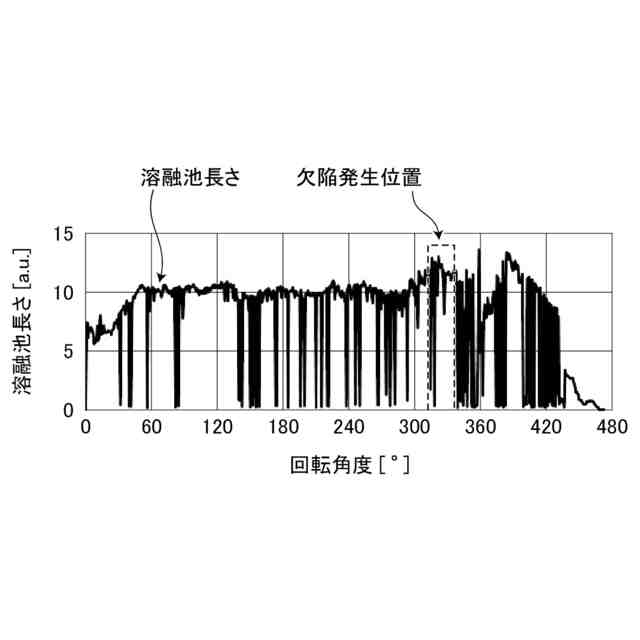
溶融池画像から計算した溶融池長さおよび内部欠陥発生位置の一例である。
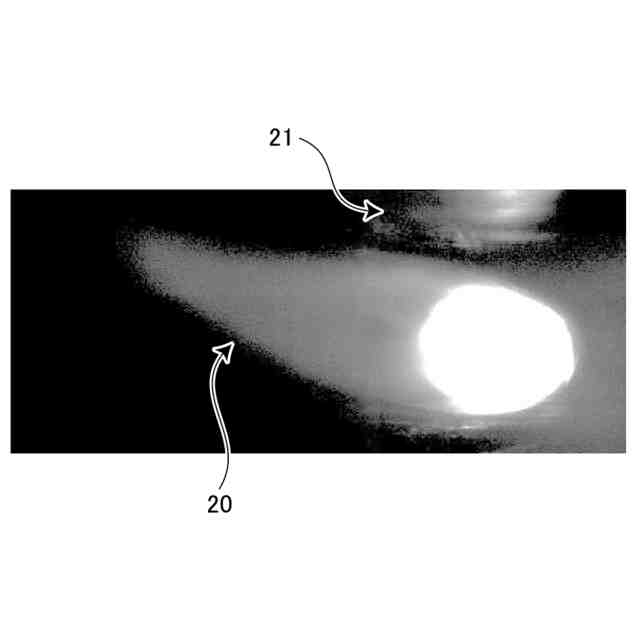
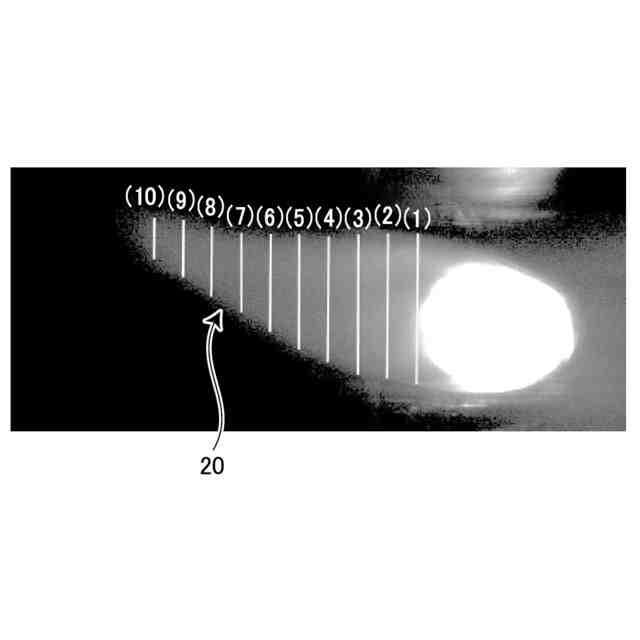
溶融池画像において、溶融池20の進行方向に垂直な方向における溶融池幅を示す図である。
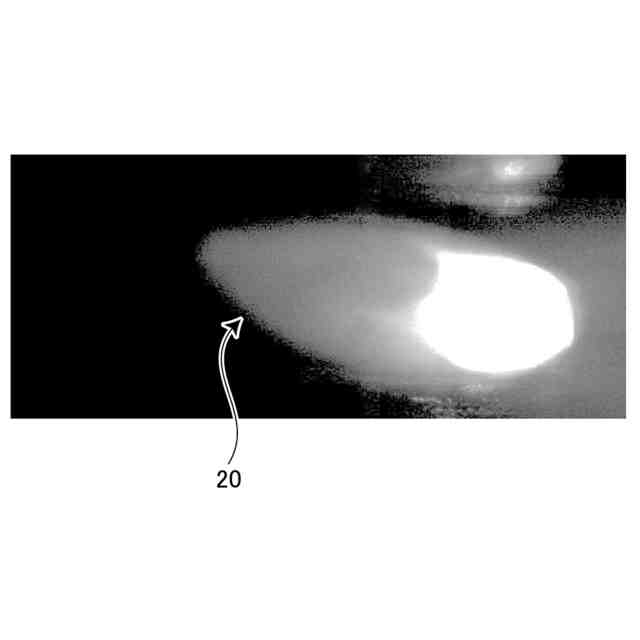
ヒューム発生時の溶融池幅を示す図である。
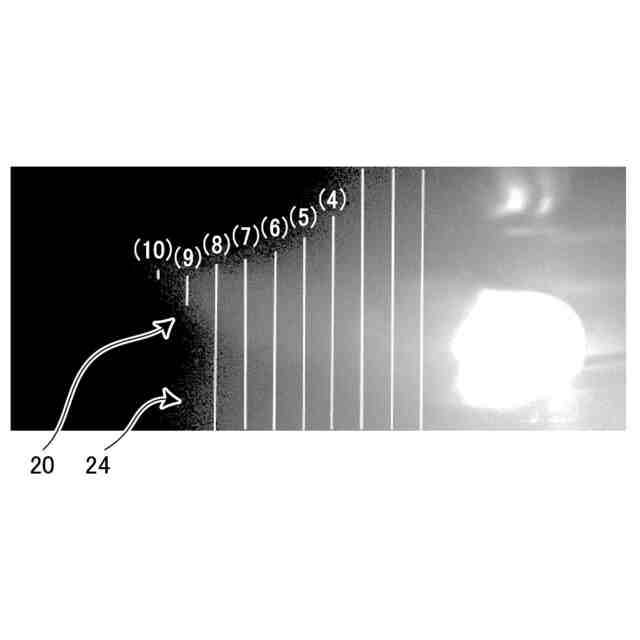
内部欠陥発生直後の溶融池幅を示す図である。
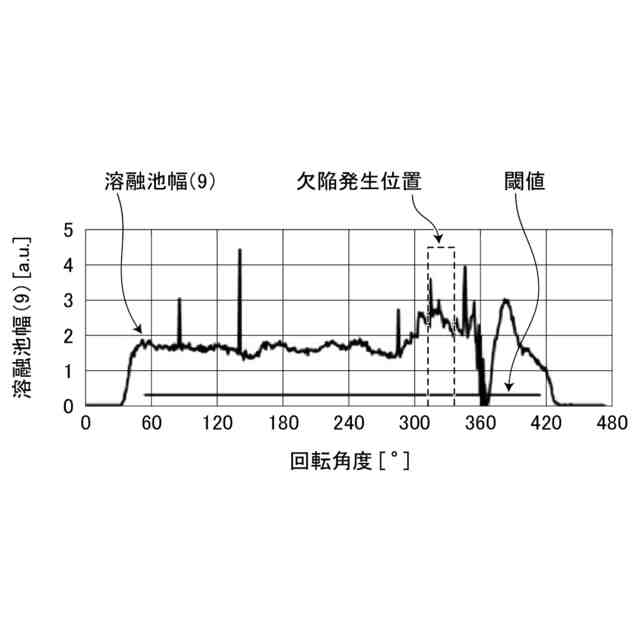
溶融池画像から計算した溶融池幅(9)と欠陥発生位置との関係を示す図である。
溶融池画像から計算した溶融池幅(10)と欠陥発生位置との関係を示す図である。
画像処理・検査装置15で実行される欠陥判定処理の流れを示すフローチャートである。
大きなヒュームが発生した際の溶融池画像である。
溶融池画像中のある画素に対して100Hzのローパスフィルタをかける前の(a)輝度の時刻波形および(b)周波数分布の一例である。
溶融池画像中のある画素に対して100Hzのローパスフィルタをかけた後の(a)輝度の時刻波形および(b)周波数分布の一例である。
レーザ溶接中にカメラ12で撮影した通常溶接時の(a)ローパスフィルタをかける前の溶融池画像に対し、画像処理後に得た溶融池幅を重ね合わせた画像および(b)ローパスフィルタをかけ、溶融池後半のみ2値化した溶融池画像の一例である。
レーザ溶接中にカメラ12で撮影した内部欠陥発生時の(a)ローパスフィルタをかける前の溶融池画像に対し、画像処理後に得た溶融池幅を重ね合わせた画像および(b)ローパスフィルタをかけ、溶融池後半のみ2値化した溶融池画像および溶融池画像から計算した溶融池幅(7)と上限閾値と欠陥発生位置との関係を示す図である。
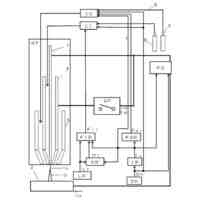
実施形態4のレーザ溶接・検査装置の模式図である。
溶接光センサ単体の判定方法を示す図である。
【発明を実施するための形態】
【0008】
〔実施形態1〕
図1は、実施形態1のレーザ溶接・検査装置の模式図である。
実施形態1のレーザ溶接・検査装置は、レーザ発振器1、レーザ用光ファイバ2、加工ヘッド3、コリメーションレンズ4、一部波長透過ミラー6、対物レンズ7、ロータリスピンドル10、加工ステージ11、カメラ12、ミラー13、カメラ用対物レンズ14、画像処理・検査装置15およびレーザ溶接制御装置16を備える。コリメーションレンズ4は、加工ヘッド3内でビーム幅を広げる。一部波長透過ミラー6は、溶接対象物(以下、ワークと称す。)5から発せられた光をカメラ12に送る。対物レンズ7は、加工ヘッド3内の広いビーム幅のレーザ8をワーク5に集光させる。ミラー13は、ワーク5から発せられた光をカメラ12に導光する。画像処理・検査装置15は、カメラ12で撮影された画像を画像処理し、ブローホール等の内部欠陥の有無を判定する。
【0009】
実施形態1のレーザ発振器1は、波長が約1,030nmのディスクレーザである。またワーク5は、304ステンレス鋼を素材とする燃料ポンプ部品である。
レーザ発振器1で生成されたレーザ8は、レーザ用光ファイバ2を通じて、加工ヘッド3に送られる。レーザ8はコリメーションレンズ4でビーム幅が広げられ、一部波長透過ミラー6を透過し、対物レンズ7で集光され、ワーク5に照射される。ワーク5はロータリスピンドル10に固定され、所定の速度で矢印9の方向に回転する。ワーク5の溶融池から発せられた光は、対物レンズ7、一部波長透過ミラー6とミラー13で反射し、さらにカメラ用対物レンズ14を通過してカメラ12に入る。
【0010】
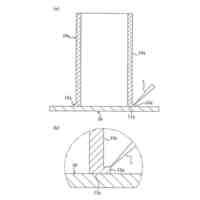
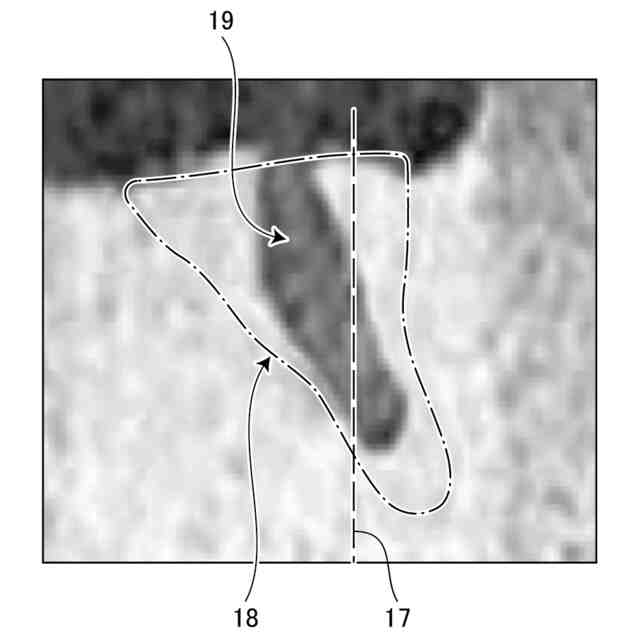
図2は、実施形態1において検査対象とする内部欠陥のX線CT画像の一例である。
図2において、破線で示す接合面17を跨ぐように溶接ビード部18が設けられ、溶接ビード部18の内部には、ブローホール19が発生している。ブローホール19は、端部が溶接ビード部18の表面に露出している場合は外観検査で検出できるが、端部が塞がれていると外観検査では検出できない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
工作機械
今日
有限会社津谷工業
切削工具
1か月前
株式会社不二越
タップ
2か月前
株式会社トーキン
溶接用トーチ
5日前
トヨタ自動車株式会社
積層コア
21日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社ツガミ
工作機械
9日前
トヨタ自動車株式会社
検査方法
9日前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
20日前
株式会社不二越
歯車研削盤
2か月前
株式会社オーエム製作所
工作機械
12日前
三菱電機株式会社
ねじ取り出し装置
13日前
株式会社FUJI
自動化用パレット
1か月前
トヨタ自動車株式会社
位相測定方法
20日前
株式会社関本管工
エルボ管保持装置
5日前
サムテック株式会社
加工物製造方法
20日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
株式会社浪速試錐工業所
防風カバー
2か月前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社不二越
工具の製造方法
21日前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
工機ホールディングス株式会社
作業機
1か月前
DMG森精機株式会社
工作機械
9日前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
超硬合金製ドリル
13日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
22日前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
三恵技研工業株式会社
金属部品の製造方法
1か月前
三菱マテリアル株式会社
表面被覆切削工具
20日前
株式会社不二越
スカイビングカッタ
1か月前
高松機械工業株式会社
空冷システム
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ