TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025010703
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023112836
出願日
2023-07-10
発明の名称
ホース前駆体およびホースの製造方法
出願人
株式会社イノアックコーポレーション
代理人
個人
,
個人
主分類
B29C
45/43 20060101AFI20250116BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】開口部を開口させる工程を簡素にすることで作業効率を向上させ、ホースの品質を向上させることができる技術を提供すること。
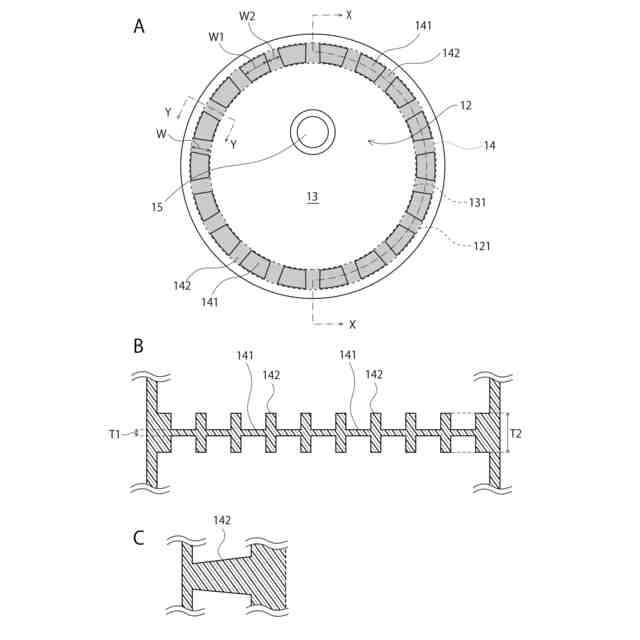
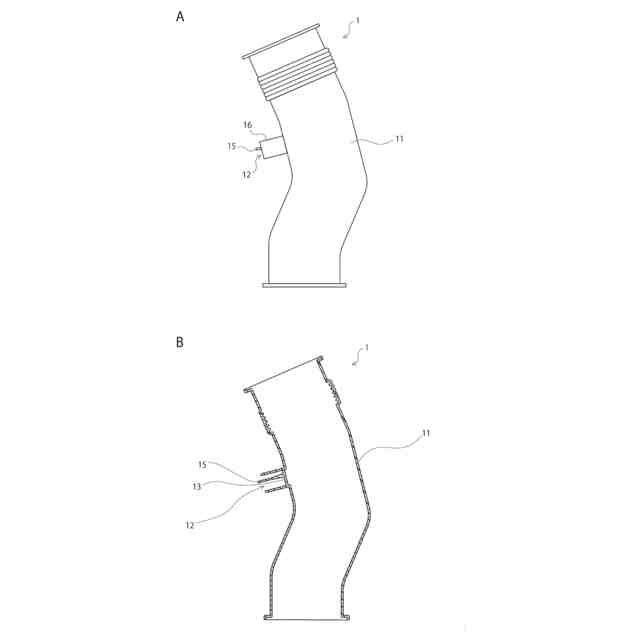
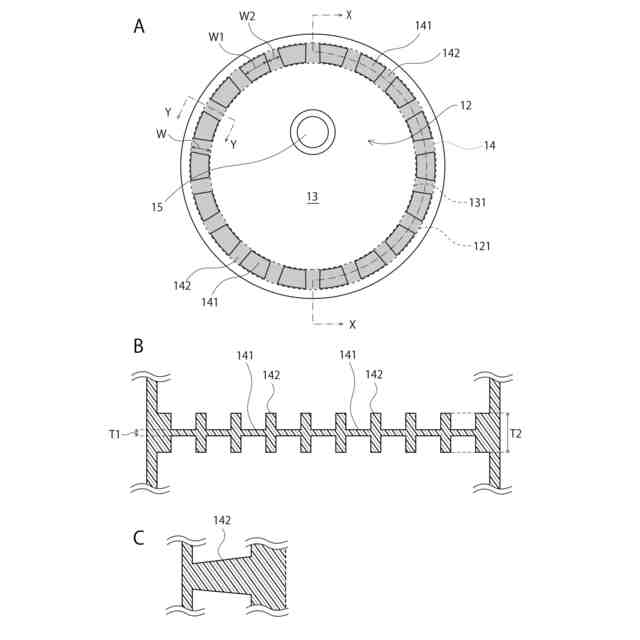
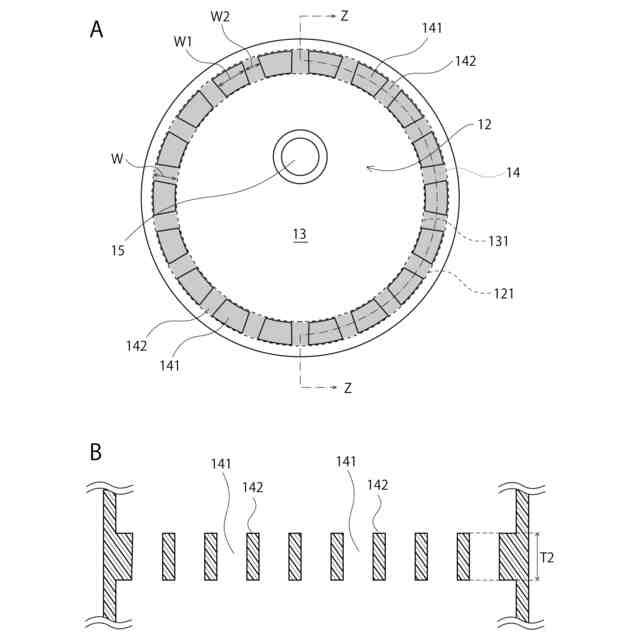
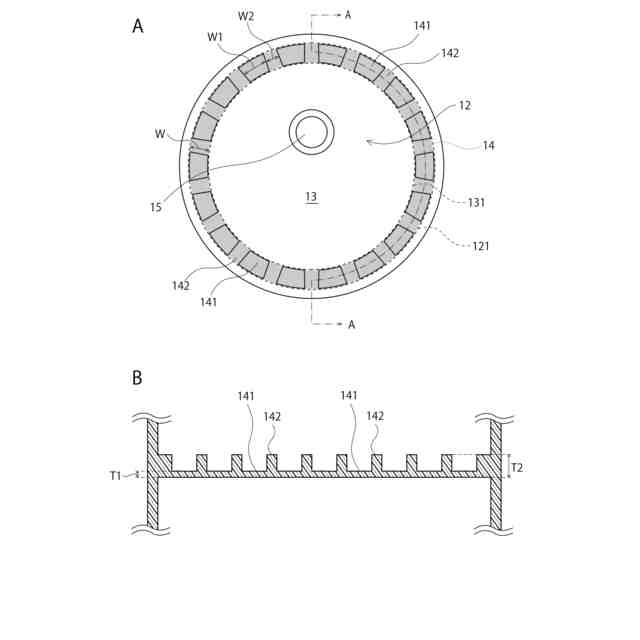
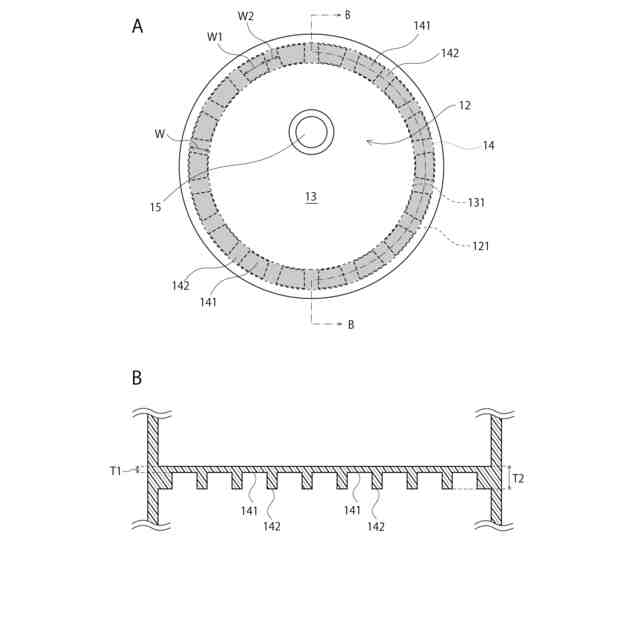
【解決手段】ホース本体と、前記ホース本体の外周面に形成されている開口部と、前記開口部を閉塞する閉塞部と、前記閉塞部の外周囲に形成されており、前記開口部の内周壁と前記閉塞部の外周壁とを接続する接続部と、を備えており、前記接続部は、厚みが0または前記ホース本体の厚みより薄い第1領域と、厚みが前記第1領域の厚みより厚い第2領域と、を周方向に交互に有している、ホース前駆体などを提供する。
【選択図】図4
特許請求の範囲
【請求項1】
ホース本体と、
前記ホース本体の外周面に形成されている開口部と、
前記開口部を閉塞する閉塞部と、
前記閉塞部の外周囲に形成されており、前記開口部の内周壁と前記閉塞部の外周壁とを接続する接続部と、を備えており、
前記接続部は、厚みが0または前記ホース本体の厚みより薄い第1領域と、厚みが前記第1領域の厚みより厚い第2領域と、を周方向に交互に有している、ホース前駆体。
続きを表示(約 560 文字)
【請求項2】
前記第2領域は、前記閉塞部の外周壁から前記開口部の内周壁に向かうほど周方向の幅もしくは厚みまたはその両方が小さくなっている、
請求項1に記載のホース前駆体。
【請求項3】
ホース本体と、
前記ホース本体の外周面に形成されている開口部と、を備えているホースの製造方法であって、
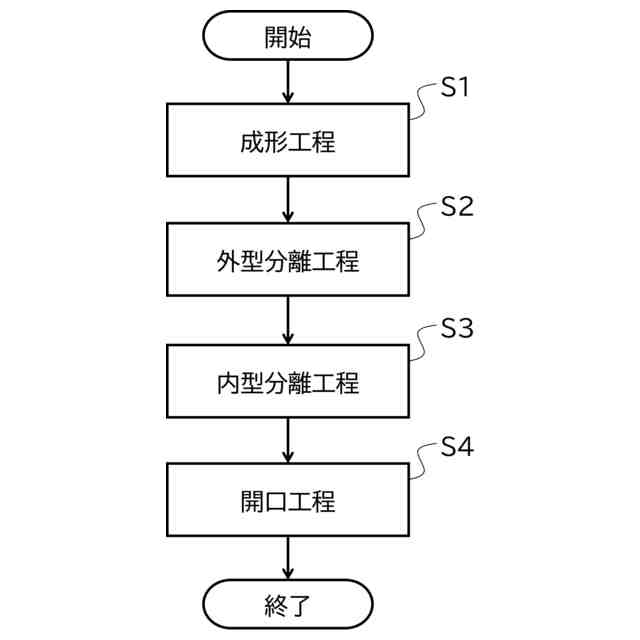
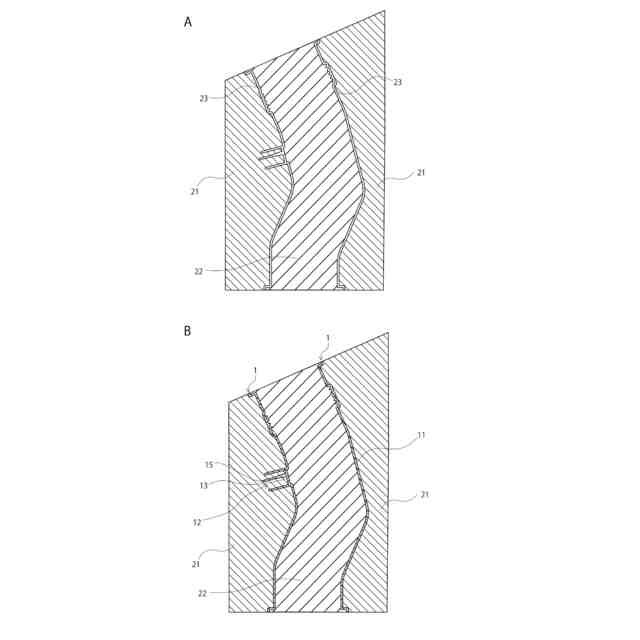
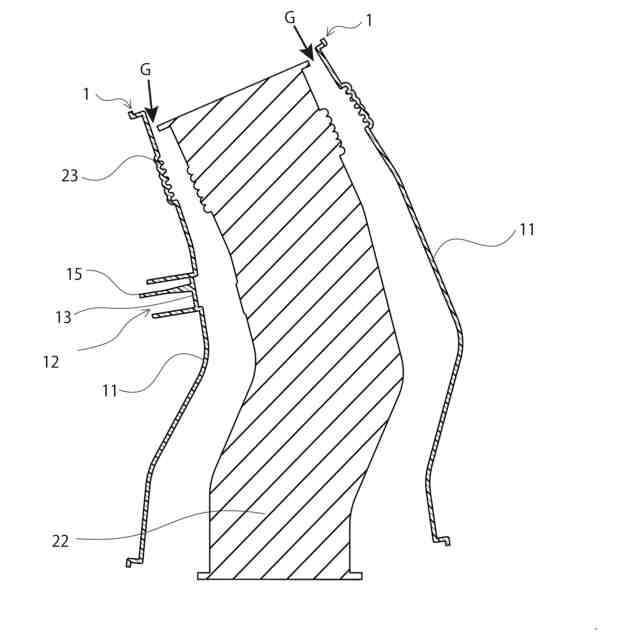
前記ホース本体の外周面に沿った形状を有する外型と、前記ホース本体の内周面に沿った形状を有する内型と、の間に成形材料を射出して、前記ホース本体と、前記開口部を閉塞する閉塞部と、前記閉塞部の外周囲に形成されており、前記開口部の内周壁と前記閉塞部の外周壁とを接続する接続部と、を備えているホース前駆体を成形する成形工程と、
前記ホース前駆体から前記外型を分離する外型分離工程と、
前記ホース前駆体と前記内型との間に気体を注入して、前記ホース前駆体を前記内型から分離する内型分離工程と、
前記接続部を破断させて、前記閉塞部を前記開口部から分離することにより、前記開口部を開口させる開口工程と、を含んでおり、
前記接続部は、厚みが0または前記ホース本体の厚みより薄い第1領域と、厚みが前記第1領域の厚みより厚い第2領域と、を周方向に交互に有している、ホースの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本技術は、ホース前駆体およびホースの製造方法に関する。より詳しくは、車両の部品として構成されるホースの前駆体および製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
自動車などの車両の部品として、ホースはさまざまな用途で使用されている。例えばエンジンへの空気供給に関与するエアインテークシステムでは、エアクリーナーからエンジンへの空気の導管としてホースが使用される。
【0003】
このようなホースの外周面に開口部を形成することがある。この開口部により、例えばホースの内部を通る気体または液体の経路を分岐させることができる。
【0004】
ホースは、例えば射出成形により成形することができる。射出成形は、プラスチックや樹脂などの熱可塑性材料を溶融して金型に射出し、特定の形状や構造を有している製品を製造するための成形方法である。
【0005】
射出成形によりホースを成形する場合は、金型は、ホースの外周面に沿った形状を有する外型と、ホースの内周面に沿った形状を有する内型と、から構成される。外型と内型との間に形成されている空洞に成形材料を射出することで、ホース前駆体を成形することができる。その後、外径とホース前駆体とを分離する。さらに、ホース前駆体と内型との間に気体を注入することで、ホース前駆体と内型とを分離しやすくすることができる。
【0006】
しかし、ホースの外周面に開口部を形成する場合、この開口部から気体が漏れてしまい、ホース前駆体と内型とが分離しにくくなる。そのため、開口部を塞いだ状態でホース前駆体を成形し、ホース前駆体と内型とを分離した後に開口部を開口させる必要がある。
【0007】
従来、刃物などで開口部を加工することで、開口部を開口させている。しかし、加工不良により、開口部の内周囲にバリ(不要な突起)が生じて、ホースの品質が低下するおそれがある。そのため、バリを除去する加工が必要になり、作業効率が低下する。また、刃物などで開口部を加工するには手間がかかるため、作業効率が低下する。したがって、作業効率を向上させるため、刃物を用いずに開口部を開口させる技術が求められている。
【0008】
例えば特許文献1では、「分岐ホース前駆体のつまみ部を把持して分岐通路側に引き出すことにより閉塞部を分岐部から破断させて、つまみ部を閉塞部とともに分岐通路から取り出すことにより、連通穴を開口させる穴あけ工程」を含むことで、簡素に分岐ホースを製造することができる技術が開示されている。
【先行技術文献】
【特許文献】
【0009】
特開2010-125813号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、開口部を開口させる技術には、改善の余地がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
CKD株式会社
型用台車
1か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
4か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
3か月前
グンゼ株式会社
ピン
1か月前
株式会社FTS
ロッド
12日前
個人
樹脂可塑化方法及び装置
19日前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
5か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社FTS
セパレータ
6日前
株式会社日本製鋼所
押出成形装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
個人
ノズルおよび熱風溶接機
28日前
株式会社リコー
シート処理システム
5か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
トヨタ自動車株式会社
真空成形装置
9か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形方法
8か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
株式会社城北精工所
押出成形用ダイ
10か月前
日東工業株式会社
インサート成形機
2か月前
小林工業株式会社
振動溶着機
7か月前
KTX株式会社
シェル型の作製方法
7か月前
東レ株式会社
溶融押出装置および押出方法
27日前
東ソー株式会社
高純度薬品用容器の製造方法
7か月前
株式会社カネカ
再生アクリル樹脂の製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































