TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025009570
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023112664
出願日
2023-07-07
発明の名称
射出ノズル取付部材、射出装置、および射出成形機
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/17 20060101AFI20250110BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】加熱シリンダの先端の端面にタップ穴をあけずに射出ノズルを取り付けることができる射出ノズル取付部材を提供する。
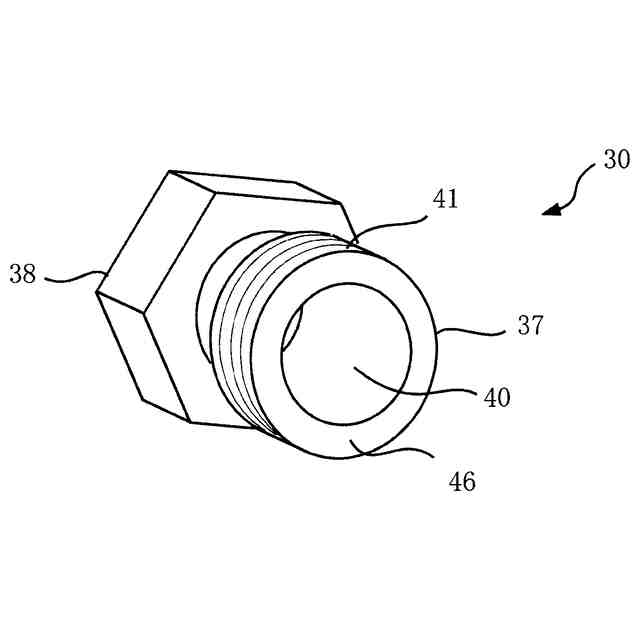
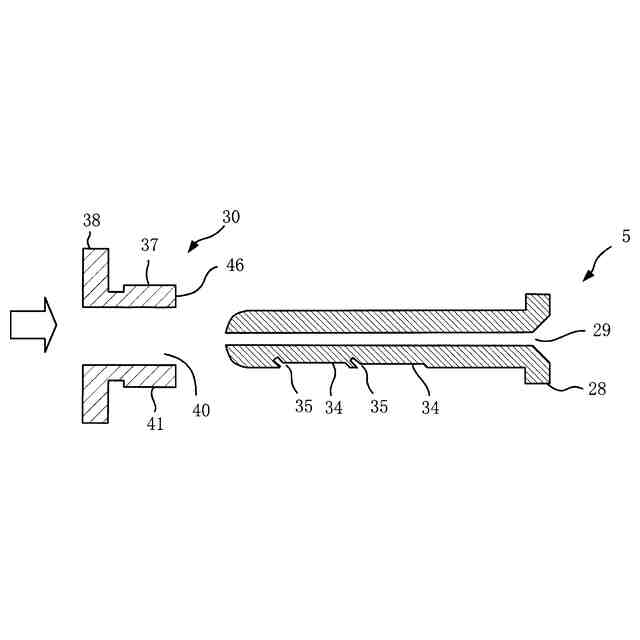
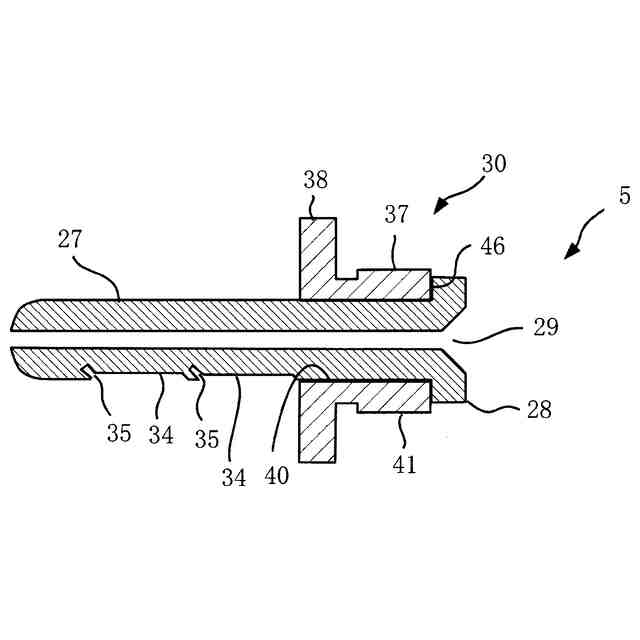
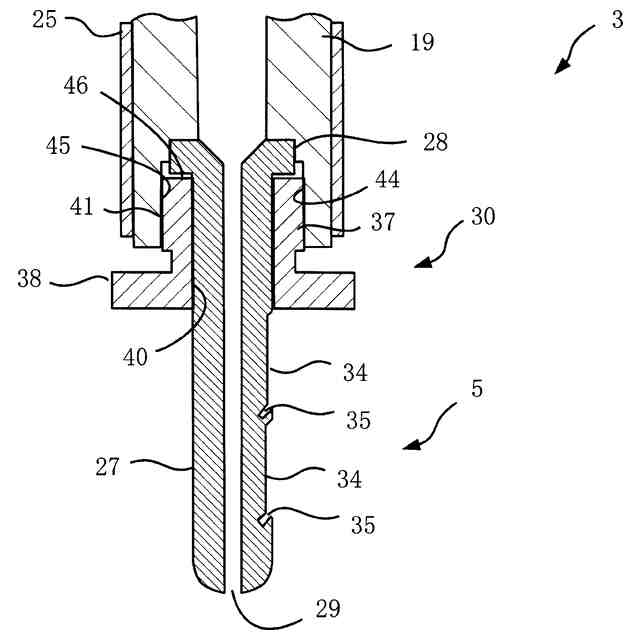
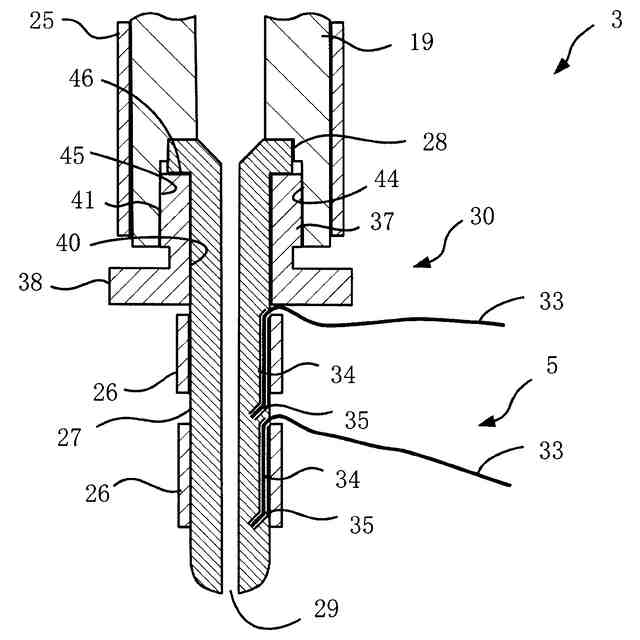
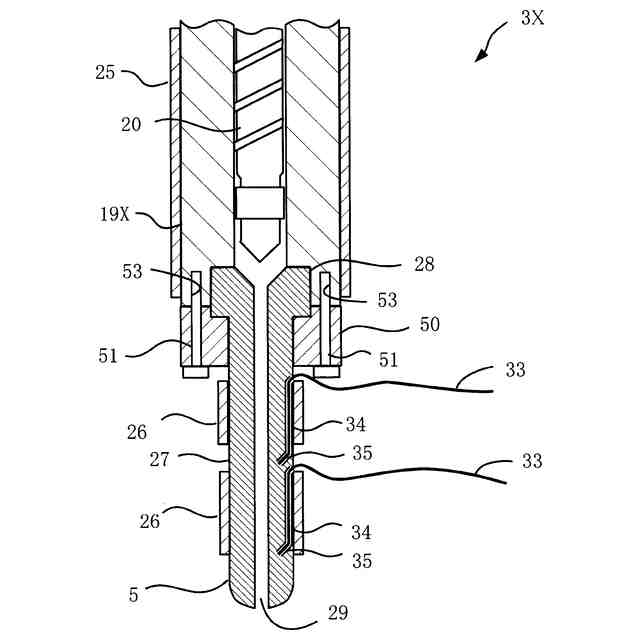
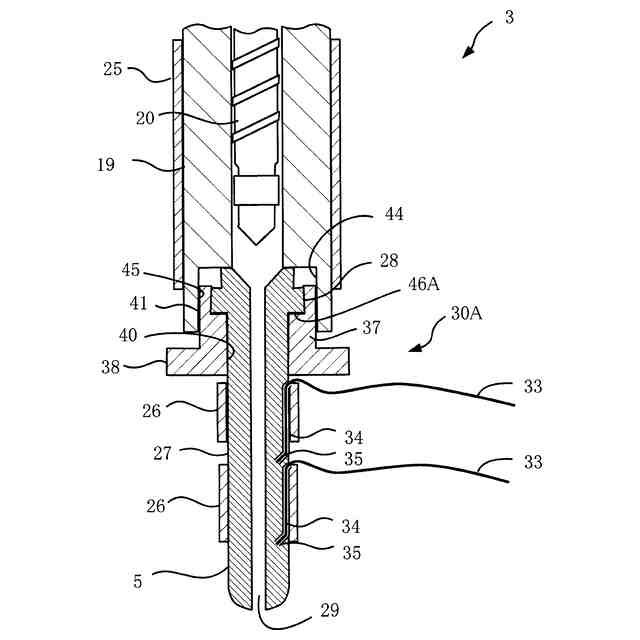
【解決手段】射出ノズル取付部材(30)において、軸中心に貫通孔(40)を空け、後端部の外周面に雄ネジ(41)を形成し、所定の部分にフランジ押さえ部(46)を設ける。射出ノズル取付部材(30)に対して、貫通孔(40)に胴部(27)を挿入するようにして射出ノズル(5)を取り付ける。次いで射出ノズル取付部材(30)の雄ネジ(41)を加熱シリンダ(19)の先端に形成されている雌ネジ(45)に螺合させ締め付ける。そうするとフランジ押さえ部(46)によりフランジ部(28)が押さえつけられて射出ノズル(5)が加熱シリンダ(19)に取り付けられる。
【選択図】図2
特許請求の範囲
【請求項1】
加熱シリンダの先端に、円柱状の胴部と後端において拡径したフランジ部とを備えた射出ノズルを取り付けるための射出ノズル取付部材であって、
前記射出ノズル取付部材は、軸中心に前記胴部を挿入するための貫通孔があけられ、後端部の外周面に雄ネジが形成され、所定の部分には前記フランジ部を前記加熱シリンダの方に押さえつけるためのフランジ押さえ部が設けられ、
前記射出ノズル取付部材に対して、前記貫通孔に前記胴部を挿入するようにして前記射出ノズルを取り付け、前記加熱シリンダの先端に形成されている雌ネジに前記雄ネジを螺合させて前記射出ノズル取付部材を前記加熱シリンダに取り付けると、前記フランジ押さえ部により前記フランジ部が押さえつけられて前記射出ノズルが取り付けられるようになっている、射出ノズル取付部材。
続きを表示(約 1,400 文字)
【請求項2】
前記射出ノズル取付部材は締付用工具が係合され回転させるための締付部を備えている、請求項1に記載の射出ノズル取付部材。
【請求項3】
前記フランジ押さえ部は前記後端部の端面である、請求項1または2に記載の射出ノズル取付部材。
【請求項4】
前記貫通孔は出口近傍で段状に拡径されており、拡径された段部が前記フランジ押さえ部になっている、請求項1または2に記載の射出ノズル取付部材。
【請求項5】
加熱シリンダと、
前記加熱シリンダに入れられているスクリュと、
前記加熱シリンダの先端に取り付けられている射出ノズルと、
前記射出ノズルを前記加熱シリンダに取り付けている射出ノズル取付部材と、を備え、
前記加熱シリンダは、先端に軸方向の穴が開けられ、該穴に雌ネジが形成されており、
前記射出ノズルは、円柱状の胴部と、後端において拡径したフランジ部と、を備え、
前記射出ノズル取付部材は、軸中心に前記胴部を挿入するための貫通孔があけられ、後端部の外周面に雄ネジが形成され、所定の部分には前記フランジ部を前記加熱シリンダの方に押さえつけるためのフランジ押さえ部が設けられ、
前記射出ノズルは、前記胴部が前記貫通孔に挿入され、前記フランジ部が前記フランジ押さえ部によって押さえられ、前記雄ネジが前記雌ネジに締め付けられるようにして、前記射出ノズル取付部材によって前記加熱シリンダに取り付けられている、射出装置。
【請求項6】
前記射出ノズル取付部材は締付用工具が係合され回転させるための締付部を備えている、請求項5に記載の射出装置。
【請求項7】
前記フランジ押さえ部は前記射出ノズル取付部材の前記後端部の端面である、請求項5または6に記載の射出装置。
【請求項8】
前記射出ノズル取付部材の前記貫通孔は出口近傍で段状に拡径されており、拡径された段部が前記フランジ押さえ部になっている、請求項5または6に記載の射出装置。
【請求項9】
金型を型締めする型締装置と、
射出材料を射出する射出装置と、を備え、
前記射出装置は、加熱シリンダと、
前記加熱シリンダに入れられているスクリュと、
前記加熱シリンダの先端に取り付けられている射出ノズルと、
前記射出ノズルを前記加熱シリンダに取り付けている射出ノズル取付部材と、を備え、
前記加熱シリンダは、先端に軸方向の穴が開けられ、該穴に雌ネジが形成されており、
前記射出ノズルは、円柱状の胴部と、後端において拡径したフランジ部と、を備え、
前記射出ノズル取付部材は、軸中心に前記胴部を挿入するための貫通孔があけられ、後端部の外周面に雄ネジが形成され、所定の部分には前記フランジ部を前記加熱シリンダの方に押さえつけるためのフランジ押さえ部が設けられ、
前記射出ノズルは、前記胴部が前記貫通孔に挿入され、前記フランジ部が前記フランジ押さえ部によって押さえられ、前記雄ネジが前記雌ネジに締め付けられるようにして、前記射出ノズル取付部材によって前記加熱シリンダに取り付けられている、射出成形機。
【請求項10】
前記射出ノズル取付部材は締付用工具が係合され回転させるための締付部を備えている、請求項9に記載の射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、加熱シリンダに射出ノズルを取り付ける射出ノズル取付部材、射出ノズル取付部材により射出ノズルが取り付けられた射出装置、および射出成形機に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
射出成形機の射出装置は、加熱シリンダと加熱シリンダに入れられているスクリュとを備え、加熱シリンダの先端に射出ノズルが設けられている。射出ノズルは、所定の射出ノズル取付部材によって加熱シリンダに取り付けられている。射出ノズル取付部材として、例えば特許文献1に記載されている押え金、つまりシリンダヘッドがある。シリンダヘッドには中央に貫通孔があけられており、射出ノズルの胴部が挿入されるようになっている。射出ノズルの後端部には拡径したフランジ部が形成されており、フランジ部はシリンダヘッドによって押さえられるようになっている。加熱シリンダの先端の端面には複数個のタップ穴があけられており、これらタップ穴に螺合する複数本のボルトによってシリンダヘッドが加熱シリンダに締め付けられ、射出ノズルが加熱シリンダに取り付けられている。
【先行技術文献】
【特許文献】
【0003】
特開2020-151745号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
射出ノズル取付部材がシリンダヘッドからなる場合、加熱シリンダの先端の端面に複数個のタップ穴をあける必要がある。タップ穴をあけるには、加熱シリンダの肉厚がある程度必要であり穴あけが困難な場合もある。特に小型機のように加熱シリンダの肉厚が比較的薄い機種の場合、タップ穴をあけることが難しい。
【0005】
本開示において、加熱シリンダの先端の端面にタップ穴をあけずに射出ノズルを取り付けることができる射出ノズル取付部材を提供する。
【0006】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
射出ノズルは円柱状の胴部と、後端において拡径したフランジ部とを備えている。本開示において、射出ノズルを加熱シリンダに取り付ける射出ノズル取付部材は、次のように構成する。すなわち、射出ノズル取付部材には、軸中心に射出ノズルの胴部を挿入するための貫通孔をあけ、後端部の外周面に雄ネジを形成し、所定の部分に射出ノズルのフランジ部を加熱シリンダの方に押さえつけるためのフランジ押さえ部を設ける。射出ノズル取付部材に対して、貫通孔に胴部を挿入するようにして射出ノズルを取り付ける。そして加熱シリンダの先端に形成されている雌ネジに雄ネジを螺合させて射出ノズル取付部材を加熱シリンダに取り付ける。そうするとフランジ押さえ部によりフランジ部が押さえつけられて射出ノズルが加熱シリンダに取り付けられることになる。
【発明の効果】
【0008】
本開示の射出ノズル取付部材は、加熱シリンダの先端の端面にタップ穴をあけずに射出ノズルを加熱シリンダに取り付けることができる。
【図面の簡単な説明】
【0009】
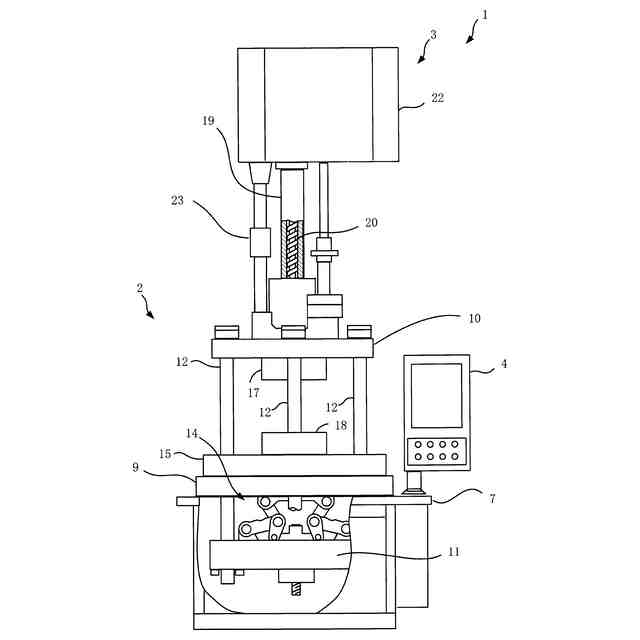
本実施の形態に係る射出成形機を示す正面図である。
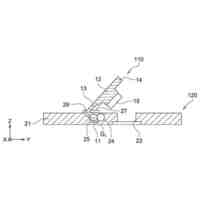
本実施の形態に係る射出装置の一部と射出ノズル取付部材と射出ノズルとを示す正面断面図である。
本実施の形態に係る射出ノズル取付部材の斜視図である。
本実施の形態に係る射出ノズル取付部材と射出ノズルとを示す正面断面図である。
本実施の形態に係る射出ノズル取付部材と射出ノズルとを示す正面断面図である。
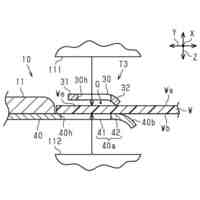
本実施の形態に係る加熱シリンダの一部と射出ノズル取付部材と射出ノズルとを示す正面断面図である。
本実施の形態に係る加熱シリンダの一部と射出ノズル取付部材と射出ノズルとを示す正面断面図である。
比較例に係る射出装置の一部を示す正面断面図である。
本実施の形態の変形例に射出装置の一部と変形例に係る射出ノズル取付部材と射出ノズルとを示す正面断面図である
【発明を実施するための形態】
【0010】
以下、具体的な実施の形態について、図面を参照しながら詳細に説明する。ただし、以下の実施の形態に限定される訳ではない。説明を明確にするため、以下の記載及び図面は、適宜簡略化されている。各図面において、同一の要素には同一の符号が付されており、必要に応じて重複説明は省略されている。また、図面が煩雑にならないように、ハッチングが省略されている部分がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
グンゼ株式会社
ピン
1か月前
株式会社FTS
ロッド
12日前
個人
樹脂可塑化方法及び装置
19日前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
画像形成システム
2か月前
株式会社FTS
セパレータ
6日前
日東工業株式会社
インサート成形機
2か月前
個人
ノズルおよび熱風溶接機
28日前
東レ株式会社
溶融押出装置および押出方法
27日前
トヨタ自動車株式会社
3Dプリンタ
2か月前
株式会社コスメック
磁気クランプ装置
27日前
株式会社日本製鋼所
射出成形機
2か月前
株式会社FTS
ブローニードル
2か月前
トヨタ自動車株式会社
電池の製造方法
2か月前
株式会社日本製鋼所
射出成形機
2か月前
中川産業株式会社
防火板材の製造方法
2か月前
村田機械株式会社
作業台
1か月前
花王株式会社
再生樹脂の製造方法
1か月前
住友重機械工業株式会社
金型装置
19日前
グンゼ株式会社
樹脂フィルムの回収方法
2か月前
タカハタプレシジョン株式会社
監視装置
今日
東レ株式会社
被膜除去装置および被膜除去方法
1か月前
トヨタ車体株式会社
プレス成形装置
27日前
合同会社BirthT
3Dプリンタ
1か月前
住友重機械工業株式会社
射出成形機
1か月前
株式会社タハラ
ブロー成形機
1か月前
株式会社豊田自動織機
ワーク把持装置
2か月前
住友重機械工業株式会社
生産管理装置
1か月前
花王株式会社
再生樹脂組成物の製造方法
1か月前
SOLIZE株式会社
構造体及びその製造方法
2か月前
SOLIZE株式会社
構造体及びその製造方法
2か月前
三ツ星ベルト株式会社
曲がり管
27日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ