TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024166901
公報種別
公開特許公報(A)
公開日
2024-11-29
出願番号
2023083319
出願日
2023-05-19
発明の名称
ワーク把持装置
出願人
株式会社豊田自動織機
代理人
個人
,
個人
主分類
B29C
51/26 20060101AFI20241122BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ワークにおける第1把持部材と第2把持部材との間に位置する部分を効率良く加熱できるワーク把持装置を提供する。
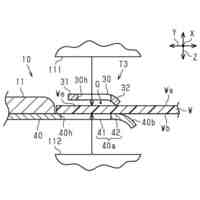
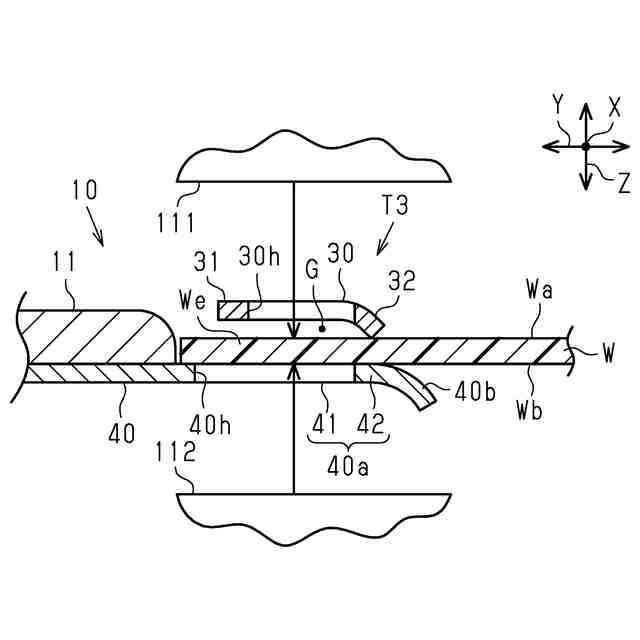
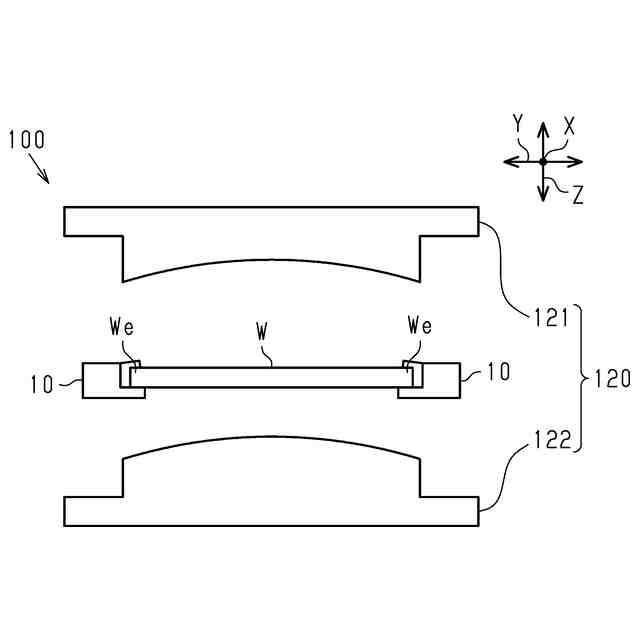
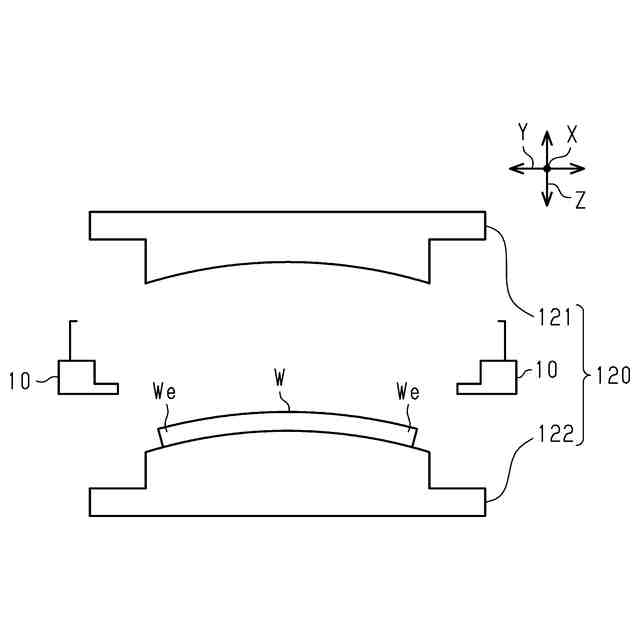
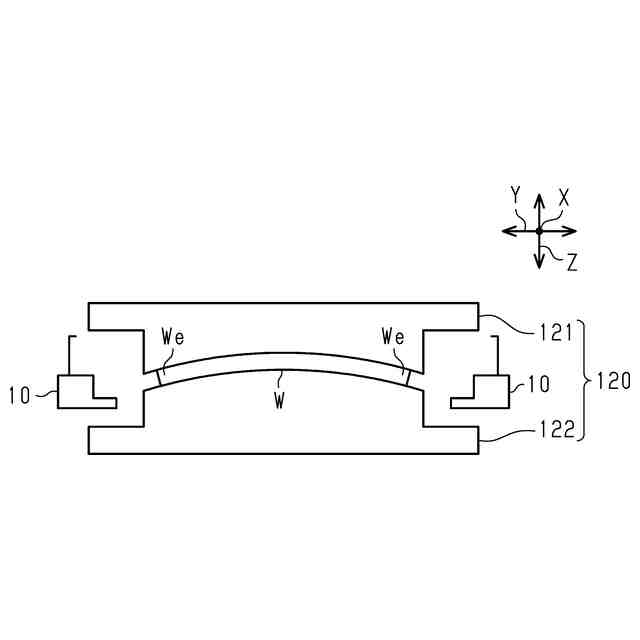
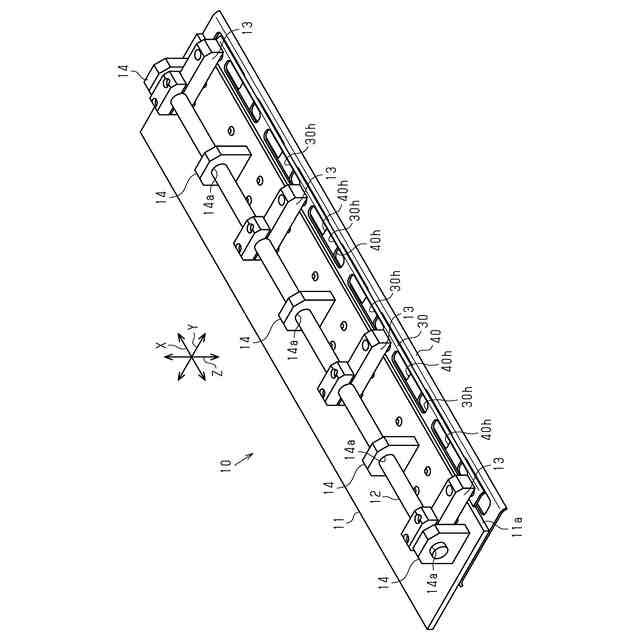
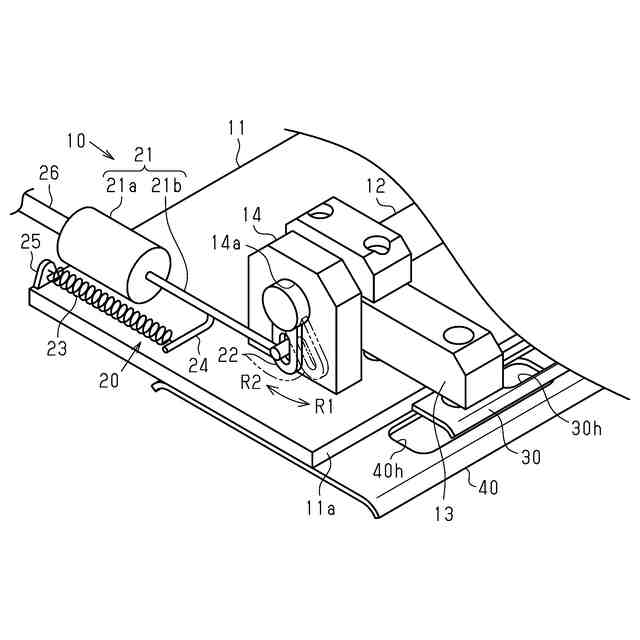
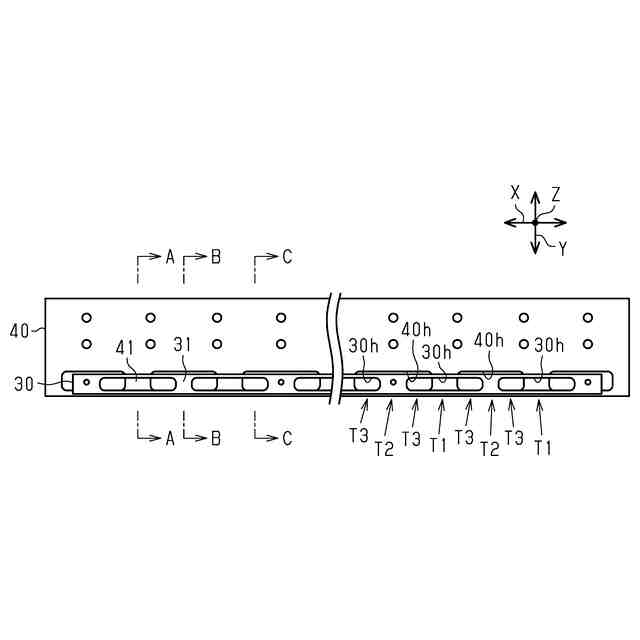
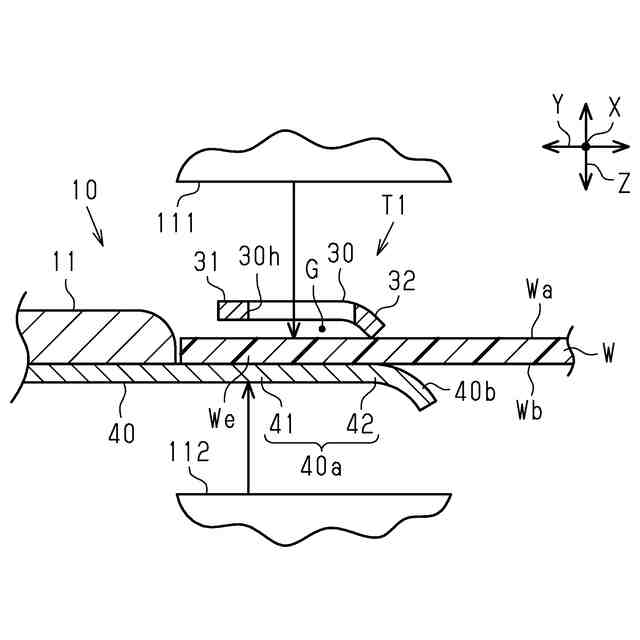
【解決手段】ワーク把持装置10は、熱可塑性樹脂からなる平板状のワークWを上下方向Zに挟むことによりワークWを把持する第1把持部材としての上側把持部材30及び第2把持部材としての下側把持部材40を備えている。上側把持部材30は、ワークWの第1面Waと間隙Gを介して対向する上側平板部31と、ワークWの第1面Waに当接する上側湾曲部32とを有している。上側平板部31には、複数の上側貫通孔30hが設けられている。下側把持部材40は、上側平板部31と上下方向Zに重なる下側基部41と、上側湾曲部32と上下方向Zに重なるとともにワークWの第2面Wbに当接する下側把持部42とを有している。下側基部41には、複数の下側貫通孔40hが設けられている。
【選択図】図11
特許請求の範囲
【請求項1】
熱可塑性樹脂からなる平板状のワークを周囲から加熱する際に前記ワークを挟むことにより前記ワークを把持するワーク把持装置であって、
前記ワークの把持方向において前記ワークの一方側に位置する第1把持部材と、前記把持方向において前記ワークの他方側に位置する第2把持部材とを備え、
前記第1把持部材は、前記ワークにおいて前記把持方向の前記一方側に位置する面である第1面と間隙を介して対向する第1基部と、前記ワークの前記第1面に当接する第1把持部とを有し、
前記第2把持部材は、前記第1基部と前記把持方向に重なる第2基部と、前記第1把持部と前記把持方向に重なるとともに前記ワークにおいて前記把持方向の前記他方側に位置する面である第2面に当接する第2把持部とを有し、
前記第1基部及び前記第2基部にはそれぞれ、複数の貫通孔が設けられていることを特徴とするワーク把持装置。
続きを表示(約 600 文字)
【請求項2】
前記第1把持部材及び前記第2把持部材は、前記ワークの縁部を把持し、
前記第1把持部及び前記第2把持部はそれぞれ、前記縁部の延在方向において連続的に設けられている請求項1に記載のワーク把持装置。
【請求項3】
前記第1基部に設けられた前記貫通孔を第1貫通孔とし、前記第2基部に設けられた前記貫通孔を第2貫通孔としたとき、
前記第1貫通孔と前記第2貫通孔とは、前記縁部の延在方向において交互に配置され、
前記縁部の延在方向において隣り合う前記第1貫通孔と前記第2貫通孔において、前記第1貫通孔の一部と前記第2貫通孔の一部とは前記把持方向に重なり合っている請求項2に記載のワーク把持装置。
【請求項4】
前記第2基部は、前記ワークの前記第2面と間隙を介して対向する請求項1に記載のワーク把持装置。
【請求項5】
前記第1把持部は、前記ワークの前記第1面と面接触する請求項1に記載のワーク把持装置。
【請求項6】
前記第1把持部は、軟質材からなる請求項1に記載のワーク把持装置。
【請求項7】
前記第1把持部において前記ワーク側に位置する面とは反対側の面及び前記第2把持部において前記ワーク側に位置する面とは反対側の面にはそれぞれ、黒体部が設けられている請求項1に記載のワーク把持装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク把持装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、熱可塑性樹脂からなる平板状のワークを周囲から加熱する際にワークを挟むことによりワークを把持するワーク把持装置が開示されている。特許文献1に記載のワーク把持装置は、ワークの幅方向の端部を上下方向に挟むことによりワークを把持するクランプを複数備えている。複数のクランプは、ワークの幅方向と直交する奥行方向において所定の間隔を空けて配列されている。
【先行技術文献】
【特許文献】
【0003】
特許第6986802号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ワークにおけるクランプの間に位置する部分は、クランプの存在により、クランプの間に位置しない部分と比較して加熱されにくい。このため、ワークにおけるクランプの間に位置する部分を効率良く加熱することが求められている。
【課題を解決するための手段】
【0005】
上記問題点を解決するためのワーク把持装置は、熱可塑性樹脂からなる平板状のワークを周囲から加熱する際に前記ワークを挟むことにより前記ワークを把持するワーク把持装置であって、前記ワークの把持方向において前記ワークの一方側に位置する第1把持部材と、前記把持方向において前記ワークの他方側に位置する第2把持部材とを備え、前記第1把持部材は、前記ワークにおいて前記把持方向の前記一方側に位置する面である第1面と間隙を介して対向する第1基部と、前記ワークの前記第1面に当接する第1把持部とを有し、前記第2把持部材は、前記第1基部と前記把持方向に重なる第2基部と、前記第1把持部と前記把持方向に重なるとともに前記ワークにおいて前記把持方向の前記他方側に位置する面である第2面に当接する第2把持部とを有し、前記第1基部及び前記第2基部にはそれぞれ、複数の貫通孔が設けられていることを要旨とする。
【0006】
上記構成によれば、第1基部及び第2基部にはそれぞれ、複数の貫通孔が設けられている。このため、ワークにおける第1基部と第2基部との間に位置する部分は、貫通孔を介して加熱される。したがって、第1基部及び第2基部に貫通孔が設けられていない場合と比較して、ワークにおける第1把持部材と第2把持部材との間に位置する部分を効率良く加熱できる。また、第1基部は、ワークの第1面と間隙を介して対向している。このため、第1基部がワークの第1面に当接している場合と比較して、ワークの熱が第1基部に逃げにくい。これによっても、ワークにおける第1把持部材と第2把持部材との間に位置する部分を効率良く加熱できる。
【0007】
上記ワーク把持装置において、前記第1把持部材及び前記第2把持部材は、前記ワークの縁部を把持し、前記第1把持部及び前記第2把持部はそれぞれ、前記縁部の延在方向において連続的に設けられていてもよい。
【0008】
例えば、第1把持部及び第2把持部がそれぞれ、ワークの縁部の延在方向において不連続に設けられている場合、ワークの縁部には、縁部の延在方向において、第1把持部及び第2把持部によって把持される部分と把持されない部分とが生じる。この場合、ワークにおける把持される部分にワークの自重による荷重が集中するため、ワークに歪みが生じやすい。
【0009】
これに対し、上記構成によれば、第1把持部及び第2把持部はそれぞれ、縁部の延在方向において連続的に設けられている。このため、第1把持部及び第2把持部は、ワークの縁部を縁部の延在方向において連続的に把持することができる。したがって、ワークにおける把持される部分にワークの自重による荷重が集中することにより生じるワークの歪みを抑制できる。
【0010】
上記ワーク把持装置において、前記第1基部に設けられた前記貫通孔を第1貫通孔とし、前記第2基部に設けられた前記貫通孔を第2貫通孔としたとき、前記第1貫通孔と前記第2貫通孔とは、前記縁部の延在方向において交互に配置され、前記縁部の延在方向において隣り合う前記第1貫通孔と前記第2貫通孔において、前記第1貫通孔の一部と前記第2貫通孔の一部とは前記把持方向に重なり合っていてもよい。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社豊田自動織機
密封構造
4日前
株式会社豊田自動織機
ワーク把持装置
4日前
株式会社豊田自動織機
ステータの製造方法
5日前
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
5日前
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
2か月前
個人
射出ミキシングノズル
1か月前
株式会社リコー
シート剥離装置
3か月前
帝人株式会社
成形体の製造方法
5か月前
株式会社シロハチ
真空チャンバ
1か月前
東レ株式会社
一体化成形品の製造方法
3か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社リコー
シート処理システム
3か月前
小林工業株式会社
振動溶着機
5か月前
トヨタ自動車株式会社
真空成形方法
6か月前
株式会社リコー
シート処理システム
3か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形装置
7か月前
KTX株式会社
シェル型の作製方法
5か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
株式会社日本製鋼所
射出成形機
25日前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社スリーエス
光造形装置
6か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
株式会社イクスフロー
成形装置
7か月前
株式会社コスメック
磁気クランプ装置
2か月前
日本プラスト株式会社
嵌合構造
2か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ